Температура сварки полипропиленовых труб
Трубы из полипропилена выгодно выделяются среди подобных изделий из других материалов несложной технологией монтажа и доступной ценой. Опытные специалисты утверждают, что полипропиленовые трубы практически не дают протечек и служат верой и правдой десятки лет. Соединить все элементы трубопровода в одно целое можно при помощи сварки. Выполнить работу можно даже самостоятельно, важно только знать определенные правила. Немаловажным моментом здесь является температура сварки полипропиленовых труб. Рассмотрим все аспекты по порядку.

Температура сварки полипропиленовых труб
Правила сварки
Чтобы получить качественный сварной шов необходимо подобрать детали, созданные из полимеров одного состава. Соединяемые элементы в данном случае будут обладать одинаковой текучестью, а при нагреве до определенной температуры это гарантирует получение надежного соединения. Важный момент: если вы выбрали одинаковую марку труб, но их цвет отличается, не отчаивайтесь. Расцветка не имеет никакого значения, ведь пигмент, используемый при покраске, не влияет на свойства трубы при сварке.
Основные методы сварки труб из полипропилена: в раструб и встык.
Аппарат для сварки и свариваемые детали необходимо первоначально очистить от загрязнений. Самыми опасными считаются жир и масла, их можно удалить с помощью любого растворителя (ацетон, спирт, Уайт-спирит и т.д.). Чтобы очистить сам инструмент желательно воспользоваться спиртом.
Оптимальная температура сварки полипропиленовых труб составляет 260 градусов. В таких условиях полипропилен расплавляется и способен взаимно проникать в другие изделия, что в нашем случае и требуется.
Типы сварки
Сварка в раструб считается достаточно надежным методом соединения труб из полипропилена. Сам процесс осуществляется с применением специальных крепежных элементов – фитингов. Это тройники, углы, отводы и прочие детали, созданные из того же материала, что и трубы. Соединительные части не считаются недостатком метода сварки в раструб, потому как они одновременно являются деталями, которые изменяют поток переноса теплоносителя. Внешнюю часть трубы и внутреннюю поверхность фитинга необходимо расплавить до 260 градусов, а затем аккуратно соединить между собой.
При этом соединение примерно 30 секунд удерживают в одном положении, чтобы получилась монолитная и крепкая сцепка.
Главным инструментом для сварки труб из полипропилена считается паяльник. Прибор имеет элементарную конструкцию, основными элементами которого являются сменные насадки для сварки и нагревательная головка. В свою очередь, насадка состоит из муфты и дорна. Муфты греют внешнюю часть трубы, дорны – внутренние поверхности фитинга.
truba-info.ru
Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.
Перед начало работ требуется оснастить паяльник для полипропилена (сварочный аппарат) насадками для соответствующего диаметра соединяемых элементов. Эти насадки представляют из себя «дорн» (втулку для нагрева внутренней поверхности) и «гильзу» (для нагрева наружной поверхности)

Затянув дорн и гильзу на нагреваемой шине утюга, включаем его на температру не менее 260 градусов (некоторые аппараты имеют градацию устанавливаемой температуры 200 — 240 — 280 градусов, минуя отметку 260. В этом случае ставим на отметку между 240 и 280. Дело в том, что термореле отключит нагрев при температуре шины 260 градусов, в то время как инерционный нагрев «догонит» температуру паяльной пары, спустя несколько минут уже до 270-280 градусов.
Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
Теперь определяемся со временем нагрева в зависимости от диаметра трубы. Есть вот такая таблица, выведенная опытным путем, и не противоречащая рекомендациям производителей полипроплиновых труб и комплектующим, в которой приведено ориентировочное время нагрева труб разного диаметра при «эталонной» температуре окружающей среды (комнатной температуре) — 20-24 градуса по Цельсию.
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
Но это еще не все. При сварке полипропиленовых труб, есть такое понятие как «время сварки» Время сварки это тот период в течении которого нужно обязательно удерживать в неподвижном положении соединяемые элементы, и при этом не менять их положение относительно друг друга.
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
Теперь, для того что бы соединение не имело возможности деформироваться, или изменить ориентирование, и его ресурс был долгим, следует воздержаться от механического воздействия на спаиваемый узел (изгиба, вытягивания) Время выдержки после пайки называется «временем охлаждения» и должно быть не меньше —
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.
Разумеется, после приобретения опыта сварных работ на полипропилене, вы научитесь опытным путем определять степень нагрева соединяемых элементов из полипропилена, и рука будет понимать как она чувствует степень нагрева трубы даже через рукоятку утюга. И что такое «буртик/валик» слоя пропилена, получающийся при правильной пайке на стыке соединяемых элементов, вот он —

Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
www.remotvet.ru
виды, особенности, советы по работе


- Трубы из полипропилена не подвержены процессу коррозии.
- Их стоимость ниже, чем металлических.
- Они легкие.
- Имеется несколько основных способов их монтажа.
- Быстрая сборка при работе в одиночку. С напарником работа может ускорится.
- Простые способы пайки. Соблюдая определенную последовательность действий и выполняя основные правила, готовое соединение можно получить самостоятельно.
- Длительный срок службы. Современные модели изделий из полипропилена могут служить несколько десятков лет.
Содержание статьи
Сварка труб из полипропилена: этапы работы
Сварка труб пп: выбор инструментов
Многие задаются вопросом, как правильно сваривать полипропиленовые трубы в домашних условиях, что для этого нужно делать? Прежде чем начать работу, необходимо определиться с выбором сварочного аппарата. Его необходимо выбирать в зависимости от вида пайки, который предстоит осуществить. Аппарат для пайки можно как купить, так и взять в аренду, либо одолжить у знакомых.
Аппарат для пайки пп труб может быть нескольких видов: ручным, полуавтоматическим или автоматическим. Последний вид будет самым дорогим по стоимости. При работе с конкретным агрегатом следует придерживаться правил, изложенных в настоящей статье, а также инструкцией к нему.
Помимо паяльного аппарата вам понадобятся:
- специальные ножницы для обрезки необходимого размера трубы из полипропилена.
- маркер для нанесения отметок на деталях.
- спиртовая жидкость для обезжиривания поверхности кромок.
- фитинги (на пример муфты).
- пп трубы.
Муфты и трубы желательно выбирать одного производителя. Если выбирать разные, существует риск того, что детали не подойдут друг другу по размеру или по составу материала.
ПП трубы подразделяются на виды в зависимости от цели и технологии использования:
- Для водопроводных систем: как холодных, так и горячих.
- Для отопительной системы, применяется специальная технология сварки полипропиленовых труб для отопления.
Также они подразделяются на разновидности в зависимости от маркировки.
- Маркировка PN 10 применяется для холодного водоснабжения температурой до 20°, а также для обогрева половых покрытий до 45°.
- Маркировка PN 16 используется для водопроводных систем с холодной водой, а также с горячей водой до 60°.
- Полипропилен маркировки PN 20 нужно покупать для горячего водоснабжения до 95°.
- Маркировка PN 25 используется для горячего водоснабжения, а также для отопления до 95°.

Сварка полипропилена и полиэтилена: отличия
- Температура плавления у пп выше, чем у полиэтилена.
- Пп – более прочный и не такой гибкий.
- Пп более тепло- и морозостойкий.
Отличия пропиленовых труб в зависимости от цвета
- Белый и серый цвета монтируются в доме, на улице их использовать запрещается. Они идеально подходят для водопроводных и отопительных систем.
- Черные цвет содержит в составе своего материала вещества, придающие дополнительную устойчивость и износостойкость. Это отличный вариант для использования в канализационных системах.
- ПП зеленого цвета применяются, как правило, для полива насаждений. Некоторые современные изделия зеленого цвета могут использоваться также для холодной воды.
Подготовка к работе
Непосредственно перед пайкой детали должны быть очищены и обезжирены с помощью специальных спиртовых растворов. На них не должно быть посторонних предметов, пыли, грязи и заусенец. Для работы нужно подготовить не только сами детали, но и само место работ: оно не должно быть грязным, пыльным, рекомендуется отсутствие посторонних людей и предметов.

Ориентировочная температура для работы с паяльником – около 260-270 градусов. Все детали нужно подготовить заранее, до нагрева оборудования до нужной температуры. Процесс соединения занимает несколько секунд. Нужно сделать за тем, чтобы детали были расположены ровно, тогда и шов получится качественным и герметичным. Точное время соединения может отличаться в зависимости от толщины детали и исправности сварочного оборудования. Следует иметь ввиду, что, если паяльник греет не очень сильно, время нагрева нужно увеличить. Не стоит приступать к работе при слабо нагретом оборудовании. Соединение может получится не герметичным. Элементы, которые планируется соединить друг с другом, должны быть нагреты одновременно.
Перегрев элементов характеризуется тем, что материал становится очень мягкий и при контакте друг с другом может деформироваться.
 Результат перегрева полипропиленовых труб
Результат перегрева полипропиленовых трубТаблица ниже содержит примерные показатели температуры при пайке, в зависимости от толщины детали, время сварки и остывания.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Сварка пп труб
Когда пластик расплавится, детали нужно снять с насадок паяльника и аккуратно соединить. Делать это нужно быстро. Запрещается сильно надавливать и крутить их. Держать элементы нужно ровно. Если по каким-то причинам шов получился некачественным, разъединить его уже невозможно. Можно только с помощью ножниц вырезать этот шов и спаять кромки заново.
Виды пайки пластиковых труб
Существует три разновидности соединения пластиковых деталей:
Стыковый метод – это результат соединения расплавленных кромок. Детали фиксируются друг с другом с помощью специального сварочного аппарата для стыковой сварки.
 Аппарат для стыковой сварки
Аппарат для стыковой сваркиМуфтовым называется метод пайки с использованием муфт. Муфта – это специальное устройство, предназначенное для соединения деталей друг с другом. Муфтовый метод осуществляется также с применением специального сварочного оборудования.
Электромуфтовый метод соединения осуществляется с использованием специальных электрических муфт. Оборудование нагревает электромуфты, а точнее, спираль внутри ее. Обычно, пайка ппр труб этим методом используется, когда необходимо соединить изделия большого диаметра и/или в местах с возможностью появления сейсмической активности.
 Аппарат для электромуфтовой сварки
Аппарат для электромуфтовой сваркиДля каждого вышеизложенного вида соединения в продаже существуют определенные виды сварочного оборудования. Существует общие правила пользования таким сварочным оборудованием, а также инструкция по сварке полипропиленовых труб конкретной моделью.
Стыковый сварочный аппарат, в свою очередь, подразделяется на ручной, полуавтоматический и автоматический. Ручное оборудование используется при соединении элементов, работающих под средним и низким давлением. Их управление полностью зависит от человека, его функции не автоматизированы, отсутствует возможность фиксации (протоколирования) данных. Полуавтоматическое оборудование автоматизировано, но не полностью. Обычно, речь идет о возможности протоколирования данных температуры. Автоматическое оборудование не требует контроля и управления со стороны человека. Нужно лишь задать необходимые параметры, а аппарат уже самостоятельно выберет необходимый режим сварки. Последний вид сварочного оборудования является самым дорогим, однако и самым эффективным. Он исключает возможность возникновения ошибок или брака.
 Автоматический сварочный аппарат с функцией протоколирования
Автоматический сварочный аппарат с функцией протоколированияВышеуказанные три вида соединения не применяются для соединения толстостенных пластиковых деталей (различных резервуаров, бочек, детских горок). Для их соединения используется сварочный экструдер. Это специальный аппарат, который обеспечивает соединение пластиковых элементов при помощи выдавливания уже расплавленного присадочного материала в область сварки. Для этого вида пайки достаточно проложить всего один шов. Окончания деталей при этом также нагреваются с помощью теплого воздуха. В качестве присадочного материала (прутка) используются специальные гранулы, которые по составу идентичны материалу свариваемых поверхностей. Ручной экструдер может быть шнековый и безшнековый. Обычно этим аппаратом соединяют листы полипропилена, канавки и пропиленовые углы.

Таким образом, сваривать пластиковые трубы можно и своими руками в домашних условиях. Для этого важно определиться с видом пайки, который вы будете использовать для соединения: стыковый, муфтовый или электромуфтовый. Также необходимо выбрать подходящее сварочное оборудование, муфты и фитинги. Кроме того, нужно соблюдать основные правила сварки полипропиленовых труб, руководствоваться таблицей с рекомендуемыми показателями температуры пайки, которые изложены в настоящей статье. Ознакомившись с ними, а также посмотрев видео ниже, вы будете знать, как правильно сваривать полипропиленовые трубы.
[Всего голосов: 1 Средний: 5/5]svarkaed.ru
Сварка полипропиленовых труб требует определенных навыков и знаний
В современных системах водопровода и отопления, практически не используются стальные трубы. От металла не отказались, существуют трубопроводы из меди, и комплекты, выполненные из алюминиевых сплавов. У данных решений есть достоинства и недостатки, главным из которых является высокая цена.
Современное решение – полипропиленовые трубы. Отличная защита от коррозии, и устойчивость к образованию известкового налета. При этом стоимость материала ниже, чем у труб стальных, не говоря уже про алюминиевые и тем более медные. Единственная сложность – это способ соединения.
При выполнении работ профессиональной бригадой, создается впечатление, что сварка полипропилена выполняется просто: нагрел, состыковал, дождался остывания – и получаем вечный стык. На самом деле не все так безоблачно.
Главный недостаток – отсутствие контроля сразу по окончании работ. Течь обнаруживается после заполнения системы теплоносителем, когда исправить недоработки достаточно сложно.
Справедливости ради отметим, что эта проблема характерна для многоквартирных домов, где слив воды при обнаружении течи – целая боевая операция. В частном доме устранить протечку проще, это не приведет к потере отопления у целого подъезда.
Соединения медных труб (пайка) также требует просушки системы. Стальные или алюминиевые системы, с точки зрения аварийного обслуживания проще. Зачастую достаточно просто подтянуть резьбовое соединение.
Технология сварки полипропиленовых труб основана на методе термической полифузии. При нагревании до определенной температуры, материал переходит в пастообразное состояние, две части заготовки объединяются в одно целое, как будто смешиваются две жидкости.
Разумеется, речь идет не о стекании капель жидкой пластмассы на пол. Правильно разогретый полипропилен сохраняет форму, и полифузия происходит при создании определенного давления, когда мастер плотно соединяет заготовки.
Температура сварки полипропиленовых труб составляет приблизительно 260°С, при внешних условиях 18°С — 25°С. Таблица расчета времени нагревания, полифузии и остывания, обычно прилагается в инструкции к аппарату для сварки.
Кроме того, температура сварки полипропилена может зависеть от типа используемой трубы. Если материал предназначен для отопления или горячего водоснабжения – время нагрева увеличивается.
Чаще всего, прокладку труб доверяют профессиональным бригадам. Но благодаря доступности оборудования, сварка полипропиленовых труб может производиться своими руками.
Как сварить полипропиленовые трубы?
В принципе, существует всего три способа соединения труб из пластмассы.
Сварка встык
Такая технология применяется для трубопроводов большого диаметра. Как правило, – это не домашние сети, а магистральные системы.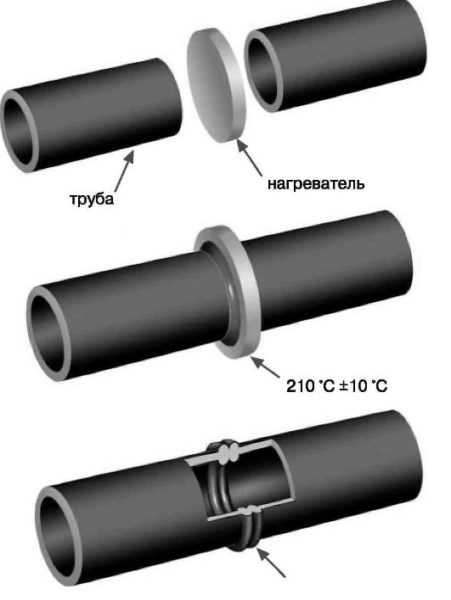
Стык получается относительно компактным, однако большой диаметр плоскости сварки требует специального центровочного оборудования. Удержать трубы руками строго по оси, практически невозможно. Кроме того, обработка стыка также производится с помощью точной оснастки.
В домашних условиях это оборудование использовать сложно. Да и трубы такого диаметра внутри помещений не применяются. Сварка встык производится на трубопроводах диаметром от 2,5 дюймов (63,4 мм).
Недостаток такого соединения – слабая стойкость к поперечным нагрузкам. Поэтому магистральные трубопроводы обязательно должны иметь поддержку. Например, песчаную подушку или опорные подставки на небольшом расстоянии.
Если допустить свободное провисание – стык со временем разрушится.
Раструбная сварка полипропиленовых труб
Это основной способ соединения, применяемый при прокладке внутридомовых систем. На конце одной из свариваемых труб, имеет раструб, внутренний диаметр которого соответствует наружному размеру трубы. Это может быть муфта, фитинг, или готовая отформовка трубы.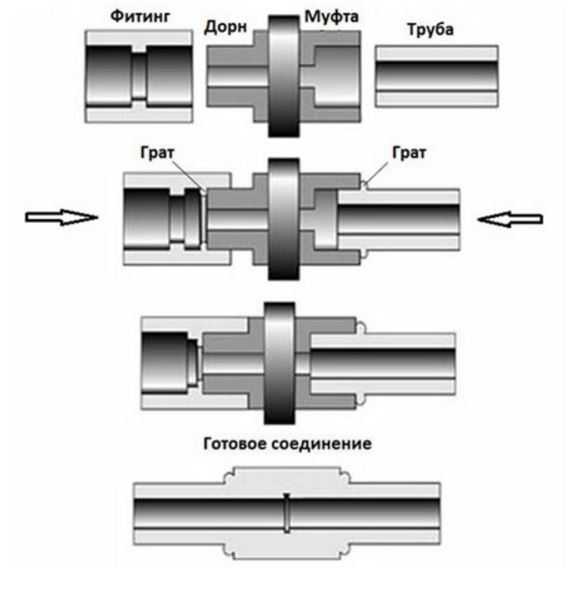
Между соединяемыми заготовками помещается нагревательный элемент. Чаще всего применяется специальный паяльник с массивной плоской поверхностью (жаргонное название – утюг). По разные стороны размещаются насадки, соответствующие размерам трубы.
Наружная часть тонкой трубы нагревается с помощью муфты. Заготовка вставляется внутрь. Внутренняя часть раструба (муфты, фитинга) разогревается на дорне. Заготовка нанизывается на разогретый наконечник, время нагрева полипропиленовых труб определено для разных диаметров в секундах.
Таблица расчета времени сварки полипропиленовых труб
| Наружный диаметр трубы (мм) | Глубина раструба (мм) | Время нагрева на паяльнике (сек) | Сохранение подвижности полипропилена (сек) | Время остывания соединения (мин) |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
В течение времени сохранения подвижности соединение можно перемещать для подгонки, только на небольшое расстояние. Затем необходимо удерживать трубы в неподвижном состоянии 10-15 сек. Нормальную нагрузку соединение может переносить после полного остывания.
[note]Информация: Для того чтобы заготовка не прилипала к поверхности нагревательной муфты и дорна, поверхность насадок покрывается тефлоном.[/note]Помимо специального паяльника, может применяться фен для сварки полипропилена. Принцип действия тот же – разогреть тефлоновые насадки для размягчения трубы.
Любой соединительный элемент (тройник, уголок, муфта) имеет раструб с указанным внутренним диаметром. Поэтому при покупке оснастки для полипропиленовых труб уточняйте совместимость с магистралью.
Если возникает необходимость соединения пластиковой трубы с металлической, или присоединения к магистрали элемента системы (радиатор отопления, вентиль и пр.), применяются фитинги-переходники. Эти элементы с одной стороны имеют раструб для сварного соединения, и с другой стороны – герметично впаянную врезку с резьбой.
Важно! Преимущество раструбной сварки в надежности и прочности соединения. Благодаря глубине проникновения заготовки в раструб, достигается высокая устойчивость к поперечным нагрузкам.
Недостаток – громоздкость соединительных элементов, невысокая эстетика. Эта проблема нивелируется малым диаметром трубы и грамотным подбором цвета материала.
Электросварные муфты
Прогрессивная технология, объединяющая в себе достоинства двух вышеперечисленных способов. Предназначение – сборка и ремонт магистральных трубопроводов. Суть метода в том, что соединительная муфта имеет в своем составе нагревательную спираль. После ввода труб в раструбы муфты, к спирали (с помощью выведенных контактов) подключаются электроды от сварочного аппарата.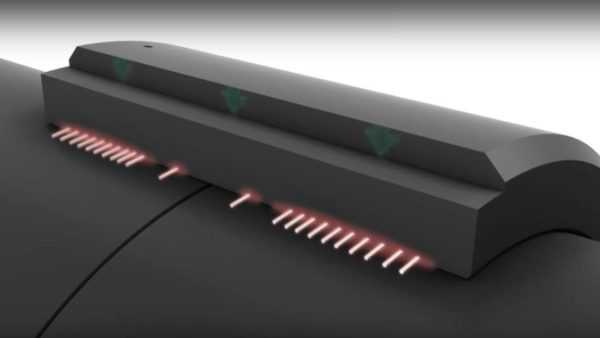
Материал на всей поверхности стыка плавится, происходит полифузия. Трубы и муфта превращаются в монолитный кусок полипропилена. Соединение настолько прочное, что не требует дополнительного поддерживающего оборудование. Участок трубы с муфтой имеет такие же несущие свойства, как и цельная труба.
Для особо надежных соединений применяется метод активного обжима. Муфта представляет собой сэндвич. Внутренний слой (с интегрированной нагревательной обмоткой), выполнен из такого же полипропилена, как и магистральная труба. Снаружи на него надевается (на стадии производства) обжимающий рукав, создающий давление вокруг муфты.
Когда внутренний слой под действием высокой температуры размягчается, он прижимается к поверхности трубы, не оставляя даже микроскопических трещин.
Сварочный аппарат, или блок питания, подает электрический ток на контакты, со строго заданными параметрами. «Продвинутые» сварочники могут считывать параметры муфты со штрихкода (он обязательно наносится на муфту), и самостоятельно рассчитывают напряжение и силу тока, а также продолжительность нагрева.
Более простые блоки питания работают в ручном режиме – оператор сам задает параметры.
Как и фитинги для труб малого диаметра, сварочные муфты имеют различные варианты исполнения, и габаритные размеры.
Сварка полипропиленовых труб небольшого диаметра — видео урок
Итог:
Технологии разнообразны не только по способу соединения, но и по стоимости оборудования. Для домашнего применения подойдет паяльник или фен с насадками. А при выборе бригады для восстановления магистрального водовода, вы сможете проконтролировать, какой способ используется.
obinstrumente.ru