Температура и время пайки полипропиленовых труб: таблица
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
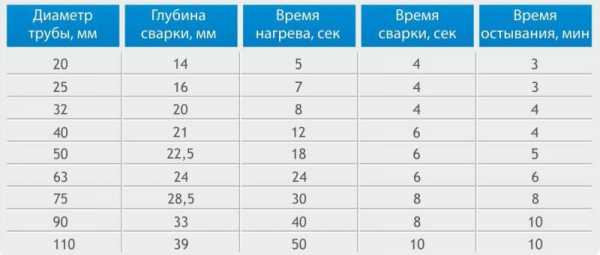
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
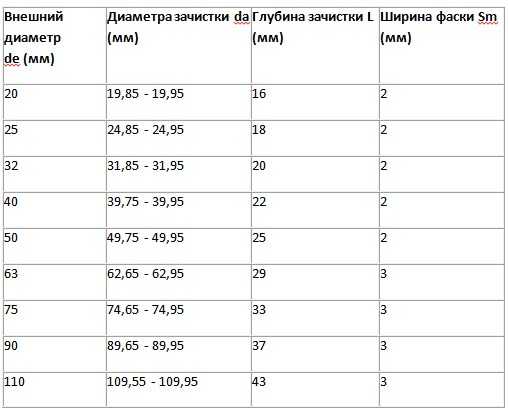
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
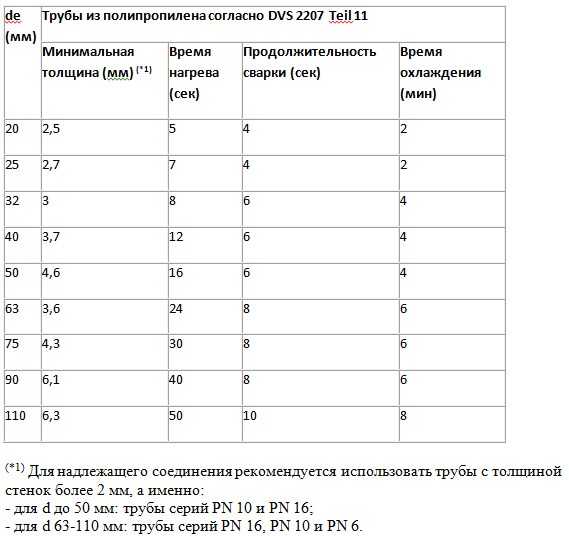
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
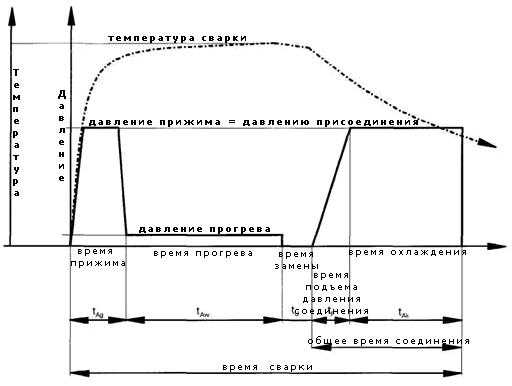
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Похожие статьи:
vseprotruby.ru
При какой температуре паять полипропиленовые трубы
Наиболее читаемые
Теплоноситель для системы отопления в леруа мерлен
Производство винтовых свай с литыми наконечниками, монтаж фундамента, доставка свай.ОООВинтХимвыпускает качественные винтовые сваи с литыми наконечниками, далее…
Дачный душ с туалетом под одной крышей
Строим дачный душ и туалет под одной крышей своими рукамиВ комфорте себе нельзя отказывать, даже находясь на природе. Особенно это далее…
Кабельканалы для электропроводки виды типы
Стандартные размеры кабель-каналов: 12х12, 15х10, 16х16, 25х16, 20х10, 25х25, 40х16, 40х25, 40х40, 60х40, 60х60, 80х40, 80х60, 100х40, 100х60, 50х16, далее…
Популярные
Стружкоотсос своими руками из улитки (159)
Почему генератор выдает низкое напряжение (59)
Светодиодные лампы т8 схема подключения (49)
Какой кабель использовать для проводки в квартире (46)
Что такое форсаж дуги на сварочном инверторе (41)
Какие потолки лучше глянцевые или матовые (35)
Чем смазать газовый кран на плите (33)
Удельный расход тепловой энергии на отопление здания (32)
Последние публикации
 Какие люстры подходят для натяжного потолка По каким критериям выбрать люстру для натяжного потолка?СодержаниеРазнообразие
Какие люстры подходят для натяжного потолка По каким критериям выбрать люстру для натяжного потолка?СодержаниеРазнообразие Какие потолки лучше глянцевые или матовые Какой натяжной потолок выбрать? (матовый, глянцевый или сатиновый)Вы приняли решение установить
Какие потолки лучше глянцевые или матовые Какой натяжной потолок выбрать? (матовый, глянцевый или сатиновый)Вы приняли решение установитьКаким валиком лучше красить потолок Как правильно красить валиком потолокЕсли вы задались вопросомКак
 Как заделать дырку в потолке Ремонт потолка своими рукамиНатяжной потолокОтштукатуренный потолокГипсокартонный потолокЕсли у вас вдруг
Как заделать дырку в потолке Ремонт потолка своими рукамиНатяжной потолокОтштукатуренный потолокГипсокартонный потолокЕсли у вас вдруг Как визуально сделать потолок выше Как сделать низкий потолок визуально вышеВ большинстве типовых квартир и частных
Как визуально сделать потолок выше Как сделать низкий потолок визуально вышеВ большинстве типовых квартир и частныхНаиболее читаемое
Фундамент для дома из бруса своими руками
Крепление бруса к фундаментуОснова таких строений как баня возле дома, удобный…
Как сделать теплицу из пластиковых бутылок
Парник или теплица из пластиковых бутылокУ настоящего огородника ничего не пропадает…
Крышка на колодец своими руками
Как самостоятельно изготовить крышку на колодец?Крышка для колодца любого назначения –…
sferatd.ru
Как паять полипропиленовые трубы правильно?
Полипропиленовые трубы получают постепенно самое широкое распространение. Причины для этого есть. Полипропиленовые трубы и фитинги к ним сравнительно дешевые. Соединение фитинга и трубы не течет впоследствии, его можно назвать чуть ли не вечным, как и сами трубы. Но важно понимать, как паять полипропиленовые трубы. Помните, что правильная технология – это залог успеха.
Технология пайки
Процесс сварки (пайки) прост до невозможности! Полипропилен становится эластичным при термическом нагреве – он переходит в состояние, которое можно сравнить с пластилином. Когда материал остывает, то его структура резко твердеет. Научно этот процесс называют полиэфирной сваркой. Когда вы приобретете достаточный опыт спайки полипропиленовых труб, тогда она вам будет казаться невероятно легкой.

Методики пайки
Сейчас паяют двумя способами. Муфтовая пайка – это соединение двух труб с помощью специальной муфты или куска трубы, которая имеет диаметр больше, чем два свариваемых элемента. Такой способ применяют, если свариваемые трубы имеют диаметр менее, чем 63 мм.
Прямая пайка – это просто соединение двух смежных граней труб без каких-то третьих дополнительных элементов. Этот вариант предпочтительнее в плане эстетики, но сложнее в плане исполнения.
Для выполнения такой (прямой) пайки требуется опыт. Как правильно паять полипропиленовые трубы? Эти оба описанных варианта считаются правильными, у каждого способа есть свои нюансы и особенности. Выбор вы сделаете сами, но чаще для бытовых нужд паяют с помощью муфт.
Паяльники
Для пайки любым из вышеописанных методов потребуется специальное оборудование, а в частности, специальный паяльник. Если разобраться в конструкции паяльника для полипропиленовых труб, то он «близкий родственник» утюгу. Главная часть прибора – это массивный нагреватель. Из этого нагревателя выходят основания под специальные съемные насадки, прилагающиеся в комплекте с прибором (металлические болванки различных диаметров).
Если мы говорим о том, как паять полипропиленовые трубы своими руками, то нам подходит вышеописанный паяльник. Он бытовой и годится для паяния с применением муфт. Если мы затрагиваем промышленную пайку, то тут нужен особый паяльник для пайки полипропиленовых труб встык. Конструктивно такой паяльник дополнительно имеет систему для отцентровки свариваемых элементов.
Также паяльники могут подразделяться по мощности. Как правило, мощность заметно влияет на цену паяльника, хотя есть и другие составляющие в ценообразовании на прибор.

Процедура сварки
Главное правило: пайка должна осуществляться при обеспечении хорошей вентиляции помещения. Плавка полимеров вызывает токсичные вещества, если вдохнуть их в переизбытке, то здоровью человека будет нанесен ощутимый вред. Также стоит иметь защитные перчатки, очки и респиратор. Но, стоит повториться с главным правилом, которым не стоит пренебрегать. Как паять полипропиленовые трубы в плане безопасности своего здоровья? С притоком достаточного объема свежего воздуха!

При какой температуре паять полипропиленовые трубы?
Если вы используете для сварки труб специализированный паяльник, а другие варианты даже не могут рассматриваться, то вопросы о правильной температуре сварки у вас даже и возникать не должны. Ваш паяльник оснащен всегда зеленым индикатором, когда он загорается, то можно приступать к работе. Если температурный вопрос интересен вам просто для общего развития или ваш паяльник оснащен рукояткой для выставления температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб, у них снимается фаска и эти места обезжириваются.
Время пайки
В вопросах о том, как паять полипропиленовые трубы, важным фактором является время. Малое время выдержки на паяльнике плохо расплавит элементы, что приведет к плохому соединению. Если вы передержите элементы на паяльнике, то они начнут деформироваться и менять свою структуру, что тоже не дает гарантии качественного соединения.
Если ваша свариваемая труба имеет диаметр 20 мм, то выдерживать ее на разогретом паяльнике нужно около 8 секунд, столько же времени понадобится, чтобы приварить элементы друг другу. Нормой охлаждения в этом случае принято считать 2 минуты.

Если вы свариваете трубы диаметром 40 мм, то разогревайте их по 18 секунд, для качественной сварки вам потребуется удерживать смежные элементы около 20 секунд, время полного остывания составляет 5 минут в данном случае.
Если ваши свариваемые элементы имеют диаметры между 20 мм и 40 мм, то вы можете самостоятельно рассчитать все параметры, исходя из приведенных нами примеров.

Рассмотрим подробно, как паять армированные полипропиленовые трубы. Тут главный момент – это снятие защитного материала. Зачем? Чуть ниже проясним. Также нужно понимать, что фольга в структуре трубы (армирующий слой) требует обязательно дополнительного нагрева.
Особенность спайки таких труб – это их увеличенный диаметр, как правило, такие трубы не подходят к бытовым паяльникам. Чтобы решить эту проблему, трубы требуется зачистить перед процессом пайки. Можно использовать для этого специальный швейер (торцеватель для полипропиленовых труб), принцип его работы немного схож с точилкой для карандашей. Швейер нужен для снятия наружного слоя с трубы, торцеватель снимает внутренний слой трубы. Девайс выбирают, исходя из расположения армирующего слоя на трубе.
Исключением из вышеописанного являются трубы, которые армируются не алюминием, а стекловолокном. В этом случае все стандартно и без сложностей. Теперь вы знаете, как паять полипропиленовые трубы для отопления, потому как армирующий слой присутствует только у полипропиленовых труб с назначением для отопления.

Типичные ошибки при спайке труб
Чтобы не допускать ошибок, не нужно спешить. Есть несколько распространенных ошибок, которые допускаются при пайке полипропиленовых труб:
- Оставленная жировая пленка на трубе (забыли обезжирить).
- Непрямой угол срезки свариваемых элементов (криво срезали грани).
- Слабая посадка конца трубы внутрь фитинга (малый опыт в работе).
- Недостаточный или слишком долгий прогрев спаиваемых деталей (малый опыт в работе).
- Некачественное снятие армирующего слоя с трубы (невнимательность).
- Корректировка расположения свариваемых деталей после их начального полимерного схватывания (малый опыт в работе).
Когда вы достаточно много знаете о том, как паять полипропиленовые трубы, то этот вопрос уже не кажется вам сложным. Разводка трубами из полипропилена помогает вам заметно экономить не только ваши деньги, но и ваше время. Есть один момент, который многих смущает при выборе полипропиленовых труб, – это якобы их неэстетичность. Но, стоит заметить, что никакие трубы не выглядят привлекательно. Желательно делать, по возможности, скрытый монтаж любых трубопроводов.
fb.ru
Как паять полипропиленовые трубы, не допускать ошибок
Для многих, кто не специализируется на монтаже отопительно-водопроводных сетей, станет открытием тот факт, что сварка полипропиленовых труб является самым ненадежным видом монтажа. А видные специалисты обходят трубы из полипропилена дальними дорогами, предпочитая им металлопластик и др., примерно также, как отдают предпочтение завсегдатаи пивной свежему пиву, а не прокисшему квасу.
И казалось-бы, с чего вдруг такое, ведь, известно, что паяют пластиковые трубы все, после чего водопроводы и отопительные магистрали, служат исправно, вроде-бы….
Как же сделать трубопровод из полипропилена путем полифузной сварки так, чтобы не случилось то, чего опасаются сведущие специалисты….
А что собственно может произойти?
Что происходит при сварке полипропилена
Ответ, как свариваются трубы с фитингами, находится в названии паяльника-утюга (народное прозвище сварочного аппарата для пластика). Его называю полифузом, из-за способности создавать диффузию вещества, т.е. проникновение, смешивание молекул.
При температуре разогрева примерно 260 град. С, возникает достаточная текучесть этого материала, для качественной глубокой диффузии.
Расплавленные слои на одной и другой детали, после их стыковки смешиваются, образовывается единый для обоих соединяемых деталей условный слой. Качество материала в этом слое не должно, в теории, отличаться от исходного вещества.
Но что-то не так, в этой, казалось-бы, безупречной технологии…

Какие полипропиленовые трубы годятся
Потребителей интересует практический вопрос, — какие полипропиленовые трубы применить для сборки водопровода, а какие для отопления, или горячего водоснабжения.
Все просто, сейчас о нас позаботились, чтобы не возникало сложностей. Имеются на витринах трубы из полипропилена в основном под маркировкой PN20 и PN25. Первые годятся для холодного водоснабжения, вторые для «цивилизованного» отопления и ГВС.
Здесь, цивилизация обозначает скорее недопустимость перегрева более 80 град С. Т.е. применение с автоматизированными котлами. У твердотопливных бывает всякое… Поэтому некоторый участок подачи от такого котла делают из металла, затем стаят армированную алюминием магистраль, затем уже полипропилен…
PN обозначает давление, а следующая за ним цифра — давление воды жидкости внутри трубы, которое она выдержит 50 лет не изменяясь, при температуре с 20 град.
Сейчас отличить трубы для отопления PN25 весьма просто – они с четко видимым слоем армировки из стекловолокна, может быть различного цвета, например, красного…

Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!

Как паять (сваривать)
Лучше один раз увидеть.
Важно не перегревать детали и не слишком большое усилие к ним прилагать. А также должны быть сделаны отметки глубины на трубах, на которую можно их заводить в фитинги.
Что могут сказать специалисты о теории недочетов с практической точки зрения
Чаще всего при пайке труб из полипропилена нарушается температурный режим. Рекомендованная температура 260 — 270 градусов. Но как ее определить?
Это является наибольшей сложностью.
Европейские производители полифузов дают своему детищу инструкцию типа: \»С помощью контактного термометра установить, что паяльник разогрет до нужной температуры, после чего приступать к работе\».

Т.е. регулятор температуры паяльника даже европейские производители сами не могут назвать таким, который точно задает температуру. Что тогда говорить о китайских приборах или кооперативных?
Далее — в каких направлениях ошибаются монтажники, выполняя чудесную сборку…
Перегрев и излишние усилия на соединении
Происходит следующее — перегрев соединяемых деталей, излишне большие усилия к соединяемым деталям, прокручивание при соединении. В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.
Если подобное происходит в системе отопления, то зимой под нагрузкой выясниться, что один радиатор или целая ветка окажутся более холодными. Придется обрезать и искать узкое место.

Недостаточный нагрев деталей
Недостаточный разогрев не обеспечит качественной диффузии. Соединение может дать течь, если не сразу, то в процессе эксплуатации.
Самое интересное, что под воздействием скачков давление, последовательных тепловых расширений, вибрации, происходит постепенное разрушение общего некачественного слоя сплавленных деталей.
Течь может появиться и через несколько лет. Или через несколько месяцев. При этом снаружи соединение как новенькое, пока с него не потечет вода.

Отчего могут возникнуть нарушения в готовом изделии…
- Разворот уже соединенных деталей на нужный угол — наиболее типичная ситуация работы «спустя рукава» или неопытными руками.
- Банальный перегрев почему то… Собственно градусника и нет никогда. Заплавление пропускного сечения.
- Работник просто торопится, паяльник не успевает прогреться. Или отключается электричество, чего не замечают…
Неопытность работника при неправильной работе регулятора температуры на приборе, — наиболее опасная для производства ситуация, так как можно сделать брак из целой кучи деталей на кругленькую сумму…
- Соединение разогретого конца трубы с холодной стороной фитинга. В спешке бывает и такое.
- Выполнение работ при температуре воздуха ниже 5 градусов С.
Правила не рекомендуют сваривать полипропилен при температуре +5 град С и ниже, если это произойдет, то о надежности соединений говорить не приходится.
- Перед началом пайки алюминиевая фольга должна быть удалена с торца трубы, т.е. выполняется торцевание трубы. Не редко, торцевание не делается, происходит расслоение трубы, коррозия алюминия, выход соединения со строя.
- Согласно инструкции все свариваемые поверхности должны быть чистыми, обеспыленными и обезжиренными. В противном случае в свариваемом шве окажется не надежное место. И это не редкость — пайка загрязненных, жирных деталей.

Почему не доверяют полипропилену
Ответ на поверхности, — потому что нельзя проконтролировать качество соединения. С виду все соединения нормальные.
Невозможно дать точную гарантию клиенту на этот трубопровод.
Не обеспечивается контроль со стороны специалиста за качеством работы монтажника, так как ничего нельзя сказать о действительном качестве.
Чтобы проверить качество полипропиленнового соединения, его можно только разрезать. Или просвечивать в лаборатории.
Так сваривать или выбросить?
Но стоит ли принимать подобное слишком близко к сердцу домашнему мастеру?
Для многих гораздо важнее, что полипропилен стоит копейки, его можно всегда дешево переделать, если он на виду.
Выполняя сварку внимательно, стараясь не перегревать, чтобы не перекрывать сечения, всегда можно рассчитывать на то, что дешевый трубопровод окажется и самым лучшим и долговечным….
Миллионы фрагментов трубопроводных сетей из полипропилена, сваренных подобным образом, радуют потребителей по всему миру, есть очень большой шанс оказаться в рядах этих счастливцев…
stroy-block.com.ua