Оборудование для ручной дуговой сварки
Если идёт речь о соединении плавлением, дуговая сварка будет одним из самых распространённых способов её осуществить. Источником нагрева в этом случае выступает электрическая дуга. Она поддерживается переменным или постоянным источником тока, а образуется благодаря дуговому разряду. Выбор оборудования сварочного поста для ручной дуговой сварки —это ответственный шаг. Все соединения производятся плавящимися и не плавящимися электродами. Ручным способ называется из-за зажигания дуги, её контроля и перемещения вдоль соединения, которое воспроизводится специалистом полностью самостоятельно, без помощи автоматизированного процесса.
Особенности сварочного поста
Сварочным постом принято называть рабочее место сварщика. Оно включает в себя все необходимое для полноценного проведения различного рода работ. Пост и все материалы не всегда в обязательном порядке должны находиться в специально подготовленном помещении.
При необходимости сварочное оборудование переносится на открытую местность. Поэтому посты делят на два вида — стационарные и мобильные (передвижные). На рабочем месте будут располагаться сварочные трансформаторы, чтобы осуществлять сварку с переменным током, или же выпрямитель для постоянного напряжения.
Сварочные посты зачастую включают в себя:
- Рубильник.
- Сеть питания.
- Электродержатель.
- Сварочные кабели.
- Источник питания.
- Зонд вытяжки.
Кабина поста также должна иметь свои определённые размеры: 1,5 м и не меньше 2 метров в высоту. Внутри она оборудована столом из металла, в верхней части необходимо установить зонд вытяжки. Стол имеет один или больше ящиков для хранения какого-либо инструмента. Никогда не стоит забывать о средствах личной защиты, к ним относится спецодежда, которая должна быть выдана сварщику.
Сварочное оборудование
Для ручной дуговой сварки принято использовать генераторы, трансформаторы или выпрямители. Подбор каждого из аппаратов производится в зависимости от типа и сложности сварочных работ. Но всё оборудование для осуществления дуговой сварки должно отвечать общим нормам.
К ним относятся:
- наличие специального устройства для контроля силы тока;
- обеспечение отсутствия нарушений в работе устройств при замыканиях;
- наличие возможности холостого хода с поддержанием дуги, в случае если сварочная цепь будет разомкнута;
- аппарат должен быть наделён высокими динамическими возможностями, то есть после короткого замыкания иметь возможность быстро восстановиться;
- хорошие внешние показатели.

Более простое оборудование для ручной дуговой сварки, которое подойдет для использования в домашних условиях, будет отличаться парой свойств. Во-первых, сложные и простые агрегаты будут отличаться максимальными показателями сварочного тока. А во-вторых, будет разным рабочее время — на его протяжении в цикле и будет вырабатываться этот максимальный сварочный ток.
Генераторы
Сварочный генератор работает с характеристиками постоянного тока, способными обеспечить стабильное горение дуги для сварки. В его состав входят статор с магнитными полюсами и якорь с коллекторами и обмоткой. Когда якорь вращается в магнитном поле, которое создают полюса статора, в обмотках начинает появляться переменный ток, а коллекторы преобразуют его в постоянный.
В первом случае движение якоря сопровождается электродвигателем. Он расположен с ним на одном и том же валу. Это оборудование будет называться «сварочный преобразователь». В аппаратах для сварки вращающим устройством выступает двигатель ВС (внутреннего сгорания). Их преимуществами является возможность осуществлять соединение деталей без внешних источников электричества.
Выпрямители
Выпрямитель — это источник питания, который состоит из регулирующего устройства, блока выпрямителей и трансформатора. В основе его действия лежит питание электрической дуги постоянным током, который протекает по звену первичной обмотки и блоку кремниевых или селеновых выпрямителей. Чтобы получить падающую внешнюю характеристику, аппараты часто дополняются ещё одним дросселем. Стандартно сварочные выпрямители производятся по трехфазной схеме, так как у неё есть свои преимущества в виде большого числа пульсаций напряжения, для равномерной нагрузки самой цепи.
Трансформаторы
Это оборудование для дуговой сварки создано для обеспечения устойчивости электрической дуги. Это значит, что трансформаторы обязательно должны иметь соответствующие параметры. По стандарту, это падающая характеристика, ведь многие трансформаторы используются в том случае, когда нужна аргонодуговая сварка или сварка под флюсом.
В России промышленный ток установлен на отметке 50 Гц. Трансформатор обеспечивает преобразование высокого напряжения в более низкое, до того уровня, пока оно не будет соответствовать сварке. Вторичный показатель напряжения, учитывая холостой ход, равен 60-75 В. На малом токе 65-100 А. Чтобы дуга была стабильной, желательно использовать напряжение 75-80 В.
electrod.biz
какой выбрать для дома, классификация и характеристики
В мире сварки произошла настоящая техническая революция. И это отличный факт, потому что эта революция заключается в появлении на рынке огромного числа новых, удобных и безопасных устройств для сварки самого разного вида. Они позволяют эффективно работать даже новичкам: снизился порог вхождения в профессию. Это весьма позитивное явление.
Но всякая революция несет новые требования: нужно быть в курсе. Нужно знать и разбираться в новом оборудовании и гаджетах, понимать суть новых технологий, уметь выбирать лучшие модели аппаратов по важным для себя параметрам. Предлагаем разобраться со всеми сварочными аппаратами, существующими на сегодняшний день.
Классификация и главные виды сварочных аппаратов
Классификация сварочных аппаратов.
Для начала уточним все известные аббревиатуры, связанные со сварочным делом, нам без них не обойтись в дальнейшем.
- AC и DC: это английская аббревиатура, обозначающая переменный и постоянный ток соответственно.
- TIG – сварка ручного типа с аргоном и вольфрамовым электродом.
- MIG и MAG – дуговая сварка полуавтоматического типа с плавящейся электродной проволокой с подачей инертного или активного газа.
- ПВ – русская аббревиатура «продолжительность включения», показывающая время, в течение которого аппарат будет работать не перегреваясь.
- MMA – дуговая сварка ручного типа со штучными электродами.
Виды сварочных аппаратов следующие:
- трансформаторы;
- выпрямители;
- полуавтоматы;
- инверторы;
- генераторы, работающие на дизельном топливе или бензине.
Трансформатор – ветеран пенсионного возраста
Многие мастера считают трансформаторы устаревшими аппаратами, место которым на заводах утилизации. Есть и другие точки зрения. Попробуем разобраться.
Это действительно самый старый профессиональный сварочный аппарат, применяемый в сварке. Одновременно и самый простой по своему устройству. Главная задача трансформатора – преобразование электрического тока, а если точнее – снижение напряжения до приемлемого уровня для сварки.
Конструкция трансформатора предельно проста: один из самых главных элементов – сердечник. На нем расположены две обмотки – первичная и вторичная. Одна из них работает как статичная, вторая двигается относительно первой, происходит движение одной обмотки на фоне неподвижности другой.
Этот процесс обеспечивает изменение тока в сторону понижения. На этом участке могут быть разные варианты механизма действия, но главное остается одним: снижение напряжения тока для того, чтобы подача тока на дугу была устойчивой.

Сварочный трансформатор.
Особенность трансформаторов – только переменный ток на выходе. Этот факт говорит не в пользу качества сварочного шва. Дело в том, что при переменном токе металл имеет свойство разбрызгиваться в разные стороны. Варить нужно с использованием рутиловых или фтористо-кальциевых электродов, диаметр самых оптимальных сечений – около 1,5 – 2,5 мм.
Электроды нужно выбирать, исходя из максимальной силы тока и напряжения в устройстве.
Как у любого другого технического устройства, у трансформаторов есть свои преимущества и недостатки.
Положительные свойства сварочного трансформатора следующие:
- Они просты в конструкции, и, следовательно, удобны в обслуживании.
- Чрезвычайно высокая надежность.
- Недорогие по стоимости.
- У них довольно высокая производительность – до 90% коэффициента полезного действия.
Теперь сравним их с недостатками трансформатора:
- Массивность: большой вес и крупные габариты.
- Высокий расход электроэнергии, так как много нужно на предварительный разогрев самого аппарата. Охлаждение вентилятором тоже требует немалой энергии.
- Высокая зависимость от сетевого напряжения: при его понижении качество выходного сварочного тока снижается в значительной степени.
И еще один важный фактор. Для того, чтобы варить с использованием трансформаторов, нужны довольно серьезные навыки. Для новичков это непросто, у них часто возникают трудности с удержанием качественной дуги.
Итак, что у нас вышло по трансформаторам: серьезные габариты, высокий расход энергии, нужны предварительные навыки сварки. Стабильность дуги и качество швов не всегда идеальные. Зато дешевые по стоимости. Имеют перспективы? Да, конечно, эти перспективы со временем тают.
Самым подходящим определением будет «уходящие аппараты». Трансформаторы подходят тем, для кого больше всего важны критерии низкой цены, долговечности и надежности.
Выпрямитель – настоящий компромисс

Выпрямитель для сварки.
Этот вид аппаратов является чистой воды техническим компромиссом. Они бывают двух типов – кремниевые и селеновые. По своей конструкции и принципу работы он находится ровно посередине между ветераном сварочного движения трансформатором и устройством нового поколения в виде инвертора.
В основе конструкции выпрямителя все тот же трансформатор. Но он сопровождается дополнительными элементами: выпрямительным блоком, который может быть или тиристорным, или диодным. Главное то, что выпрямитель помогает получить постоянный ток, в отличие от трансформатора.
Постоянный ток проходит по вторичной обмотке в направлении к выпрямительному блоку. Если агрегат оснащен еще и дросселем, сварочный ток и другие показатели могут регулироваться.
Все дополнительные причиндалы, которые оснащают выпрямитель, направлены лишь на одно: повышение стабильности и непрерывности электрической дуги. Ведь хорошая дуга в качестве конечного результата дает качественный шов.
И еще одно весьма немаловажное преимущество выпрямителя из-за простоты в эксплуатации: на нем могут работать новички без особого опыта.
Теперь преимущества выпрямителя по пунктам:
- Возможность работать на аппарате новичкам.
- Высокое качество сварочного шва в итоге.
- Возможность варить чугун и цветные металлы, если использовать подходящие электроды.
- Можно варить нержавейку и низколегированные стали со специальными электродами.
- Стабильная и непрерывная дуга.
- Широкие функциональные возможности, которые позволяют использовать выпрямители в том числе и для домашней сварки в хозяйстве.
- Относительная дешевизна.
Недостатки выпрямителей почти такие же, как у трансформаторов: большие габариты, просадка сетевого напряжения и высокая зависимость от него. Следует заметить, что многие производители бытового электрооборудования потихоньку сокращают производство выпрямителей. Так что можно говорить о тихом уходе и этих аппаратов в дальнейшей перспективе.
Там, где полуавтомат, там и аргон

Полуавтомат для сварки.
Полуавтоматы – это специализированные типы сварочных аппаратов для электродуговой сварки под защитой инертных газов. В основном это аргон, конечно. Дополнительная опция использования полуавтоматов – это сварка с проволокой: такая технология не нуждается в газовой защите.
Суть процесса – выход проволоки из шланга в держателе с одновременным выходом газовой смеси. Во время сварки проволока находится в среде защитного газа, она плавится под действием электрической дуги. Ток и скорость подачи проволоки регулируются.
По своему устройству полуавтоматы сложнее трансформаторов или выпрямителей. Зато они удобнее в пользовании. Это любимые аппараты мастеров в автомастерских, особенно в ремонте кузовов. Среди самодеятельных и кустарных сварщиков полуавтоматы также весьма популярны.
Вот какие части составляют конструкцию полуавтомата:
- Наш старый знакомый трансформатор.
- Еще один старый знакомый – выпрямитель.
- Специальный привод для подачи проволоки.
- Баллон с инертным газом.
- Газовая горелка с рукавом.
Мы уже писали выше, что полуавтомат способен к сварке без защиты газа. В этом случае защитную роль выполняет флюсовая проволока. В принципе это та же проволока для плавления, но благодаря флюсовому компоненту она горит с выделением облака защитного газа. Это облако защищает сварную ванну от окисления воздухом ничуть не хуже, чем внешний аргон или другой инертный газ.
На этом функции флюсового компонента сварочной проволоки не заканчиваются. В нем имеются элементы, добавляющие стабильность электрической дуге. С этой чудесной «флюсовостью» не нужен газовый баллон. Но стоит флюсовая проволока значительно дороже обычной.
Выбор газа зависит от природы свариваемого металла. Железо хорошо вариться с углекислым газом. Сталь предпочитает газовую смесь аргона с углекислотой. Ну а с алюминием лучше всего работать под защитой чистого аргона.
Важным фактором является «легитимность» газовых баллонов: приобретать нужно только проверенные и надежные экземпляры. Даже речи быть не может об экономии денег на качестве газа и газовых смесей для сварки. На чем угодно, только не на газе.
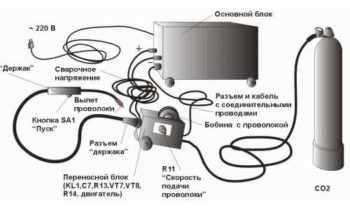
Полуавтомат с газовым баллоном.
Преимуществе полуавтоматов:
- Металл во время сварки практически не разбрызгивается.
- Как следствие – высокое качества сварочного шва.
- Аппарат довольно эффективен – у него высокий КПД.
- Возможность варить тонколистовой металл.
Ну а недостатков намного меньше:
- Высокий расход материалов: проволоки, газовых смесей.
- Немалая стоимость, особенно флюсовой проволоки.
И другие «мелкие» группы
В большом массиве самых популярных видов и типов сварочных агрегатов встречаются узко специализированные и поэтому достаточно малочисленные виды аппаратов, которые обязательно нужно упомянуть, иначе наш обзор не сможет считаться полным и всеобъемлющим.
Устройства для точечной сварки
Точечная сварка – это очень специальный процесс, который относится к контактным технологиям термомеханического класса. Он состоит из нескольких этапов. Первым делом металлические заготовки складывают между электродами, чтобы начать одновременный нагрев с деформацией через давление.
В чем точечность? В мгновенности, ответим мы. Разогрев происходит мгновенным импульсом тока, который нагревает металл до точки плавления. Таким образом формируется жидкая зона металла – общая для обеих заготовок. Подача тока прекращается, а эта зона начинает остывать и отвердевать при продолжающемся давлении. Это давление длится вплоть до полной кристаллизации металла заготовок.
Сварка электродом.
Преимущества точечной сварки заключаются в прочности шва, экономичности и простоте исполнения. Есть только одно отличающее свойство точечного шва: он никак не обладает герметичностью. Поэтому применение точечной технологии ограничено.
Аппараты для газовой резки и сварки
Ацетилен, водород, природный газ – вот главные горючие герои этого метода. Они отлично горят в воздухе. С их помощью металлические заготовки разогреваются до температуры плавления. Если вы почувствуете запах карбида рядом со сварщиком, значит перед вами метод работы с ацетиленом: его получают из карбида кальция и воды. Это газ самый популярный в использовании.
Этот метод несложный для исполнения, не требует дорогого оборудования и, самое главное, обходится без сетевого электричества. Но и недостатки тоже есть: о точности нет речи, производительность работы тоже оставляет желать лучшего: этот способ исключительно ручной.
Устройства для плазменной сварки
Это больше резка, чем сварка. Но принцип процесса – расплавление металла с помощью потока плазмы. Дело в том, что плазма по своей сути – это газ из заряженных частиц, которые работают отличными проводниками тока. Плазма нагревается дугой, что приводит к повышению ее ионизации.
Температура в итоге достигает сумасшедших значений – это десятки тысяч градусов. Резка металла происходит и за счет плавления металла, и за счет вымывания металла из рабочего участка ионизированным потоком высочайшей скорости.
Инвертор со своими фишками
Самая продвинутая и популярная модель аппаратов, в основном благодаря которой произошла революция в сварке. Еще несколько лет назад они расценивались как техническая дорогая и не очень удобная экзотика. Совсем не то сегодня: доступность и простота в использовании – вот главные качества многочисленной группы современных инверторов.
Остальные характеристики также значительно улучшены: уменьшение размеров, отличная дуга, оптимизация энергоемкости и скорости процесса, минимальное разбрызгивание металла и т.д.
Весьма немаловажный «энергетический» нюанс: в сравнении со своими сварочными предшественниками трансформатором и выпрямителем инверторный аппарат потребляет электроэнергии на порядок меньше. Благодаря компактности и легкому весу нет необходимости тратить энергию на нагревание массивных металлических деталей.
 Дополнительная экономия происходит за счет быстрого поджигания и ровного стабильного горения электрической дуги.
Дополнительная экономия происходит за счет быстрого поджигания и ровного стабильного горения электрической дуги.
Инвертор называют импульсным устройством. Он состоит из силового трансформатора для снижения сетевого напряжения, стабилизатора для преобразования тока и комплекта электрических схем. Сетевое напряжение подается на выпрямитель, после которого постоянный ток преобразуется в переменный с высокой частотой.
В дальнейшем этот высокочастотный переменный ток идет на трансформатор, где он снова превращается и идет на дугу с теми характеристиками, которые идеально подходят для сварки здесь и сейчас.
Принципиальная новизна инверторной технологии заключается в достаточно сложной конструкции самого аппарата, которая дает возможность для последовательных процессов преобразования тока следующим образом:
- Из обычной электрической сети поступает переменный ток, который сразу же трансформируется в переменный в выпрямителе. Выпрямитель работает на основе диодного моста.
- Полученный в выпрямителе постоянный ток направляется к инверторной части, играющей роль генератора электрических импульсов высокой частоты. На этом участке силовые транзисторы превращают постоянный ток снова в переменный, но уже с совсем другой частотой – намного выше, чем в первоначальном сетевом варианте.
- Теперь уже высокочастотный переменный ток идет к трансформатору для того, чтобы понизить напряжение и одновременно повысить силу тока. В итоге получается высокочастотный ток с силой, которая отлично регулируется.
- Финишным пунктом для переменного тока является выпрямитель, который в конце концов превращает высокочастотный переменный ток в постоянный. Именно он используется для сварки.
Классификация инверторов
Инверторы подразделяются на виды в зависимости от разных критериев.
Если первой характеристикой сварочных аппаратов является технология сварочного процесса, то классификация следующая:
- инверторы MMA для работы в ручном режиме;
- для полуавтоматической сварки MIG/MAG;
- в среде с защитным инертным газом TIG;
- для плазменной сварки CUT.
Инверторы MMA

MMA сварка.
Предназначены для ручной сварки с помощью покрытых электродов. На эти устройства любо-дорого смотреть, а работать еще приятнее: компактные, небольшого веса, надежные и простые в сервисном обслуживании. Швы в результате получаются аккуратными и самого высокого качества во всех отношениях.
Возможности аппаратов MMA самые широкие, во всяком случае их вполне достаточно для кустарных и домашних нужд – все несложные работы такому аппарату по полечу. Поэтому инверторные устройства типа MMA – самые любимые и популярные для работ дома или на небольшом производственном участке. Это, безусловно, надежный сварочный инвертор и технологический выбор номер один «домашних» задач.
Инверторы – полуавтоматы
Устройство аппаратов полуавтоматического вида посложнее. Они намного мощнее и, соответственно, обладают большим габаритами, причем это касается как веса, так и размеров. Оно и понятно, полуавтоматы используются на производствах, это вовсе не домашние агрегаты – дома работать с ними будет довольно проблематично.
Главная фишка полуавтоматов инверторного типа такая же, как и обычный полуавтомат. Это сварка при помощи проволоки, которая подается на определенной скорости специальным приспособлением в зону формирования шва.
В инертном облаке
Что же касается сварки под защитой инертного газа, то она проводится с помощью инверторов – полуавтоматов еще более сложного типа. Они весьма недешевые по стоимости и также предназначены для промышленного производства, это профессиональные сварочные аппараты.
Как мы уже знаем, полуавтоматы требуют дополнительных материалов и оборудования. Электроды в данной технологии могут быть двух видов: плавящиеся и неплавящиеся из вольфрама.
Инверторы для плазменной сварки и резки
Несмотря на то, что этот аппарат для сварки находится по классификации на этом месте, он совершенно не предназначен для классических сварочных работ – им попросту варить нельзя. Эти инверторы используются на производствах. Главная особенность – это буквально аптекарская точность резки металлических деталей вне зависимости от толщины, они могут резать очень толстые заготовки.
Как инверторы разделяются по своим функциям
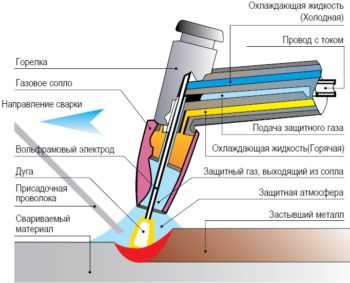
Схема сварки в среде аргона.
Классификация сварочного оборудования может проводиться по самым разным критериям. Это относится и к инверторам. Функциональность – самый, пожалуй, удобный критерий для разделения огромного числа моделей на понятные группы.
Для быта
Домашний сварочный аппарат должен обладать определенными характеристиками: компактный, недорогой, с широкими функциями. Среди инверторов таких – великое множество. В основном все они китайского производства, к которым нужно относиться осторожно и грамотно. В чем заключается такой подход: покупать в приличных торговых сетях, внимательно читать спецификации.
Даже если вы купите китайский инвертор приличного, как вам кажется, качества, будьте готовы к тому, что дешевизна любого устройства ведет к его недолговечности. Это классическое правило распространяется не только на китайские товары.
Профессиональные инверторы
И стоят дороже, и делают больше. Эти аппараты предназначены для операций разной сложности, они мощные, с регулированием характеристик сварочного тока, долговечные и надежные. Все они предназначены для работ в промышленных масштабах.
Специализированные инверторы
Само название говорит за себя. Мы уже упоминали устройства для точечной сварки или лазерной технологии. Их также отличают очень высокие качественные характеристики, и они также предназначены для производственных операций.
Главные характеристики инверторных аппаратов
В этих характеристиках нужно хорошо разбираться. Они помогут вам и в работе с инвертором, и в выборе аппарата при его покупке с учетом вашего опыта, рабочих планов и толщины вашего кошелька.
Характеристики инвертора.
Параметры для сварочного аппарата инверторного типа следующие:
- Сетевое напряжение от стандартной электрической сети, на котором может функционировать инвертор. Обычно это два значения: 380В и 220В. Для дома выбирают аппараты, работающие с напряжением в 220В.
- Тип тока, получаемый на выходе инвертора.
- Параметры тока на старте. От этих величин зависит качество и спецификации электродов. Если точнее, то диаметр электродов.
- Мощность аппарата, от которой будет зависеть сила сварочного тока на выходе для сварочной дуги.
- Легкость розжига сварочной дуги, которая зависит от показателя напряжения холостого хода.
- Диаметры электродов, которые должны использоваться на конкретном инверторе.
- Нижний и верхний уровень силы тока, получаемого на выходе устройства.
- Габариты аппарата – размеры и вес. Помним правило: чем меньше габариты, тем меньше мощность устройства, тем ниже будет сила тока на выходе. Если вас интересует инвертор с широкими функциональными возможностями, уберите критерий «компактность» из числа самых первых.
Инверторы – очень современные устройства. Они обладают целым рядом специальных опций, которые предназначены для облегчения работы сварщика. А удобство в работе всегда ведет к повышению качества конечного продукта, чем в нашем случае является сварочный шов.
Именно такие новые функции делают возможной сварку высокой сложности людьми без особого профессионального опыта.
- «Горячий старт» – это подача дополнительного электрического заряда на электрод, что в значительной степени облегчает поджиг сварочной дуги.
- «Антизалипание» – важнейшая функция в особенности для новичков в сварочном деле. При малейших признаках залипания электрода подача тока на него автоматически понижается.
- «Форсаж дуги» – автоматическая подача тока большей силы, если электродный конец находится в нежелательной близости с поверхностями свариваемых металлических заготовок.
Особенности работы инверторов
Высокая надежность в использовании не исключает технических нюансов или сбоев, о которых нужно знать и помнить.

Сварочный аппарат.
Неисправности, встречающиеся во время работы с инвертором, следующие:
- электрическая дуга может потерять стабильность горения;
- электрическая дуга может попросту исчезнуть;
- может начаться сильное разбрызгивание металла во время сварки;
- электрод может прилипнуть к поверхности соединяемых металлических заготовок;
- электропитание прибора может самопроизвольно отключиться;
- аппарат может внезапно сильно нагреться.
Причинами таких сварочных неприятностей могут быть разные факторы. Чаще всего встречаются следующие:
- Вы выбрали «неправильный» электрод: его диаметр не подходит силе получаемого сварочного тока. В результате страдает стабильность дуги.
- Если вы неверно рассчитали силу сварочного тока, металл начнет разбрызгиваться со страшной силой. Уменьшить силу тока, взять электроды с меньшим диаметром – вот что надо сделать для решения проблемы, все просто.
- Распространенная беда – низкое сетевое напряжение, в результате чего даже у опытных мастеров может возникнуть очень нежелательное явление в виде прилипания электродов. Эту же картину дадут слишком длинные электрические провода, которые в силу протяженности обязательно начнут перегреваться. Старайтесь контролировать и длину проводов, и диаметр их сечения – он должен составлять не меньше 2,5 мм².
- Обрыв кабеля – примитивная ошибка, тем не менее встречается довольно часто. Неполный контакт между поверхностями электрода и зажимного устройства относится к этой же группе причин исчезновения сварочной дуги.
- Избыточный перегрев аппарата может возникнуть из-за долгого использования инвертора без перерыва. Такая ситуация закономерна. Если же перегрев происходит после короткого периода работы, нужно проверить и заменить обмотку – скорее всего, она износилась.
Как выбрать сварочный аппарат для дома
Универсальность, компактность, легкий вес, простота в использовании, недорогая цена – вот какой сварочный аппарат хочется иметь дома в качестве собственного агрегата. Большинство покупателей сварочных аппаратов в дом останавливают свой выбор на инверторных моделях.
Это факт вовсе не означает, что трансформаторы или выпрямители перестали покупать. И тому есть причины. Давайте разбираться, какой сварочный аппарат лучше для вас «здесь и сейчас». Виды сварочного оборудования чрезвычайно разнообразные, поэтому делаем выбор с учетом всех персональных потребностей.
 Выбираем домой трансформатор:
Выбираем домой трансформатор:
- Самое главное, на что нужно обращать внимание при выборе сварочного трансформатора для домашней работы, это рабочее напряжение понижающего трансформатора. Они в состоянии работать от сети с двумя характеристиками: или трехфазной, или однофазной со значениями 380/220В. Есть модели универсального пользования, которые могут подключаться к любому виду сети: на 220В, на трехфазную сеть, на фазное напряжение между двумя фазами.
- Следующий по важности параметр – это мощность трансформатора. В этом отношении оптимальными являются аппараты, работающие от сети с напряжением в 380В, они значительно мощнее и почти не вызывают перекосов напряжения в сети. Но далеко не у всех потребителей домашних сварочных аппаратов имеется возможность подключения к трехфазной сети. Следует помнить, что мощность трансформатора не может быть выше предельно допустимой мощности в вашей домашней сети.
- Третий критерий выбора трансформатора – параметры рабочих токов и диаметр требуемых электродов. Если вы собираетесь варить углеродистую сталь, вам вполне будет достаточно диапазона от 80А до 160А, выбирайте электроды от 1 до 6 мм. Конечный выбор электрода зависит от толщины краев металлических заготовок.
- Ну и габариты агрегата. Они, как мы знаем, у трансформаторов весьма внушительные. Но эта внушительность должна вас волновать только в случае, если вы собираетесь перемещаться для проведения сварочных работ. Вы уверены, что будете это делать дома?
Если нужен выпрямитель:
- Для сварочных выпрямителей нужен импульсный выпрямленный ток, тогда они дают возможность варить при устойчивой дуги и без разбрызгивания металла. Помимо этого, при правильном использовании они экономят расходование дорогих электродов. Выпрямленный ток способствует формированию ровного и тонкого сварочного шва.
- Требования и пожелания по сетевому току и напряжению практически такие же, как и с трансформаторами. Они могут работать при обоих вариантах переменного тока, их включают хоть по однофазной мостовой схеме, хоть по трехфазной. Трехфазная схема при использовании выпрямителя предпочтительнее: при ней дуга устойчивее и мощность выше. Поэтому следует ориентироваться на подключение к трехфазной сети в 380В.
- Проверяем и оцениваем принцип регулировки режимов сварки, диаметр требуемых электродов, верхний и нижний уровни сварочных токов.
Или все-таки инвертор?
Конечно, в нем собраны все пожелания домашнего мастера по сварке: широчайшие функциональные возможности, разнообразные режимы сварки – все для счастья человека. Популярности среди широких масс населения этому типу сварочного оборудования не занимать. Цена, правда, высоковата. Но по мнению многих, эта овчинка по-настоящему стоит выделки.
На что обращаем внимание при его выборе домой?
- Главный критерий – также напряжение электрической сети, это те же 220В и 380В. И так же, как в предыдущих случаях, трехфазные модели инверторов являются более мощными. А от мощности устройства зависит его долговечность и срок использования. Ведь чем больше мощность, тем меньше перегревается аппарат.
- Следующий критерий – характеристики токов и режимы сварки. Их выбор будет зависеть только от одного – толщины свариваемых металлических заготовок. В интернете вы сможете найти множество данных о зависимости диаметра сварочных электродов в миллиметрах от значения сварочного тока в амперах. Обычно для домашнего инвертора вполне хватает силы тока от 60А до 160А. К тому же имеющаяся возможность плавно регулировать величину тока позволит вам еще больше повысить качество сварочного шва.
- Еще один важнейший фактор, который нужно учитывать при выборе инвертора в обязательном порядке. Это продолжительность включения ПВ, которая показывает время работы аппарат без перерыва при максимальных значениях тока. Иногда этот показатель называют ПН – продолжительностью нагрузки. Чем выше продолжительность включения, тем дольше инвертор сможет функционировать без перегрева. Вообще-то ПВ можно рассчитать, исходя из чистого времени сварки по отношению к паузам для смены электрода или подготовки материалов. Если, к примеру, в спецификации инвертора указана ПВ в 80%, то чистое время сварочного процесса будет длиться ровно 4 минуты. Затем вам придется сделать паузу длительностью в 1 минуту.
- Следующий критерий всегда указан в паспорте устройства – мощность инвертора. В этой строчке называется уровень номинального сварочного тока, при использовании которого инвертор не будет самопроизвольно выключаться из-за перегрева. Мощность лучше выбирать с запасом: если потребность в номинальном токе составляет 120А, выбирайте аппарат с показателем в 180А. Такой запас позволит вам использовать длинные электрические кабели и, самое главное, вы сможете работать при скачках напряжения с общей сети.
- ДПН расшифровывается как «диапазон питающего напряжения». Этот параметр делает безболезненными перепады напряжения в 20 – 30%, которые встречаются сплошь и рядом в сельской местности.
- Лучшие сварочные инверторы снабжены фирменными дополнительными опциями, которые облегчают работу сварщика – новичка, должны быть особенно важны для вас, если вы – тот самый новичок в сварочном деле. Речь о АП – антиприлипании, ГС – горячем старте, ФД – форсаже дуги. Значимы ли они для вас с вашим текущим опытом – решать вам и только вам.
В качестве резюме пройдемся по главным идеям нашего обзора. Классификация сварочных аппаратов – стройная и понятная система, которая отлично поможет принять решение, какой сварочный аппарат будет самым оптимальным для ваших работ в домашних условиях.
Критериев, определяющих выбор, немного. Если вы учтете их, у вас все получится: вы найдете устройство, которое будет устраивать вас и по сложности конструкции, и по широте функций, и по стоимости.
Желаем дельного похода в магазин, грамотного продавца и хороших помощников рядом.
tutsvarka.ru
Аппарат сварочный электродуговой сварки
Главные принципы электродуговой сварки
Электродуговая сварка — один из самых распространенных в быту, мелкосерийном производстве и промышленности видов сварки. Ее также можно назвать дуговой сваркой плавлением. Каждому начинающему сварщику полезно знать основы дуговой сварки — принцип ее действия, условия, которые необходимы для возникновения высокотемпературной дуги, виды сварочных аппаратов для бытового применения, и некоторые отдельные параметры и особенности процесса.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя. Вот на нем стоит остановиться внимание.

Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2. Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле. В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока. Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Области сварочной дуги
Дуга замыкает цепь между электродом и массой. С точки зрения теории сварного дела, в сварочной дуге выделяют несколько областей:
- катодную;
- анодную;
- приэлектродную.
 Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс». Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс». Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Электродуговые установки постоянного тока имеют фиксированные анод и катод. В аппаратах переменного тока анод с катодом постоянно меняются местами. Это вызывает нестабильность сварочной дуги, сильное разбрызгивание металла и другие неприятные факторы, а кроме того, не позволяет производить сварку определенных металлов, для которых требуется особая техника.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током. Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов. Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Электроды и защитные газы
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления. Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Существует много разновидностей металлических и неметаллических электродов для электродуговой сварки, в том числе угольных и графитовых. Каждый из них подбирается под конкретный металл и способ сварки. Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка. Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
Как научиться
 Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, пото
www.samsvar.ru
Оборудование для электродуговой сварки
Электродуговая сварка
Среди всех современных разновидностей способов соединения металла электродуговая сварка является одним из самых востребованных, так как она отличается простотой и относительно невысокой себестоимостью. Именно эта разновидность появилась одной из первых и до сих пор сохраняет свою популярность. В основном, изменениям подвергается только техника, которая необходима для проведения процесса, хотя принцип действия остается прежним. Современные аппараты служат для преобразования электрического тока под нужные параметры и могут питаться от обыкновенной розетки. Если сначала это были громоздкие трансформаторы, у которых сложно было подобрать точное значение параметров, то сейчас это компактные инверторы, на некоторых из которых установлена цифровая шкала. Также они не уступают трансформаторам по мощности.

Процесс электродуговой сварки
Область применения
Электродуговая сварка для начинающих является наиболее простой в освоении. Именно по этой причине именно ее чаще всего используют в бытовой сфере. Для этого существует широкий спектр компактных сварочных инверторов. Но этим все не ограничивается, так как имеется и более серьезная техника, а также узкоспециализированные расходные материалы. Чаще всего сварку такого рода применяют для соединения углеродистых сталей, но при необходимости может осуществляться сварка цветных металлов, высокоуглеродистой стали, нержавейки и высоколегированных металлов и их сплавов. Все это проходит проблемно, так что в профессиональной сфере стараются использовать иные методы, такие как аргонодуговая сварка, но благодаря простоте этого метода в частной сфере нередко используют именно его. Это может привести к появлению брака, с большой вероятностью. Справиться со всеми сложностями могут только опытные сварщики. В промышленности, при создании металлоконструкций, или в строительстве данная методика применяется для самых простых и менее ответственных швов.
Преимущества
Электродуговая сварка получила широкое распространение и высокую востребованность благодаря следующим качествам:
- Нет необходимости в длительных подготовительных процедурах, так что аппарат быстро настраивается;
- Как сами аппараты, так и расходные материалы к ним отличаются мобильностью и компактностью;
- Шов обладает относительно низкой себестоимостью, если сравнивать с более современными методами сварки;
- Стоимость оборудования также не является слишком высокой;
- Электродуговая сварка является более безопасной, чем газовая;
- Работы проводятся практически с любыми толщинами металла;
- Создание шва получается достаточно быстрым;
- Сварочные инверторы работают от обыкновенной бытовой сети;
- Имеется огромный выбор сварочной техники с самыми разнообразными параметрами;
- Техника и расходные материалы находятся в свободном доступе.
Недостатки
В то же время электродуговая сварка обладает рядом недостатков, которые и привели к развитию более современных методов соединения металла. Среди основных негативных моментов стоит отметить следующие:
- Из-за высокой скорости проведения сварочного процесса порой сложно сформировать валик хорошего качества;
- Обмазка сварочных электродов может быть отсыревшей, что приведет к попаданию водорода в сварочную ванну, а это грозит появлением трещин, свищей, пор и прочих дефектов;
- Цветные металлы очень плохо свариваются, так что риск появления бракованного шва здесь становится очень высоким;
- Швы, полученные данным методом, становятся менее надежными;
- Здесь почти всегда нужно использовать флюс и прочие дополнительные материалы для улучшения качества сварки;
- Наблюдается слишком большая зависимость от внешних условий, от которых не всегда защищает покрытие.
Виды электродуговой сварки
Ручная дуговая сварка может проводиться в двух различных видах. Первым является стандартный, когда применяется обыкновенный трансформатор или инвертор, а металл шва получается из плавкого электрода. Таким методом осуществляется подавляющее большинство операций. Именно он и ассоциируется с понятием «ручная дуговая сварка». Здесь допустимо использование флюсов и других стандартных материалов.

Электродуговая сварка покрытыми электродами
Вторым видом является сварка, которая проводится неплавким электродом, или плавким без покрытия, в среде защитных газов. Данный метод также проводится вручную и здесь задействована дуга, в качестве основной температурной силы. Здесь нужен больший опыт работы с металлом, так как технология более сложная и затратная, так как проводится дополнительное подключение газовой горелки.
Схема
Схема проведения электродуговой сварки выглядит следующим образом:
Схема электродуговой сварки
- Стержень электрода;
- Защитное покрытие над стержнем;
- Газовая защита, которая получается благодаря расплавлению покрытия дугой;
- Сварочная ванна с расплавленным металлом;
- Корка образовавшегося шлака на остывшем металле;
- Шов;
- Основной материал;
- Капли металла.
Технические характеристики
Основным видом техники, который используется для такой процедуры как ручная дуговая сварка, является сварочный трансформатор. Оборудование для этого процесса подбирается под каждую операцию отдельно, если есть такая возможность, но в большинстве случаев стараются обзавестись универсальным инвертором, благодаря которому можно выполнять большинство всех операций. Для этого требуется точно знать характеристики используемой техники. Здесь приведены основные показатели одних из самых популярных моделей.
Параметры трансформатора | ТДМ22 | ТДМ140 | ТДМ169 | ТДМ180 | ТДМ121 |
| Напряжение переменного тока в сети частотой50 Гц, В | 180 — 240 | 220 | 220 | 220/380 | 220 |
| В каком диапазоне можно регулировать сварочный ток, А | 80 — 220 | 40 — 140 | 50 — 160 | 40 — 180 | 40 — 140 |
| Продолжительность беспрерывной максимальной нагрузки за определенный период времени, % | 20 | 15 | 20 | 20 | 20 |
| Напряжение х.х, В | 58 | 50 | 63 | 70 | 49 |
| Мощности потребления энергии, кВ*А | 9 | 7,5 | 13 | 13 | 7,5 |
| Размеры, мм | 380 х 300 х 220 | 270 х 240 х 420 | 330 х 160 х 300 | 360 х 360 х 930 | 185 х 270 х 430 |
| Вес, кг | 25 | 28 | 30 | 45 | 25 |
Технология сварки
Технология электродуговой сварки является достаточно простой, если рассматривать ее физические параметры. Но если вдаваться в нюансы проведения каждого отдельного процесса и правильную последовательность операций, то все становится намного сложнее. Сущность процесса электродуговой сварки состоит в создании и поддерживании, до тех пор, пока соединение не будет закончено, электрической дуги. Практически во всей области электротехники она является вредным явлением, но для сварки она полезное. С ее помощью можно расплавить металл и электрод, чтобы эта масса образовала единое неразъемное соединение, отличающееся крепостью.

Правильный сварной шов при электродуговой сварке
Оборудование для электродуговой сварки также является относительно простым, не считая всех особенностей настроек и дополнительных режимов в современных моделях. Ток поступает из сети на трансформатор, после чего передается на плюс и минус выводов, которыми являются «земля» и держатель с электродом. Вне зависимости от того, что какую роль выполняет, при размыкании цепи, которое осуществляется между поверхностью свариваемого металла и электродом, образуется дуга, создающая ванну расплавленного металла в месте своего нахождения.

Технология электродуговой сварки
Задачей сварщика является поддерживание дуги и перемешивание металла, чтобы он образовал крепкую однородную массу. Для этого совершаются колебательные движения с заданной амплитудой. Когда шов доходит до конца, дуга разрывается.
www.samsvar.ru
Оборудование необходимое для аргонно дуговой сварки
Аргонно-дуговая сварка – это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося – вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.
 Оборудование используемое для выполнения работ в инертных газах
Оборудование используемое для выполнения работ в инертных газахСварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется “сварочный пост”. Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока – постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов – эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения “Аргонно дуговая сварка, инструкция”.
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это – ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной – катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.  Горелка для работы неплавящимся электродом
Горелка для работы неплавящимся электродом
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ – аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона – процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков – аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
elsvarkin.ru
Виды промышленных сварочных аппаратов
Вся современная промышленность и строительство не сможет существовать, если не будет использовать сварочные работы. Оборудование для сварки получило широкое распространение в роботизированных комплексах автомобильных заводов и микроэлектронных производствах, его применяют при строительстве мостов, космических кораблей, и сельхозтехники. Конструкция промышленных устройств, их производительность, способы сварки отличаются огромным разнообразием.

Виды оборудования
Для промышленного сварочного оборудования характерна специализация, позволяющая достичь максимальной производительности. Поэтому зачастую промышленные аппараты использует только одну технологию сварки: электродуговую, контактную, лазерную, плазменную и так далее.
 По степени механизации промышленное оборудование может быть полностью автоматическим, полуавтоматическим или предназначаться для ручных работ. Аппараты варят постоянным или переменным током, источником, и в зависимости от источника питания подразделяются на четыре категории:
По степени механизации промышленное оборудование может быть полностью автоматическим, полуавтоматическим или предназначаться для ручных работ. Аппараты варят постоянным или переменным током, источником, и в зависимости от источника питания подразделяются на четыре категории:
- трансформаторные;
- выпрямительные;
- инверторные;
- генераторные.
Трансформаторный аппарат для сварки наиболее простой и надежный. Промышленный трехфазный трансформатор на 380 Вольт рассчитан на непрерывную работу, часто имеет несколько постов, то есть позволяет работать нескольким сварщикам одновременно.
Большей частью такие агрегаты встречаются в стационарном варианте в цехах, но есть и мобильные варианты. Они отличаются массой порядка нескольких сот килограмм, позволяют работать с электродами и металлом толщиной 5 и более миллиметров.
Большая масса обусловлена тем, что трансформатор преобразует энергию на низкой частоте. Обычно он используется при ручной электродуговой сварке.
Выпрямительные источники питания на выходе вторичной обмотки понижающего трансформатора имеют диодную мостовую схему, что позволяет выпрямить переменный ток. Промышленные преобразователи данного вида обеспечивают более стабильную дугу по сравнению с чисто трансформаторным устройством.
Сварочный инвертор обеспечивает стабильную дугу независимо от характеристик питающего напряжения. Работает на постоянном токе. Благодаря преобразованию напряжения переменного тока на высокой частоте получается значительная экономия по габаритам и массе сварочного аппарата.
К генераторным сварочным аппаратам относятся все устройства, способные функционировать от дизельного или подобного ему генератора тока.
Контактный метод в производстве
Большинство промышленных сварочных аппаратов предназначено для электродуговой или контактной сварки. Последняя повсеместно используется в авторемонтных мастерских, на автомобилестроительных заводах и множестве других производств.
Основными достоинствами контактной сварки являются высокая производительность, минимальные эксплуатационные расходы и отличное качество сварного соединения.
По виду установки промышленная контактная сварка бывает мобильной, подвесной и стационарной. В зависимости от способа образования шва оборудование делят на стыковое, шовное, рельефное и точечное.
Стыковое промышленное оборудование часто используется для сварки медных труб. Стык может создаваться по технологии сопротивления и оплавления.
Метод сопротивления применяют для соединения изделий из низкоуглеродистой стали с небольшим сечением.
Оплавление – технология позволяющая соединять метал больших сечений, она применяется в судостроении при изготовлении цепей для якорей и подобных изделий. С помощью промышленной сварки оплавлением соединяют рельсы железной дороги для получения бесстыковых путей.
В аппаратах шовной сварки установлены ролики, позволяющие варить трубы и резервуары. Рельефная сварка используется в приборостроении и автомобилестроении для присоединения различных кронштейнов.
В составе роботизированной линии повсеместно можно встретить аппараты точечной сварки. Рабочим элементом у них являются электроды из высококачественной бронзы и меди.
Лазерные и плазменные устройства
Особняком стоит лазерная промышленная сварка. Лазерные аппараты могут соединять металл до 2 мм толщиной, но в основном работают с мелкими изделиями толщиной несколько микрон.
Лазерные сварочные аппараты применяются в микроэлектронике и приборостроении, в ювелирном производстве. Часто они работают в составе автоматизированных производственных линий. Швы получаются высочайшего качества, но у такого оборудования высокая стоимость.
На производстве широкое распространение получила плазменная резка благодаря высокому качеству реза и низким эксплуатационным расходам. Плазменные промышленные аппараты используются в режиме сварки при соединении толстостенных материалов.
Автоматизированные системы
 Автоматическое сварочное оборудование используется исключительно в промышленном производстве и строительстве магистральных трубопроводов большого диаметра благодаря высокой производительности сварочных работ.
Автоматическое сварочное оборудование используется исключительно в промышленном производстве и строительстве магистральных трубопроводов большого диаметра благодаря высокой производительности сварочных работ.
Роль человека здесь минимальна, оператору требуется установить оборудование в начале шва, остальное сделает устройство. Качество шва получается высоким с постоянными заданными характеристиками.
Промышленные установки узкоспециализированы, могут варить, например, только трубы. В основном автоматические сварочные аппараты делают стационарного исполнения, но бывают и мобильные.
Более высокий уровень автоматизации наблюдается в роботизированных производственных линиях, где функция человека ограничивается наблюдением за процессом сварки и проведением регламентных работ.
Полуавтомат
Наибольшее распространение получили промышленные сварочные аппараты с полуавтоматической подачей присадки. По сравнению с полными автоматами они отличаются универсальностью, могут работать практически с любыми изделиями в труднодоступных местах.
Если полуавтомат сравнивать с ручной дуговой сваркой, то несомненным преимуществом первого является:
- более высокая производительность работ;
- относительно невысокие требования к профессиональным навыкам сварщика;
- получение более качественного сварного соединения благодаря использованию защитных газов.
Сварщик направляет головку горелки полуавтомата вдоль шва с равномерной скоростью, на одном и том же расстоянии от сварочной ванны, на этом его функция заканчивается. Газ и поволока подаются автоматически.
Используется газ активного (азот, углекислота) или инертного (аргон, гелий) типа. И тот и другой защищает сварочную ванну от вредного влияния атмосферного кислорода.
В промышленных сварочных аппаратах на производстве чаще используется углекислый газ из-за его дешевизны, он эффективен при сварке низкоуглеродистых сталей. Там, где надо получить максимально надежный шов, полуавтомат работает с подачей аргона или гелия.
Устройства советского периода
Источнику сварочного тока и вообще технологии сварки в Советском Союзе придавалось такое большое значение, что в тридцатых годах двадцатого века был создан институт электросварки.
Многими его разработками до сих пор пользуются, так же как и промышленными сварочными аппаратами советского производства. Кстати, маркировка на сварочном оборудовании, производимом в России, сохранилась еще с тех времен.
В советское время сварочное оборудование было громоздким, работало на трансформаторах, но отличалось высокой надежностью.
На некоторых производствах еще стоят советские сварочные трансформаторы, и они исправно выполняет свои функции. Хотя для бытовых нужд повсеместно используют легкие компактные инверторы, промышленные трансформаторы не стоит недооценивать.
Инверторное оборудование
Современные сварочные аппараты ручной дуговой сварки и полуавтоматы в качестве источника питания используют промышленный инвертор, который является главным элементом сварочного оборудования.
 От бытового аппарата он отличается тем, что у него трехфазное питание и большая мощность, он имеет много различных настроек и функций.
От бытового аппарата он отличается тем, что у него трехфазное питание и большая мощность, он имеет много различных настроек и функций.
Трехфазные промышленные инверторы имеет немного большие габариты по сравнению с однофазными аппаратами, но большую мощность, соответственно, большие сварочные токи.
Использование транзисторов шестого поколения позволяет держать стабильную дугу даже при сильных просадках сетевого напряжения. Сварочный ток может регулироваться в широком диапазоне.
Возможно изменение полярности, что также расширяет функциональные возможности аппарата, позволяет варить тонкостенные и толстостенные изделия.
Одним из главных параметров, по которым нужно выбирать промышленный сварочный аппарат, является мощность. От нее напрямую зависит сила сварочного тока, диаметр используемых электродов и толщина свариваемого металла.
Мощность следует выбирать с запасом. Обычно указывается мощность потребления устройства при работе с максимальным сварочным током. При таком режиме ПН составляет 60-70%.
Желательно наличие системы охлаждения, влияющей на размер установки. Не нужно гнаться за малыми габаритами, поскольку у них обычно ухудшается вентиляция, время непрерывной работы при этом сильно сокращается.
svaring.com
Как выбрать надежный аргонный сварочный аппарат, советы специалиста
Сварочный аппарат всегда необходим в частном доме, починить калитку, или подварить что-то в своём автомобиле. Как ни крути, а сталкиваться со сварочными работами приходилось практически всем, кто проживает в частном доме, да и не только. Разнообразие видов сварочных аппаратов ставит в тупик новичка.
Встаёт вопрос, какая сварка лучше подойдёт для ваших нужд. Точного ответа на вопрос, какой выбрать нету. Новичку необходимо знать общие сведения обо всех видах сварочных аппаратов, чтобы определиться. Вы же поговорим только про аргоновый агрегат.
Сфера использования
С помощью аргона, инертного газа, выполняют такой вид сварки, как аргонодуговой. Электроды в при таких сварочных работах могут плавиться либо оставаться неизменными. Неплавящиеся электроды изготавливают из вольфрамовых материалов. Такой материал способен выдерживать температуру свыше трёх тысяч градусов.
Использование аргона способствует улучшению качества и прочности сварки. Аргон имеет атомный вес почти вполовину превышающий вес воздуха, что помогает ему вытеснять его и большинство газов, который занимают пространство в сварочном жёлобе, который образуется во время аргонодуговой сварки. Также он активно взаимодействует с металлом в зоне расплавления и влияет на его будущие свойства.
В этой статье мы поможем вам разобраться с аргоновыми сварочными аппаратами. Дадим советы, как подобрать устройство для своих потребностей, сравним несколько моделей и выделим среднюю цену, на которую следует опираться. Правильно подобрав сварочный аппарат для себя, вы останетесь полностью довольны, и он гарантировано оправдает свою стоимость.
Как выбрать аппарат для сварки
Для домашнего использования лучшим будет самый стандартный, простенький аргонный аппарат, поэтому заморачиваться и выбирать что-то из профессиональных моделей даже не стоит. На них и цена будет намного выше и вникнуть в его характеристики и понять, зачем он нужен будет долгим занятием, к тому же ненужным для вас, если вы, конечно, не хотите заниматься сварочными работами профессионально.
Устройство аппарата для сварки аргоном
Итак, на что обязательно необходимо обратить своё внимание, для качественного выбора устройства:
- В большинстве случаев, при покупке вы не будете знать, какой металл точно пустите в использование. Это, скорее всего, дело случая и в хозяйстве особо не заморачиваются над выбором такового. Исходя из этого, выбирайте сварочный аппарат с большим спектром допустимых материалов, проще говоря, универсальный. Так, вы точно не прогадаете и сможете работать с любыми подручными средствами.
- Следующим критерием выбора, станет наличие дополнительных модификаций. Во время процесса сварки, профессионал передвигает электрод равномерно и одновременно выполняет вибрирующие движения, что способствует созданию равномерной дуги и предотвращает залипание электродов. Технологии вышли на тот уровень, что аргонный аппарат сам регулирует этот процесс электронными приборами, наличие которых обязательно для начинающего сварщика. К тому же такое дополнение помогает сделать сварочный шов качественней и прочнее.
- Степень защиты должна быть как можно выше. Сварочные аппараты довольно чувствительны к неправильно эксплуатации, а новичок в любом случае будет делать много ошибок. Каждое залипание электрода это лишняя нагрузка на аппарат, поэтому защитные механизмы должны справляться с такими ошибками.
- Аргонный аппарат должен обладать широким диапазоном регулировки, но в свою очередь, простотой в управлении. Это облегчит вашу задачу при настройке устройства под ваши потребности.
Если вы хотите повысить комфортность работы, и вообще, облегчить весь процесс аргоновой сварки, можно выбрать устройство с наличием дополнительных функций. Для правильного подбора необходимых для вас дополнений, следует сначала разобраться, какие они бывают и что из себя представляют.
Итак, преступим к разбору дополнительных модификаций аргонового сварочного аппарата:
- Возможность поджигать дугу, без непосредственного контакта с материалом. Такой процесс происходит с помощью электрического импульса, который пробивает дуговой промежуток.
- Наличие блока осциллятора, он является дополнением к бесконтактному поджогу дуги.
- Автоматический регулятор обдува материала. После разрыва дуги на конце сварного шва, на него может попасть воздух и ухудшить качество работы, такое дополнение предотвращает эту возможность.
- Для увеличения прочности и качества окончания сварного шва, необходим режим плавного отключения дуги, что способствует медленному остыванию крайней точки сварки.
- Для возможности сваривать тонколистовые металлы, необходима функция пульсирующей сварки. В таком режиме сварка происходит импульсами, что помогает улучшить внешний вид сварного шва и предотвращает сквозной прожиг тонких материалов.
- Балансировка полярности тока –помогает регулировать переменный ток, и стабилизирует его отрицательные и положительные полуволны.
Если выбрать аргонный сварочный аппарат, придерживаясь всех перечисленных пунктов и подобрав необходимые вам модификации, вы однозначно будете довольны приобретённой установкой и ничуть не пожалеете потраченных средств. Такой аппарат всегда пригодится в домашних условиях, но для его использования вам придётся потренироваться.
Положительные и отрицательные стороны
Каждый производитель старается выделить свой товар. До общего функционала могут добавлять разные уникальные модификации, некоторые производители играют ценой, другие ставят в приоритете качество, остальные делают упор на высокую работоспособность и функциональность.
Модель Jasic tig 200P
Если сравнивать их в соотношении цена-качество-функционал, то, из большинства можно выделить всего несколько брендов, которые отвечают такому соотношению в полной мере. Мы рассмотрим производителей Jasic иGysmi, они смогли зарекомендовать себя во времени. Для примера возьмём два агрегата Jasic tig 200P и Gysmi tig 207, немного разобрав их основные характеристики.
Первая модель обладает сенсорной панелью, с помощью которой очень удобно и легко регулировать аргонный аппарат для необходимых вам режимов работы. Управление интуитивно понятное, что способствует комфортной работе с данным устройством как новичкам, так и профессионалам.
Сварочный аргонный аппарат способен работать с обычными и тугоплавкими электродами, что повышает его ценность. В комплектацию входят следующие улучшения: пульсирующий режим сварки, стабилизатор и предохранитель перепадов напряжения, плавное отключение дуги.

Модель аппарата Gysmi tig 207
Второе представленное устройство имеет более высокую цену, оснащён микропроцессором, который управляет режимами и всеми настройками сварочного устройства. Отлично подходит для работ с легкоплавкими материалами типа алюминия, обладает функцией PFC (автоматическая корректировка коэффициента мощности), с помощью которой потребление электроэнергии максимально оптимизировано и проходит с минимальными излишними затратами.
Цифровая индикация позволяет очень точно установить силу дуги, присутствует функция антизалипания и упрощения поджога. Также аппараты данной серии оснащены стабилизаторами дуги, которые облегчают контроль над сварочным процессом.
Подведём итог
Помните, выбранный сварочный аргонный аппарат, будет влиять на качество работы. Подобрав его следуя представленным правилам, вы гарантировано получите качественный продукт, который прослужит вам долгую и плодотворную службу. Но всё же даже самое дорогое и качественное устройство не обеспечит вам качественную работу, всё зависит от вас, практикуйтесь и выбранный вамиаргонный аппарат сможет показать свои положительные качества на все сто.
generatorvolt.ru