Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.

Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.

Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно. Технология используется для монтажа трубопроводов диаметром более 6 см, при достаточной толщине стенки (более 4 мм).
Технология следующая:
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.

Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.

Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
Полипропиленовые трубы давно завоевали у потребителя большую популярность. В отличие от металлических вариантов полипропиленовые трубы значительно легче по массе, а методы соединения такого вида коммуникаций не требуют навыков работы со сварочным аппаратом и металлорежущим инструментом, как в случае с железными трубами.
Особенности
Как и при работе с любым другим видом сантехнических коммуникаций, монтаж полипропиленовых труб имеет ряд особенностей.
- При стыковой сварке стенки не должны быть толще 4 мм. Стыкующиеся поверхности должны быть отторцованы, при этом должна соблюдаться строгая параллельность соединяемых элементов. При стыковке рекомендуется использовать специальные направляющие.
- Так как нарезку резьбы на полипропиленовой трубе сделать нельзя, для резьбовой стыковки применяют резьбовые фитинги, а для герметичности соединения используют уплотнитель и тефлоновую ленту.
- При сварке полипропиленовых труб нужно обязательно проветривать помещение. При отрицательной температуре в помещении нельзя проводить подобный вид работы, так как стыковка при недостаточном нагреве элементов не гарантирует герметичность соединения.
- При сварочных работах с полипропиленовыми трубами необходимо нагреть паяльник до нужной температуры и установить его на подставку. При работе следует соблюдать технику безопасности, так как речь идет о высокой температуре, составляющей 260 С.
Для качественного соединения элементов необходимо выдерживать то время плавления, которое требуется для определенного диаметра трубы.
Ниже приведены значения диаметров и временных интервалов.
- 16 мм – 5 сек;
- 20 мм – 6 сек;
- 25 мм – 7 сек;
- 32 мм – 8 сек;
- 40 мм – 12 сек;
- 50 мм – 24 сек;
- 63 мм – 40 сек.
Что необходимо?
Для монтажа полипропиленовых труб понадобятся специальные инструменты для резки и соединения элементов.
В перечень инструментов входят такие приспособления, как:
- труборез;
- сварочный аппарат;
- зачистка;
- клеевой пистолет;
- маркер для разметки;
- соединительная часть и рулетка.
Труборез для полипропиленовых труб лучше использовать профессиональный – такой инструмент гарантирует надежность и идеально ровный срез, он не допустит образования заусенцев на срезаемой поверхности. При выборе трубореза стоит учитывать такой важный параметр, как минимальный и максимальный диаметр трубы. Инструмент стоит выбирать с лезвием только из легированной стали.
Сварочный аппарат ручного типа должен иметь терморегулятор и плиту для нагрева, имеющую отверстия для установки насадок. К сварочному аппарату нужен парный комплект насадок с тефлоновым покрытием. Его следует выбирать из известных марок, зарекомендовавших себя на рынке, так как инструмент сомнительных производителей в процессе эксплуатации может выйти из строя, что остановит всю работу.
Зачистки бывают ручными и в виде насадки на дрель.
- Для зачистки наружного слоя используются муфты с внутренними ножами (шейверы). Под диаметр трубы, которая зачищается, подбирают нужную муфту. Также используют двусторонние муфты, которые позволяют работать с разными диаметрами. Чтобы зачистить внутренний слой трубы, берут зачистку-торцеватель, у которой ножи находятся внутри. Трубу вставляют в инструмент и несколько раз проворачивают.
- Зачистки в виде насадок на дрель отличаются от ручных вариантов только наличием стержня, который вставляется в патрон инструмента.
Клеевой пистолет можно использовать в качестве альтернативного варианта другим видам соединений. Этот инструмент обладает двумя преимуществами: клееные швы по надежности почти не уступают сварным и другим соединениям, а клей быстро схватывается. Такие соединители прекрасно скрепляют фасонные части и другие элементы.
Способы
Существует несколько способов соединения полипропиленовых коммуникаций. Выбрать, какой способ использовать, зависит от разновидности ПП-труб и их назначения.
Холодная сварка основана на склеивании элементов специальным клеевым составом. Он наносится на части, которые нужно соединить. Сначала склеиваемые поверхности требуется обезжирить. После нанесения клея выжидают некоторое время и соединяют трубу с нужным элементом. После короткого промежутка времени (примерно 20 минут) соединение стабилизируется и будет надежным.
Соединение с использованием стальных или чугунных фитингов. Такой способ подходит для трубопроводов с небольшим диаметром. Обычно фитинги устанавливают на изгибах и разветвлениях коммуникаций. В состав фитинга входят такие элементы, как крышка, втулка и зажимное кольцо, которое располагается в гнезде изделия. Труба фиксируется при помощи входящего в конструкцию фитинга фальцевого кольца.
Во время соединения фитингами нужно соблюдать пошаговый план действий:
- разрез труб должен быть выполнен под прямым углом;
- нужно устранить на соединяемой поверхности все заусенцы;
- затем требуется установить гайку с фитинга на трубу и надеть на нее зажимное кольцо;
- после этого требуется вставить трубу в фитинг и закрепить соединение зажимным кольцом и гайкой.
Соединение с использованием фланцев считается очень надежным, выдерживает большие температуры и высокое давление. Такой способ используется в том случае, когда нужно соединить полипропиленовые трубы, не прибегая к сварке. Для соединения используются болты, которые вкручиваются в резьбу фланца.
При соединении фланцами необходимо соблюдать следующие правила монтажа:
- на месте соединения трубы необходимо сделать срез, избегая появления заусенцев;
- прокладка, которая устанавливается на срез, должна иметь выступ 15 см;
- на фланец ставят прокладку и соединяют с другим фланцем, установленным на другой соединяемой трубе;
- устанавливать прокладки нужно таким образом, чтобы их сечение не прикасалось к болтам;
- более одной прокладки на фланец устанавливать нельзя, так как это снизит герметичность.
Соединение с использованием муфт. Для соединения муфтами на трубах нужно сделать резьбу для их последующего монтажа и для герметичности соединения намотать на нее немного пакли. Соединяемые края следует ровно обрезать и отметить маркером место установки муфты. Затем нужно нанести на муфту смазку и установить ее на трубу, на ранее отмеченное место.
Сварка относится к горячему способу соединения. Этот вид соединения является одним из самых надежных, а его суть заключается в расплавлении полипропилена специальным аппаратом под действием температуры 260 С. Разогретые до нужной температуры элементы плотно прижимают друг к другу, а после того, как они остынут, образуется надежное соединение. Время после соединения до окончательной полимеризации полипропилена займет 20 минут.
Перед тем как приступить к соединению посредством сварки, нужно убрать все неровности и заусенцы, а если труба имеет прослойку из фольги, то ее обязательно следует обработать зачисткой-торцевателем.
При соединении методом сварки следует соблюдать следующую последовательность действий:
- включить сварочный аппарат и разогреть его до температуры 260 С;
- на соединяемые пропиленовые трубы нужно надеть насадки аппарата – делать это нужно очень быстро;
- когда свариваемые элементы начнут плавиться, их вынимают из аппарата;
- соединяют расплавленные элементы друг с другом путем крепкого прижимания на протяжении 15 секунд;
- соединенным элементам для полного схватывания нужно дать полимеризоваться – это обычно занимать около 20 секунд.
Распространенные ошибки при соединении методом сварки:
- смещение элементов при сварке в момент их нагрева;
- при стыковке элементов их нельзя поворачивать – в противном случае шов получится ненадежным;
- при сваривании кранов не было учтено расположение вентилей, и они не могут свободно двигаться.
ПНД- или ПВХ-труба может быть соединена при помощи пайки. Особенно это актуально для полиэтиленовой конструкции.
Как соединить?
В том случае, когда нужно соединить полипропиленовую трубу с металлической, можно использовать резьбовой метод соединения. Для этого понадобятся специальные фитинги, один конец которых гладкий, а на второй нанесена резьба под металлическую трубу. При таком виде соединения диаметр трубы не должен быть более 40 мм.
Резьба на фитинге может быть как внешней, так и внутренней. Гладкая поверхность, находящаяся с обратной стороны, нужна для приваривания пластиковой трубы. Для герметичности в основном используется льняная пакля, пропитанная олифой.
Паклю следует накладывать максимум на два витка и по направлению резьбы.
Последовательность действий при резьбовом способе монтажа:
- под прямым углом производят срез трубы, ее конец смазывают солидолом, а затем наносят резьбу при помощи резьбонарезного инструмента;
- с резьбы удаляют всю стружку и герметизируют стык паклей;
- на резьбу трубы прикручивают фитинг;
- противоположный гладкий конец муфты приваривают к полипропиленовой трубе.
Соединить полипропиленовые трубы можно как посредством сварки, так и холодным способом. Большее предпочтение отдают первому варианту, так как он считается самым надежным и долговечным.
Сварное соединение
До начала сварки полипропиленовые трубы и фитинги к ним нужно обработать обезжиривающим раствором, а затем дать им высохнуть – лишь после этой процедуры можно приступать непосредственно к сварке. Подобная подготовительная работа необходима для любого типа ПП-труб за исключением тех, что армированы фольгой. У армированной трубы зачистку среза делают специальным зачищающим инструментом (шейвером), в который вставляется нужный конец трубы и несколько раз проворачивается. После зачистки верхнюю часть трубы нужно обезжирить.
На трубе необходимо поставить метку маркером, отметив нужное расстояние для вдавливания ее в фитинг. Затем конец трубы нужно насадить на дорн и вставить фитинг в гильзу сварочного аппарата. Все действия следует делать очень быстро и четко. После этого греют соединяемые элементы строго отведенное время.
После того как свариваемые элементы расплавятся, их нужно снять с насадок и быстро вдавить трубу в фитинг. Для соединения требуются некоторые силы, так как свариваемые элементы нужно плотно вдавливать и держать их в таком положении некоторое время. Больше 20 секунд зажимать стыкующиеся элементы не стоит, так как этого времени вполне достаточно для их прочного схватывания. После соединения нужно обязательно дать остыть несколько минут.
Соединение полипропиленовых труб с металлопластиковыми вариантами
В этом случае надежным способом соединения считается муфтовый. Для монтажа дополнительно понадобятся два ключа разводного типа, герметик и пакля.
Последовательность действий при соединении полипропиленовой и металлопластиковой трубы:
- разъемный элемент разбирается на две части;
- на часть с наружной резьбой нужно намотать паклю и промазать ее силиконовым герметиком;
- на второй фитинг также наматывается пакля, и все смазывается силиконом;
- части соединения нужно скрутить между собой сначала вручную, а потом дотянуть разводным ключом.
Спаять или сварить трубы в домашних условиях совсем несложно, если учитывать рекомендации.
Советы
- Для того чтобы сварочный шов в месте соединения полипропиленовой трубы был прочным, соединяемые элементы должны быть одинакового химического состава, из которого состоит полимер. Поэтому стоит закупать трубы одного производителя.
- Сварку удобнее всего осуществлять в удобном и просторном месте, которое позволит собрать сразу несколько элементов коммуникаций. Потом останется их только закрепить на нужном месте.
- При использовании сварочного аппарата настоятельно рекомендуется использовать специальные перчатки – они уберегут руки от ожогов.
- Инструмент для монтажа стоит выбирать качественный – из проверенных марок.
Если монтаж разовый, то нецелесообразно его покупать – намного дешевле обойдется аренда необходимого оборудования.
О том, как сделать сварочный аппарат для полипропиленовых труб своими руками вы можете узнать, посмотрев видео немного ниже.
Полипропиленовые трубы намного удобнее и практичней своих металлических собратьев. Их основные достоинства:
- легкий монтаж;
- не большой вес;
- не подвержены коррозии;
- не дорогие.

Благодаря своим преимуществам, они становятся все более популярными.
Как соединить полипропиленовые трубы
Еще одним важным преимуществом этого материала является то, что для монтажа не требуется ни кого нанимать, все можно сделать своими руками. Поэтому, если Вам необходимо заменить старый протекающий водопровод можете смело приступать к работе. Соединить полипропилен можно с помощью спайки или же применяя холодный метод.
1 способ – спаивание
Этот способ подразумевает наличие специального сварочного аппарата, который у специалистов именутся «утюг». Утюг — это своеобразный паяльник работающий от электричества. В комплекте с ним идут насадки разного диаметра.

Если Вы не собираетесь профессионально заниматься монтажом водопровода, такой прибор покупать не обязательно. Его можно взять в прокат, обычно все продавцы предоставляют такую услугу. Процесс спаивания полипропиленовых труб не сложный.
Видео: Как правильно паять трубы своими руками
Технология пайки
Соединяются изделия из полипропилена под воздействием высокой температуры. Сама труба должна нагреваться с внешней стороны, а все соединительные элементы с внутренней. Таким образом получается прочное соединение.
Этапы спаивания
- Включаем паяльник, он должен разогреться до 270 гр С. Пока происходит нагрев можно нарезать нужные заготовки и зачистить. Для удобства можно сделать пометки, которые покажут на какую глубину погружать их в сварочный аппарат. Отрезают их специальным труборезом или обычной ножовкой по металлу. Если нарезка производится ножовкой, следует обратить внимание на заусеницы и если они остаются, их необходимо срезать ножом.
- После того как паяльник нагрелся до необходимой температуры, на его насадки вставляем трубу и соединительные элементы. Для качественной спайки все элементы должны вставляться ровно. Движения должны быть быстрыми и уверенными. Детали которые подвергаются нагреванию нельзя сдвигать и крутить.
- Когда все элементы хорошо нагрелись, их снимают с паяльника и производят соединение друг с другом. Это также делается быстрыми и уверенными движениями. Детали соединяются с легким нажимом (без вращения) и фиксацией 10-15 секунд.
- После этой процедуры можно переходить к спаиванию следующего узла и так до победного конца, когда водопровод будет полностью спаян.
Нагретый полипропилен быстро остывает, при этом образуется прочное и надежное соединение. Буквально через час в систему можно подавать воду.

2 способ – без пайки
Это способ соединения, для которого не требуется наличие паяльного оборудования. При этом способе есть два варианта: соединение компрессионными фитингами и так называемая «холодная сварка».
Для варианта с компрессионными фитингами понадобится только специальный обжимной ключ. Этот ключ обычно продается в комплекте с фитингами.

Если вы остановитесь на варианте — «холодная сварка», тогда понадобится специальный «агрессивный» клей. Его наносят на детали, после чего соединяют их и прижимают, зафиксировав в таком положении на несколько секунд.
Соединение полипропиленовых труб с помощью клея подходит только для водопровода с холодной водой. Соединение полипропиленовых труб без спайки имеет большой недостаток, а именно — по сравнению с пайкой, время на монтаж трубопровода требуется существенно больше.

В заключение хочется сказать, что в самостоятельном соединении полипропиленовых труб нет ничего сложного. Как и в большинстве других строительных работах, от вас потребуется добросовестное и четкое выполнение всех технологических норм.
Тогда процесс соединения полипропиленовых труб будет выполнен быстро и главное качественно. А качество выполненной работы является залогом долговечной и надежной работы систем водоснабжения и отопления.
Посмотрите видео: Как правильно паять полипропиленовые трубы своими руками
Автор Фесенко Сергей, инженер На чтение 5 мин.
Новые инженерные системы все чаще создаются при использовании трубопроката из полипропилена и полиэтилена низкого давления. Нередко трубопроводы из ПП и ПНД приходится соединять между собой. Это позволяет не демонтировать уже проложенные коммуникации из полиэтилена низкого давления.
Поэтому полезно будет узнать, как соединить ПНД трубу с полипропиленовой трубой при модернизации и ремонте существующей сети. Информация особенно пригодится начинающим мастерам.
Виды стыковки
Популярный способ производства современных трубных изделий — использование стиролов. Материалы позволяют изготавливать прочные, устойчивые перед агрессивными средами трубопроводы.
 Пластиковый водопровод
Пластиковый водопроводОни применяются при монтаже водопровода с горячей и холодной водой. При этом существует несколько методов стыковки пластикового трубопроката.
ПП трубопроводы
Трубопроводные полипропиленовые детали соединяются между собой с помощью пайки. В этом случае стыкуемые элементы системы нагреваются с помощью специального сварочного оборудования. Его обычно называют паяльников или утюгом.
Разогрев ПП деталей осуществляется до 260 градусов. Потом один элемент вставляется в другой. Свариваемый участок фиксируется в неподвижном положении, пока не произойдет остывание расплавленного полимера.
Стыковка с другими видами трубопроката выполняется при использовании специальных комбинированных муфт. Они представляют собой ПП изделия, с одной стороны которых впрессована металлическая втулка с наружной или внутренней резьбой.
Другой конец фитинга имеет вид патрубка из полипропилена. Именно эта часть спаивается с ПП трубой. Другая сторона муфты позволяет выполнить резьбовое соединение с трубопроводом из иного материала или с сантехнической арматурой.
 Набор фитингов
Набор фитинговПроизводители выпускают ПП комбинированные муфты с гранями под ключ. Такие фитинги сначала накручиваются или вкручиваются в трубопровод из другого материала, а потом свариваются специальным паяльником с ПП трубой.
Для стыковки разнородных труб также применяются американки. Это разборные соединительные элементы с накидной гайкой и уплотнительным материалам.
Они изготавливаются только из металла с резьбами на обоих концах или имеют с одной стороны патрубок из полипропилена. Американки затягиваются при минимальных усилиях.
ПНД трубопроводы
Участки трубопровода из полиэтилена низкого давления соединяются с помощью создания сварного шва или фитингов. Во втором случае герметичность стыка зависит от качества соединительных элементов и соблюдения технологии монтажа.
 Монтаж водопровода
Монтаж водопроводаСварной шов создается при использовании специального оборудования. Монтаж выполняется с помощью электромуфты или методом «стык в стык». Применение сварки подразумевает создание неразъемного соединения.
Чтобы стык можно было разобрать при необходимости, применяют специальные герметичные детали. Это недорогие ПНД фитинги многократного использования. В их конструкции присутствует прижимная гайка, от степени затягивания которой зависит герметичность соединения.
Производятся также специальные фитинги для соединения трубопроводов из разнородных материалов. Такие элементы на одном конце имеют резьбу, а другая их сторона представляет собой гладкий патрубок из ПНД с прижимной гайкой.
Существуют и другие варианты стыковки трубопроводов из разных материалов. Они будут описаны ниже.
Соединение труб ПНД и полипропиленовых между собой
Выполнить соединение ПНД и полипропиленовой трубы с помощью сварочного оборудования не получится. Смешивание разных полимеров станет причиной деформации стыка из-за появления трещин. Для соединения разнородных материалов применяются другие способы.
Резьбовые фитинги
Для монтажа соединительного резьбового модуля на концах труб из полиэтилена и полипропилена применяется сварка. Специальное оборудование предназначено для расплавления полимера. Это позволяет получить монолитный шов.
 Муфта резьбовая соединительная
Муфта резьбовая соединительнаяВ начале процесса соединительный элемент разбирается. Потом одна его часть припаивается к концу трубопровода из полипропилена, а другая половина соединяется при помощи сварки с полиэтиленовой частью.
Эти действия позволят создать стык, который при необходимости всегда можно будет разобрать. Если же нужно выполнить неразъемное соединение, применяются специальные модули с закладными нагревающимися деталями.
Цанговые муфты
Для создания разборного стыка между отводами из ПП и ПНД применяются цанговые муфты. В состав такого модуля входит цанга, зажимная гайка, стопорное кольцо, резьба и ответная часть.
 Цанговая муфта
Цанговая муфтаПроизводители выпускают разные виды цанговых муфт. В начале процесса каждая из них разбирается. Потом цанга вставляется в полиэтиленовую трубу и зажимается стопорным кольцом при затягивании гайки без лишних усилий. В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы.
На следующем этапе ответная часть цанговой муфты фиксируется паяльником на полипропиленовом трубопроводе. В завершение выполняется резьбовое соединение при использовании фум ленты, которая исключает возникновение протечек.
Фланцы
Распространенным способом соединения полипропиленовых труб с трубопроводами из полиэтилена низкого давления является использование фланцев.
 Муфта соединительная фланцевая
Муфта соединительная фланцеваяТакие трубопроводные элементы применяются для стыковки коммуникаций большого диаметра. Дополнительно в работе используется втулка, позволяющая провести фиксацию фланцев.
Стыковка выполняет поэтапно:
- втулки привариваются к концам разных труб/соединяются прижимной гайкой;
- фланцы разъединяются;
- соединительные элементы фиксируются на приваренных втулках;
- фланцы соединяются между собой при помощи болтов и гаек.
Во время создания стыка используется уплотнительный материал. Это прокладка из резины. Она вставляется между фланцами, представляющими собой прочные металлические детали. Они выдерживают механические воздействия, перепады температуры и устойчивы перед коррозией.
Вывод и видео по теме
Видео поможет понять, как соединить трубу ПНД с полипропиленовым трубопроводом. Для этого можно использовать разные способы. Подходящий выбирается, исходя из условий монтажа, особенностей коммуникации и доступности материалов.
Мне нравится6Не нравится
Любой стройматериал имеет свой срок эксплуатации, по окончанию которого приходится проводить замену испортившихся изделий. Трубы не являются исключением. Современные полипропиленовые трубы так несложны в монтаже, что разрешают сделать замену всей системы отопления либо водоснабжения без особенных усилий. Дабы определить, как соединять полипропиленовые трубы, достаточно прочесть статью.
Пара основных преимуществ таких труб:
- Прочность. Они способны выдержать скачки давления в системе и большую температуру без трансформации своих черт.
- Долговечность.
- Стойкость к коррозии.
- Легкость монтажа. Для установки труб достаточно нагреть их особым прибором и соединить при помощи фитингов. Соединение полипропиленовой трубы с железной осуществляется кроме этого при помощи фитингов.
Инструменты
Простота монтажа – первое и основное преимущество полипропиленовых труб, действительно, потребуются дополнительные материалы и инструменты.
- полипропиленовые трубы,
- карандаш,
- клипсы для фиксации труб,
- рулетка,
- соединительные муфты,
- утеплители мерилоновые,
- уголки. Нам потребуются изделия двух видов: под 45 и 90 градусов,
- МРВ-ушастик. Он употребляется для крепления смесителя,
- МРВ и МРН выходы с железной резьбой,
- паяльник,
- ножницы для пластиковых изделий.
Монтаж
Как верно сделать монтаж системы с применением труб из полипропилена, дабы итог был долговечным, мы рассмотрим ниже. В случае если у вас остались сомнения по поводу своих умений, либо вы не решаетесь на независимую замену изделий, то навсегда забудьте об этом. Дело в том, что кроме того неверная спайка таких труб возможно исправлена соединительными муфтами.
Совет! При выборе полипропиленовых изделий ориентируйтесь на диаметр ветхих труб, что окажет помощь существенно упростить монтаж всей конструкции.
Диффузионная сварка
Полипропиленовые изделия возможно соединить несколькими методами, но самый популярный – диффузионная сварка. Для надежного крепления изделий тут употребляются фитинги: муфты, уголки и переходники.
Полипропиленовые трубы в системе холодного водоснабжения гарантировано прослужат до 50 лет. Приблизительно четверть века они смогут прослужить при обустройстве тёплого водоснабжения. Помните, что продолжительность работы этих изделий зависит от давления и температуры воды в конструкции.
Трубопровод из полипропилена имеет громадной запас прочности, разрешающий выдерживать все трансформации в системе. Так, большое давление и низкие температурные показатели никак не повлияют на длительность работы изделий. Такое же действие на полипропиленовые трубы будет иметь низкое давление с большой температур
Благодаря широкому ассортименту, доступным ценам и простоте монтажа полипропиленовые трубы практически вытеснили другие материалы, ранее применяемые при строительстве и ремонте инженерных коммуникаций. Для их соединения нет необходимости задействовать громоздкое и небезопасное газо-электросварочное оборудование или дополнительные муфты, резьбы, сгоны, лен и сурик.

Теперь все элементы для сварочных работ можно уместить в небольшой кейс.
Факторы, влияющие на качество сварки
Качество сварных стыковых соединений полипропиленовых труб зависит от многих факторов.
Соответствие полипропиленовых труб и фитингов заданным параметрам по назначению и качеству.
Выбор низкокачественных, либо более дешевых (с меньшей величиной допустимых для данной трубопровода температуры и давления) материалов, даже при самой тщательной сварке не обеспечит необходимой прочности и герметичности стыков.

Нежелательно также использование продукции разных производителей. Из-за отличий по химическому составу может не совпадать время нагрева и остывание свариваемых элементов.
- Использование оборудования. Для выполнения работ нужно иметь необходимый минимум исправного инструмента и оборудования. Термопаяльник с недостаточным или чрезмерным нагревом не обеспечит надежный сварной шов, поэтому важно следить за оптимальной температурой нагрева.
Обратите внимание! Перегрев трубы приводит к уменьшению проходного сечения стыка и дополнительным потерям напора в системе.
- Наличие необходимых навыков работы. Сам по себе процесс сварки довольно прост и доступен. Главное перед началом работ — внимательно изучить прилагаемые к аппарату инструкции. Желательно первые стыки варить под наблюдением опытного специалиста.
- Соблюдение правил монтажа. Низкое качество сварочных швов обусловлено ошибками в процессе соединения трубы и фитинга. Недостаточная глубина их соединения приводит к зазору. Образуется дополнительное сопротивление и участок с ослабленной стенкой, потенциальной зоной порыва трубопровода. При чрезмерном введении трубы в фитинг до упора возможно практически полное перекрытие потока жидкости, что приведет к снижению давления и расхода. При соединении нагретых частей трубопровода, часто допускают передержку приводящую к их остыванию или не осуществляют своевременную фиксацию в течении положенного времени.
- Надлежащая подготовка. Необходима тщательная подготовка места работы, материалов и оборудования. Свариваемые части труб и фитингов должны быть сухими и чистыми. Помещение, где производятся работы, должно быть теплым. Минусовая температура воздуха может привести к преждевременному охлаждению свариваемых деталей. Во избежание вторичного загрязнения, готовые узлы необходимо складировать на чистую поверхность. Нагревательные элементы паяльника после каждого использования протираются термостойкой тканью для удаления остатков расплава. Торцы трубы после обрезки выравниваются и зачищаются от заусенцев.
Выполнение этих элементарных мер гарантирует прочный и надежный сварной стык.
Методы соединения полипропиленовых труб
При монтаже и ремонте систем водоотведения, отопления, холодного и горячего водоснабжения из РР труб используют несколько различных методов соединения.
Клеевой
Клеевой способ применяется при монтаже низконапорных трубопроводов водоснабжения и канализации. На соединяемые детали наносится клеевой состав. После соединения и фиксации за счет специального компонента (отвердителя) или термического воздействия материал застывает, стык обретает герметичность.

Термоэлектрический
Сварка термоэлектрическим способом ограничена в применении из-за высокой стоимости электромуфт. Термоэлектрическая муфта представляет собой надеваемый на соединяемые концы труб полый цилиндр, оснащенный внутренними нагревательными элементами с обеих сторон.
На их клеммы с помощью электротрансформатора подается питание, вызывающее плавление соединяемых поверхностей и последующее их соединение при остывании.
Диффузный
Диффузионная пайка — самый распространенный метод сварки полипропиленовых трубопроводов. В основе используется сплав двух стыкуемых поверхностей с последующим плотным соединением, при этом молекулы РР деталей в процессе диффузии проникают друг в друга, образуя при остывании однородную структуру.
Для плавки стыкуемых элементов применяется специальный электрический паяльник с нагревательным элементом и сменными насадками.

Важно! Для труб диаметром 63 мм и менее используются соединения «в раструб» с применением соответствующих фитингов. Трубопроводы большего диаметра паяются «в стык».
Основными достоинствами диффузионной сварки являются:
- доступные цены на материалы и сварочное оборудование;
- простота в освоении технологии сварки;
- возможность быстрой сборки трубопроводов любой сложности;
- устройство надежных стыков своими силами без участия специалистов по сварке.
Как выбрать сварочный аппарат для полипропиленовых труб
Сварочные аппараты для полипропиленовых трубопроводов, несмотря на многообразие моделей, имеют общий принцип действия, а именно: одновременный нагрев соединяемых деталей.

Конструктивные отличия заключаются в исполнении их греющего элемента (стержневого или мечевидного) и способе креплении насадок.
При выборе сварочного аппарата рекомендуется сначала определить круг выполняемых им задач, а уже затем выбирать, принимая во внимание следующее:
- Мощность. От этой величины зависит время нагревания, диаметр соединяемых деталей и скорость монтажа (производительность аппарата). Для пайки бытовых трубопроводов из РРR труб диаметром до 63 мм вполне достаточно паяльника мощностью 700 Вт. При выполнении больших объемов работ с трубопроводами диаметром 100 мм и более необходимо профессиональное оборудование мощностью от 1000 до 2000 Вт.
Обратите внимание! Чтобы определить потребную мощность сварочного аппарата, умножьте на 10 максимальный диаметр свариваемой трубы в мм. Если Д= 50 мм, то необходимая мощность 500 Вт.
- Количество насадок. Аппараты для ручной сварки труб в зависимости от модели комплектуются определенным количеством парных насадок. Для бытового применения это три типоразмера: 16, 20, 25 мм. Стандартный набор профессионального агрегата может комплектоваться дополнительно набором для сварки труб и фитингов Д=32, 40, 50, 63 мм. Для трубопроводов большого диаметра насадки приобретаются отдельно.
- Качество насадок. От качества насадок зависит прочность и долговечность свариваемого стыка. Лучшими считаются насадки, покрытие слоем обычного или металлизированного тефлона.
- Удобство использования. Аппарат в зависимости от области применения должен иметь определенный набор опций. Так, например, профессиональная техника оснащается цифровой индикацией, что приводит к существенному ее удорожанию. Для бытового применения вполне достаточно двух световых индикаторов. Важным является скорость смены и количество одновременно устанавливаемых пар «муфта- дорн». Для определенных видов работ важна компактность устройства, особенно для ремонта в труднодоступных местах.
- Страна-производитель. Цена и качество напрямую зависят от производителя товара. Самыми функциональными, надежными и, конечно, дорогими считаются аппараты, сделанные в Германии и Чехии. Эта продукция востребована в основном профессионалами. Менее навороченные и качественные агрегаты производят в России и Турции, у них средняя ценовая ниша и менее профессиональные пользователи. Для бытовых нужд и любительского использования раз — другой в году вполне приемлемы недорогие изделия из Китая.
Технологические требования
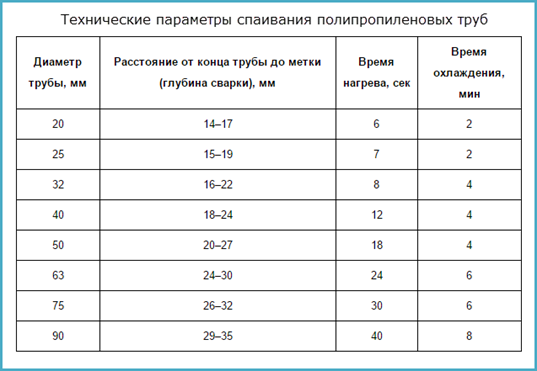
При производстве работ по сварке РР труб необходимо четкое соблюдение требований по глубине посадок, а также временным периодам, отведенным на нагрев, соединение с фиксацией и остывание деталей трубопроводов. Только таким образом обеспечивается создание прочных и герметичных стыков. Зависят эти параметры в основном от диаметров свариваемых труб и фитингов.
| Диаметр трубопровода (мм) | Глубина посадки трубы в фитинг (мм) | Продолжительность периода (сек) | ||
| Нагрев | Соединение с фиксацией | Остывание | ||
| 20 | 15 | 8 | 5 | 2 |
| 25 | 17 | 7 | 5 | 2 |
| 32 | 19 | 8 | 6 | 3 |
| 40 | 21 | 12 | 8 | 4 |
| 50 | 23 | 18 | 10 | 5 |
Обратите внимание! Приведенные в таблице значения даны для температуры нагрева паяльника 270 0С и в зоне выполнения работ — не менее +15 0С. Глубина посадки у различных производителей может отличаться.
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
- Подготавливается рабочее место, материалы и инструменты.
- Паяльник устанавливается на штатив и оснащается насадками нужного размера.
- Насадки обрабатываются обезжиривающим раствором.
- Прибор подключается к сети, на индикаторе загорается красная лампочка.
- На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе.
- Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают.
- На трубе делается отметка, соответствующая глубине посадки для данного диаметра.
- Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника.
- Детали нагреваются в течение положенного времени.
- Осторожно, без вращения снимаются с насадок.
- Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки.
- Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
Переключить навигацию
- Отчеты
- Товары народного потребления »
- Красота и личная гигиена
- Одежда, обувь и аксессуары
- Consumer F & B
- Электронные и электрические
- Уход за домом и декор
- Полупроводники и электроника »
- Технологии отображения
- Электронные системы безопасности
- Электронные устройства
- Semiconductors
- Датчики и элементы управления
- Специализированные и тонкие химические вещества »
- Катализаторы и ферменты
- Пищевые добавки и нутрикосметика
- возобновляемых химических веществ
- Специализированные и био-полимеры
- Продукты питания и напитки »
- Корма для животных и кормовые добавки
- Безопасность пищевых продуктов и обработка
- Nutraceuticals & Functional Foods
- Обработанные и замороженные продукты
- Усовершенствованные материалы »
- Усовершенствованные материалы для интерьера
- Зеленые строительные материалы
- Микролитье и микросферы
- наночастиц
- Смарт Текстиль
- Стекло, керамика и волокна
- Здравоохранение »
- Биотехнология
- Клиническая диагностика
- Healthcare IT
- Медицинские приборы
- Медицинская визуализация
- Фармацевтические препараты
- Здоровье животных
- Технология »
- Автомобили и транспорт
- Инфраструктура связи
- Услуги связи
- Digital Media
- HVAC & Construction
- Сетевая безопасность
- Следующее поколение технологий
- Bulk Chemicals »
- Агрохимикаты и удобрения
- Дезинфицирующие средства и консерванты
- Буровое и добывающее оборудование
- Органические химические вещества
- Краски, покрытия и печатные краски
- Личная гигиена и косметика
- Нефтехимия
- Пластмассы, полимеры и смолы
- Обработка воды и осадка
- Услуги
- Консалтинговые услуги
- Отчеты об исследовании рынка
- Полная занятость
- Custom Research Services
- Мониторинг рынка
- Подписка
- Компас
- О нас
- Кто мы
- Почему выбирают нас
- Методология исследования
- Отзывы клиентов
- Конференции
- Медиа Цитаты
- Insights
- Research Insights
- текущих отчетов
- Тематические исследования
- Пресс-центр
- Контакт
- Войти
- Домой
- »
- Пластмассы, полимеры и смолы
- »
- Последние
- Watchlist
- Рынки
- Инвестирование
- Баррона
- Личные финансы
- Эконом
- Выход на пенсию
- Коронавирус
- Видеоцентр
- Комментарий
- Больше
- Настройки учетной записи
- Войти в систему
- Регистрация
- Домой
- Последние новости
- Список
- рынки
- УниверситетS. Markets
- Канада
- Европа и Ближний Восток
- Азия
- Развивающиеся рынки
- Латинская Америка
- Рыночные данные
- инвестирование
- Баррон
- Лучшие новые идеи
- Запасы
- ВИС
- Паевые инвестиционные фонды
- биржевые индексные фонды
- Параметры
- облигации
- товаров
- валюты
- Cryptocurrencies
- фьючерсы
- Центр финансовых консультантов
- конопля
- Баррон
- Экономика и политика
- Коронавирус
- Отчет Капитолия
- Трамп сегодня
- Выборы 2020
- Федеральный резерв
- Экономический отчет
- Рекс Наттинг
- Brexit
- УниверситетS. Экономический календарь
- Личные финансы
- Лучшие новые идеи в области здравоохранения
- Moneyist
- Подарки, которые окупаются
- Расходы и экономия
- Выход на пенсию
- налоги
- Кредитные карты
- Карьера
Полипропилен , синтетическая смола, образованная в результате полимеризации пропилена. Один из важного семейства полиолефиновых смол, полипропилен формуют или экструдируют во многие пластиковые изделия, для которых требуются прочность, гибкость, легкий вес и термостойкость. Это также закручено в волокна для работы в промышленном и домашнем текстиле. Пропилен также можно полимеризовать с этиленом с получением эластичного этилен-пропиленового сополимера.
Подробнее на эту тему
основные промышленные полимеры: полипропилен (PP)
Эта высококристаллическая термопластичная смола создается путем полимеризации пропилена с цепным ростом (Ch3 = CHCh4), …
Пропилен — газообразное соединение, полученное в результате термического крекинга этана, пропана, бутана и фракции нефти нафты.Как и этилен, он относится к «низшим олефинам», классу углеводородов, молекулы которого содержат одну пару атомов углерода, связанных двойной связью. Химическая структура молекулы пропилена CH 2 = CHCH 3 . Однако под действием катализаторов полимеризации двойная связь может быть разорвана, и тысячи молекул пропилена связаны друг с другом, образуя цепочечный полимер (большую, многоэлементную молекулу). В такой молекуле каждое пропиленовое повторяющееся звено имеет следующую структуру: ,
По существу, молекула состоит из основной цепи атомов углерода с присоединенными атомами водорода; к каждому другому атому углерода присоединена боковая метильная группа (CH 3 ). Метильные группы могут иметь ряд тактик или пространственных расположений по отношению к углеродной цепи, но на практике в значительных количествах продается только изотактическая форма (то есть с метильными группами, расположенными вдоль одной и той же стороны цепи).
Изотактический полипропилен производится при низких температурах и давлениях с использованием катализаторов Циглера-Натта.Полимер обладает некоторыми свойствами полиэтилена, но он прочнее, жестче и тверже, и он размягчается при более высоких температурах. (Его температура плавления составляет приблизительно 170 ° C [340 ° F].) Он немного более подвержен окислению, чем полиэтилен, если не добавить соответствующие стабилизаторы и антиоксиданты. Полипропилен формуют в бутылки для пищевых продуктов, шампуней и других бытовых жидкостей. Он также впрессован во многие продукты, включая корпуса приборов, контейнеры для пищевых продуктов, пригодные для мытья в посуде, игрушки, кожухи автомобильных аккумуляторов и уличную мебель.Код переработки пластмассы номер полипропилена # 5.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 года с вашей подпиской. Подпишитесь сегодняКогда тонкий участок формованного полипропилена многократно изгибается, образуется молекулярная структура, которая способна выдерживать много дополнительных изгибов без разрушения. Это сопротивление усталости привело к разработке полипропиленовых коробок и других контейнеров с «самонесущими» крышками.
Большая часть производства полипропилена расплавляется в волокна.Полипропиленовое волокно является основным фактором в мебели для дома, таких как обивка и ковры на улице. Существуют также многочисленные промышленные конечные применения, включая веревку и канат, одноразовые нетканые материалы для подгузников и медицинских применений, а также нетканые материалы для стабилизации грунта и усиления в строительстве и дорожном покрытии. Эти применения используют преимущества прочности, упругости, водостойкости и химической инертности полимера. Однако из-за очень низкого поглощения влаги, ограниченной способности принимать краситель и низкой температуры размягчения (важный фактор при глажении и прессовании) полипропилен не является важным волокном одежды.
Изотактический полипропилен был открыт в 1954 году итальянским химиком Джулио Натта и его помощником Паоло Чини, работающим в сотрудничестве с компанией Montecatini (ныне Montedison SpA). Они использовали катализаторы типа, недавно изобретенного немецким химиком Карлом Циглером для синтеза полиэтилена. Отчасти в знак признания этого достижения Натта была удостоена Нобелевской премии по химии в 1963 году вместе с Циглером. Коммерческое производство полипропилена компаниями Montecatini в Италии, Hercules Incorporated в США и Hoechst AG в Западной Германии (сейчас в Германии) началось в 1957 году.С начала 1980-х годов производство и потребление значительно возросли благодаря изобретению более эффективных каталитических систем компанией Montedison и японской Mitsui Petrochemical Industries, Ltd.
.| . Размер упаковки | 25 кг. | ||||
| . | |||||
| Color | Natural & Colours | ||||
| Форма | Granuals | Материал | все сорта | ||
| Является ли это перерабатываемой | из 959 953 953 953 953 из 959 953 компании | из 9505 95005 из 9506 95005 из 9506 | из 9505 95005 | Рециклируемый дистрибьютор PP Compounds for Automotives под торговой маркой OSALENE, предоставляя и позволяя решать многие из самых сложных задач, стоящих сегодня перед автомобильной промышленностью e.грамм. экономия топлива, выбросы, безопасность и качество. От интерьера до экстерьера, уникальное сочетание продуктов, технологий обработки и инженерных возможностей SJS дает вам возможность достичь ваших целей дизайна. Новая линия полимеров на заказ для сложных автомобильных применений здесь: Интерьеры Панель приборов Журнал Pocket Дверная панель Кружка: Держатель для бутылок Дверь Сил гондола Напольная Консоль Планки Столба Ручка рычага переключения передач Задняя полкабардачок Чехол на спинку сиденья.Riser & Valiance Обложка Приборный кожух Speaker Grill & Housing Экстерьеры баррель Корпус головного фонаря Корпус для молдинга брызговик Бампер. Фасция Жатка крыши Гриль Корпус задних фонарей под капотом Корпус воздушного фильтра H \ / AC Parts Дополнительный бак / бак для охлаждающей жидкости Кронштейн зеркала аккумуляторный лоток Вентилятор радиатора Кожух вентилятора Крышка ремня ГРМ Два Уилера Корпус воздушного фильтра заднее крыло Доска пола Нижняя боковая панель LH / RH Задний фонарь Корпус сзади Лампа указателя поворота LHIRH Зеркальный ствол Сервисная коробка Панель Передняя и задняя днище . |