Как правильно варить металл: основы, технология, рекомендации
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
 Как правильно варить
Как правильно варитьИ если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.

- Газовая горелка
- Как правильно паять электрической дугой


Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.

Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.

Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.

Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.

Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
- Непровар

- Подрез

Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке

Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как правильно варить вертикальный шов электродуговой сваркой?
Технология сварки, это сложный процесс, требующий предельной аккуратности и точности, и прежде чем решить вопрос как правильно варить вертикальный шов электросваркой, необходимо знать азы технологии в принципе. Первоначально необходимо выправить деталь, после чего потребуется произвести зачистку элементов стыковки. Появление технологических дефектов для вертикального сварочного шва сталкиваются с такими видами возможных загрязнений поверхностей:
- Наличие ржавчины.
- Появление масла.
- Возникновение окалин.

Пример сварки вертикального шва электродуговой сварки
В первую очередь, необходимо зачистить те места, где будут проводиться сварочные мероприятия. Это относится ко всем кромкам детали, а также в местах, где есть возможные щели или зазоры. Удалять грязь можно любым доступным методом, металлической щёткой, горячей струёй воздуха, или сильнейшим пламенем горелки. В качестве вариантов очистки поверхности используют следующие технологии и инструменты:
- Щетка, с усиленным металлическим ворсом.
- Игловые фрезы.
- Гидравлические пескоструйные технологии.
- Мелкая рабочая дробь.
- Промышленная горелка.
- Стандартный шлифовальный круг.
- Метод проплавления.
- Растворители.
Теперь, для подготовки вертикального шва электродуговой сваркой сверху вниз или наоборот, необходимо разобраться с принципами начала работы, и на первое место выходит возбуждение дуги.
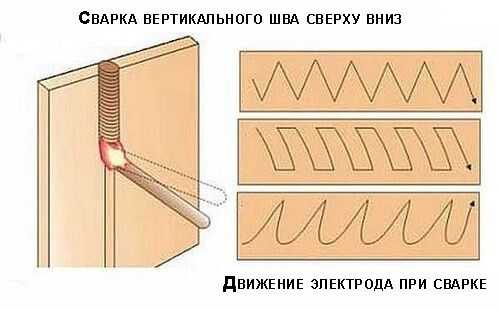
Сварка вертикального шва сверху вниз
Запуск дуги для работы
Рассмотрим два наиболее вероятных варианта, которые предпочтительны для техники сварки вертикальных швов.
- Сварщик, используя держак, где встроен электрод, начинает постепенное движение, где потребуется прикоснуться к металлической поверхности. Далее необходимо быстро отвести электрод назад, примерно на 2-4 мм. В результате появится необходимое пламя дуги. Рабочая долина дуги обеспечивается медленным опусканием устройства. Принцип задачи как варить вертикальный шов дуговой сваркой, зависит, прежде всего, от параметра расплавления. Сварщик должен соблюдать меры предосторожности, перед тем как появится дуга, необходимо надеть защитную маску или очки, для защиты лица или глаз.
- Сварщик быстро проводит по металлической поверхности кончиком электрода, а затем точно также быстро отодвигает держак на себя, но примерно на 2 мм от поверхности металлического изделия. В определённый момент, между электродом и поверхностью образуется электрическая дуга. В процессе выполнения задачи как варить вертикальный шов электродом, необходимо придерживаться одинаковой длины дуги. Сама дуга на начальном этапе, должна быть исключительно короткой. Возле шва образуются небольшие рабочие капли металла. Процесс плавления будет максимально плавным и спокойным. Шов получается глубокий и ровный. Если рабочая длина дуги будет слишком длинной, то основная поверхность металла не проплавиться до конца. Металлическая поверхность электрода начнётся окисляться, появятся значительные брызги на поверхности металла. Шов после проведения сварки будет выглядеть совершенно неровным, имеющий многочисленные окисловые вкрапления.
- Общую длину рабочей дуги можно определить по своеобразному звуку, который характерен для процесса как правильно сварить вертикальный шов ручной дуговой сваркой. Слишком длинная дуга имеет характерный звук, который издаётся в процессе работы, и, следовательно, возможны появления хлопков.
«Обратите внимание!
Если дуга неожиданно оборвалась, ее можно возбудить снова.»
В месте, где образовался кратер, тщательно заваривают, иначе есть риск нарушения общего принципа технологической работы. Если потребуется сварить узел, который используется для основной эксплуатации в общем технологическом процессе, то возможно появление, так называемой технологической «усталости». Категорически запрещено возбуждать дугу в данном месте, иначе вертикальный шов электродуговой сваркой, вызывает так называемый рабочий «ожог» металла. В данном месите, во время эксплуатации конструкционной детали, в будущем возможно разрушение.
Первые шаги
Если вы хотите научиться варить, то специалисты рекомендуют проводить опыты на металлических валиках. Таким образом, вы можете понять суть задачи, как научиться варить вертикальный шов. Здесь нет необходимости создавать необходимого качества сварного шва. Достаточно добиться эффекта расплавления материала. На рабочей поверхности не должно быть ржавчин, поверхность должна быть идеально очищенной от ржавчины, масла, окалины.
Какие валики используются для работы
Теперь попробуем определиться, как варить вертикальный шов без отрыва, используя валики. В данном случае, необходимо вставить электрод рабочий держак. Для того чтобы создать требуемый ток в электроде, необходимо создать минимальное трение между электродом и металлической поверхностью. Для этих целей, достаточно создать усилие трения по поверхности или без усилия постучать по рабочей части металла.
Когда появится электрическая дуга, вертикальный шов электродуговой сваркой толстого металла, при помощи электрода, направляется на заготовку, где необходимо выдержать минимальный зазор между рабочей зоной электрической дуги и поверхностью металла. Зазор в данном случае должен иметь постоянный режим дуги пламени. Как правило, для вертикального шва электродуговой сваркой тонкого металла, выдерживается дистанция размером в 3-5 мм.
«Важно!
Помните, чтобы добиться такого качества шва, необходимо постоянно придерживаться одного и того размера дуги, и дуговая сварка вертикальных швов позволяет соблюдать данные требования. Резкие отклонения чреваты появлению дефектов, что негативно оказывает влияние на металл, а также на характеристики прочности готового изделия.»
Варианты получения качественного шва
Теперь необходимо определить, какой метод отлично создаётся при сварке вертикальных швов. В качестве варианта необходимо использовать один из нижеперечисленных методов. В данном случае обращаем внимание, что отличный результат может показать только опытный практикант или специалист широкого профиля:
- Технология лесенка (зигзагообразная).
- Методика ёлочка.

Движение электрода методом «ёлочки»
- Петлевидная система.
- Серповидная система.
Новички на первых порах могут взять в качестве экспериментальных материалов, различные валики, где можно поучиться основным принципам проведения вертикальной сварки. Используйте подручные средства, соблюдайте меры безопасности, набирайтесь опыта у мастеров. Обратите внимание на то, что вертикальные соединения швов предусматривает несколько вариантов исполнения, в том числе тавровые, внахлёст, стыковые и угловые. Каждый метод имеет как общие принципы сварочных работ, так и индивидуальные хароактеристики, которые переплетаются с иными способами и технологиями.
Обращаем также внимание на то, как проводится технология сварки, сколько требуется слоёв и прочие технические и физические характеристики. В некоторых случаях, не последнюю роль играет диаметр электрода, который оказывает влияние на нанесение требуемого количества слоя сварки. Соблюдаем минимальные требования пожарной и электрической безопасности при проведении сварочных работ.
Видео: Пример сварки вертикального шва
svarkaipayka.ru
Как правильно варить электродами: движение и наклон электрода?
Будет ли это ремонт в квартире либо же постройка нового гаража – знания азов сварки металлов пригодятся всегда. Когда происходит постройка нового объекта, то в любом случае нужно будет прибегать к сварочным работам для модификации элементов интерьера или экстерьера. Для красивых швов понадобится рука профессионала, однако, там, где это не принципиально, работу сделает и неопытный сварщик, который знает, как правильно варить сваркой электродами.
Общие сведения
Электросварка – это процесс соединения металлов при помощи тепловой энергии электрической дуги. Температура при сварке электродом может достигать 6500°С, что превышает температуру правления большинства известных металлов. Есть огромное количество областей производства, где применяется электрическая дуговая сварка. Эта технология предоставляет возможность создавать массивные сооружения и производить экономичный ремонт конструкций, не требующих много физических усилий.

Сварка с использованием электрода
Сваренные металлы не уступают по прочности оригинальной конструкции. Чем стремительнее развивается строительная индустрия, тем больше появляется сфер применения этой технологии. Каждый уважающий себя хозяин должен знать, как правильно варить электродом 3 мм.
Особенности электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Если в рамках строительного проекта нужно выполнять длинные швы, то рациональным решением будет использование автоматической сварки. Ручной тип больше подходит для более тривиальных задач. «Красота» при ручном сваривании зависит от профессиональности сварщиков. Есть несколько способов узнать, как варить сваркой электродам – видео и пошаговые инструкции имеют самую высокую информативность.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Виды электродов
Есть различные типы электродов для ручной дуговой сварки:
- Проводник, обработанный силикатной обсыпкой. Это популярный тип, используется для резки металлов. Наиболее распространённые размеры: 0,3 см и 0,4 см. Перед тем как варить сваркой электродами тройкой или четверкой, необходимо иметь представление о виде работы, которую нужно проделать.
- Вольфрамовые. Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.
- Электроды, обработанные стеклянной обсыпкой. Эти электроды для сварки оцинкованных труб используются наиболее часто. Когда проваривается шов, шлаковый шлейф отпадает сам, что существенно снижает риск повреждения конструкции.
Технология сварки электродами
Чтобы воспользоваться технологией дуговой сварки, для начала необходимо убедиться, что к электроду подключен переменный или постоянный ток. Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
После воздействия высокой температуры дуги (она может достигать 7000°С), происходит плавка металла. Электрод расплавляется и соединяется со смесью металлов.
«Обратите внимание!
Нужно знать, как правильно варить нержавейку электродами, чтобы получить полноценный сплав.»
В процессе сварки используется сварочная ванна. Размеры ванны зависят от множества факторов, в число которых входят размер конструкции, скорость движения дуги, а также режима сварки (ручной или автоматический). Длина ванны в среднем составляет 15 мм.
Как подключать электрод?
Если подключить к изделью анод (+), то будет происходить ручная дуговая сварка прямой полярности. При присоединении отрицательного полюса (-), будет выполняться сварка ручного типа с обратной полярностью. Таким образом, имеется прямое и обратное подключение проводника. Оба эти виды подключения можно использовать – конкретный тип зависит от толщины металла. Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Как правильно зажигать дугу?
Прежде чем зажечь дугу, необходимо выбрать нужную силу тока на сварочном устройстве. Аппарат имеет два кабеля:
- на первом находится зажим;
- на втором – специальный держатель, на который крепится электрод.
Зажечь дугу можно двумя способами:
- касания;
- чирканья.

Способы зажигания сварочной дуги
Подготовка электродов к сварке и виды передвижения являются основными отличиями способов зажигания дуги.
Если используют процесс касания, то электрод располагают под углом 90 градусов по отношению к тому месту, где будет образован шов. Когда произошло первое касание, проводник отводят на 0,3 сантиметра. За счет большого количества тепловой энергии достигается температура, помогающая соединять металлы.
Метод зажигания чирканья напоминает зажигание спички. Касание должно быть плавным, а располагать проводник нужно в одном направлении. После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
Необходимый наклон электрода
Подача электродов зависит от того, какое положение занимает сварка, а также от толщины и свойств металла, который необходимо сплавить. Что касается направления сварки, то здесь возможны следующие варианты:
- налево;
- направо;
- к себе.
Вне зависимости от того, какое направление было выбрано сварщиком, важно убедиться, что была достигнута максимальная глубина сварки, а шов формируется правильно. Чтобы получить ровный и эстетически красивый шов рекомендуется наклонять проводник под углом 30-60°.

Положение электрода при сварке
Движение электрода
Движения электродов, что выполняются во время сварки, называют колебательными. Существует большое количество подходов к выполнению сварочных работ.
Первое движение называется поступательным. Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра). Если дуга слишком большая, это спровоцирует разбрызгивание металла по всей сварочной ванне (форма шва также будет непривлекательной).
Второе движение называется смещение и подразумевает смещение проводника вдоль его оси, чтобы образовать шов. Конкретная скорость смещения зависит от:
- диаметра устройства;
- силы переменного или постоянного тока;
- скорости плавления.
Если поперечные смещения отсутствуют, то шов получится узким (он чаще всего используется при сплаве тонких конструкций).

Варианты движения электрода при сварке
Как выбрать ток для сварки?
Для начала стоит определить вид тока для сварочных работ: постоянный или переменный. При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
Определившись с полярность электрода, необходимо выбрать диаметр проводника. От него зависит вид тока, а также время горения электрода при сварке. Например, если используется проводник диаметром 2,5 мм, то для сваривания необходимо подать ток 70–120 А. В тех ситуациях, когда речь идет о сварке тонких металлов, необходимо подбирать проводник толщиной 2–3 мм, при этом нужно подавать ток силой 40–70 А. Таким образом, можно сделать вывод, что на силу тока влияет вид толщины материала и диаметра электрода.
Заключение
Нужно помнить, что электрическая сварка бывает автоматической, полуавтоматической и ручной, а выбор проводников и тока зависит от тонкостей сварочных работ. Кроме того, если работник выяснил, как правильно варить сваркой электродами, типы швов у него будут получаться тонкие и красивые.
svarkaipayka.ru
Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
 Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
- В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла.
- Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки

Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
- стальные;
- биметаллические;
- чугунные;
- медные;
- латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
 Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.- Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки).
- Прихватками скрепляют их по краям и в центре.
- Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы.
- Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка.
- Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов.
- После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
 Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
 Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.- Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.
- Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
 При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм.
При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой.
Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
fb.ru
Как правильно варить электродуговой сваркой

Широко распространенный способ в современном мире соединить детали из металла для получения конструкций называется – дуговой сваркой. В данной статье будет подробно рассмотрено, что представляет собой электродуговая сварка, процесс сварки, как он должен осуществляться с точки зрения техники безопасности и необходимого оборудования. Эта статья ориентирована в основном для начинающих сварщиков.
Электродуговая сварка для начинающих сварщиков
Практически во всех отраслях промышленности применяются сварочные работы. Очень сложно назвать какой-нибудь сегмент производства, который не нуждается в услугах сварщика. В качестве профессии сварщика, предоставляется хорошая возможность получить перспективную работу. Как правило, сварщики работают на строительных площадках, создавая системы разных конструкций и коммуникаций, в промышленности, используя свой опыт и навыки, в машиностроении, кораблестроение, сельском хозяйстве, энергетике и в нефтеперерабатывающей промышленности.
В первую очередь, и самое главное, что должен уметь сварщик, это в совершенстве владеть различным сварочным оборудованием. От него как от специалиста, при этом требуется абсолютное знание принципов действия аппарата, выявления возможных поломок, подготовки оборудования к рабочему процессу. Сварщик обязательно обязан владеть технологией осуществления сварочных работ от подготовки поверхностей, которые необходимо соединить до правильной зачистки шва.
Специалист, который осуществляет сварочные работы, должен знать, как правильно использовать электросварку, определить идеальный режим для сварки разных материалов, выставить правильное значение тока. Основная сложность при работе с газоэлетросваркой заключается в том, что в процессе работ изменение режимов сварки может неблагоприятно влиять на их качество, поэтому очень важно с самого начала сварочного процесса определить правильно скорость сварки. Квалифицированные сварщики делают дуговую ручную сварку, плазменную современную, и с легкостью могут создавать различные очень сложные трубопроводы и металлоконструкции. Сварщик обязательно должен уметь обращаться с различными видами металлов: сталями, сплавами, цветными металлами, в том числе и с ограниченной свариваемостью.
Как правильно научиться варить электродуговой сваркой?

Профессии сварщика обучают в профессионально-технических училищах, колледжах, курсах. Обучение, как правило, проводиться целых три года после девятого класса, и два года после одиннадцатого класса. Если же вы не планируете работать сварщиком, но мечтаете узнать, как научиться правильно работать электродуговой сваркой, для того чтобы самостоятельно при необходимости, суметь что-нибудь заварить, можете воспользоваться полезными советами данной статьи, или почитать различную литературу посвященную электросварке. Конечно, не стоит ожидать что вы сразу станете сварщиком экстра класса. Самое главное – это понять, как грамотно пользоваться электрической сваркой, научиться основным приемам работы и изучить основы электродуговой сварки.
Азы электродуговой сварки
В первую очередь, необходимо приобрести электроды и сварочный аппарат, электродами рекомендуется запастись в довольно приличном количестве, потому что в процессе обучения, их придется испортить немало, прежде чем вы добьетесь первого нормального результата. Электроды для самостоятельной сварки необходимо выбирать диаметром в три миллиметра. Они самые подходящие для обучения в домашних условиях, потому что более тонкие необходимо для очень тонкого металла, варить его могут только высококвалифицированные сварщики, а электроды более толстые очень сильно нагружать электросеть.
Самостоятельная электродуговая сварка

Электродуговая ручная сварка для начинающих дело нелегкое, но вполне осуществимое, но требует большой усидчивости. Самое главное тренироваться как можно больше. Весь процесс обучения рекомендуется проводить только под присмотром профессионала сварщика, который может не только исправить ошибки, но и помочь советом. Для того чтобы понять как правильно варить метал, следует воспользоваться ненужным куском метала. Заранее рядом с собой нужно поставить ведро воды. Строго запрещено осуществлять работу на деревянном верстаке. Необходимо строго соблюдать осторожность, потому, что даже малюсенькие остатки использованного электрода способны вызвать пожар.
Следует надежно прикрепить зажим заземления у детали. Кабель обязательно нужно изолировать и заправить в держатель. После этого можно выставлять на сварочном аппарате значение мощности. Соответствовать оно должно строго диаметру электрода. Далее можно попробовать зажечь дугу. Для этого необходимо установить электрод под углом шестьдесят градусов по отношению к самой заготовке. Очень медленно и осторожно провести по поверхности электродом. После того как появились искры следует прикоснуться электродом к заготовкам и приподнять его так, чтобы зазор не был более пяти миллиметров. Если сделано все правильно, то дуга обязательно зажжется. На протяжении всего времени работы следует придерживать именно такой зазор. Не стоит забывать о том, что электрод будет выгорать. Перемещать его нужно очень медленно. Если произошло залипание электрода, то аккуратно нужно качнуть им в сторону. Если дуга длиною в три миллиметра не зажигается, то рекомендуется на сварочном аппарате увеличить силу тока. Главное стараться получить дугу устойчивую длиной в пять миллиметров между концом электрода и деталью.
Если у вас ничего не выходит с зажиганием и поддержанием дуги, то рекомендуется попробовать наплавить валик. Для этого необходимого зажечь дугу и медленно и очень аккуратно перемещать электрод строго по горизонтали, осуществляя при этом колебательные движения. Расплавленный металл, следует подгребать к центру дуги. В результате обязательно должен получиться, ровный красивый шов, который имеет небольшие волны из наплавленного металла.
Технология ручной электродуговой сварки

Для правильного образования и удерживания электрической дуги к электроду и свариваемой детали от главного источника питания поступает переменный или постоянный сварочный ток.
При соединении к изделию положительного источника питания анода, осуществляется дуговая ручная сварка прямой полярности. Сварка обратной полярности осуществляется в том случае, если к изделию подключен отрицательный полюс. Под действием электрической дуги стержень металлический электрода или по-другому электродный металл, материал изделия и его покрытие расплавляются.
Электродный металл, теперь представляет собой отдельные капельки, которые покрыты шлаком, поступает в сварочную ванну, там он смешивается с основным металлом, при этом процессе расплавленный шлак выходит на поверхность.
Величина сварочной ванны в основном зависит от режимов сварки и пространственного положения, конструкции сварного соединения, на поверхности изделия скорости перемещения электрической дуги, формы и размеров разделки соединяемых кромок. Довольно часто она колеблется в таких пределах: ширина восемь-пятнадцать миллиметров, глубина от шести миллиметров, длина десять-тридцать миллиметров.
Расстояние на сварочной ванны от одного активного пятнышка до другого, который расплавлен ан поверхности электрода называют – длиной дуги. Газовая атмосфера образуется при плавлении покрытия электрода около дуги и над сварочной ванной. Она вытесняет воздух из сварочной зоны сварки, и предотвращает его взаимодействие с сильно расплавленным металлом. Также в ней располагаются пары легирующих элементов основного и электродного металлов.
Капель расплавленного электродного материала и покрывающий поверхность сварочной ванны шлак, препятствует с атмосферным воздухом их взаимодействию и значительно способствует очищению примесей всего расплавленного металла.
В сварочной ванне при медленном удалении дуги металл кристаллизуется, и образует шов, который соединяет ввариваемые детали. Застывший слой шлака образуется на его поверхности.
Техника ручной электродуговой сварки

Правильное перемещение электрической дуги и правильное поддержание является главным залогом качественной сварки. Азотирование окисление расплавленного металла, разбрызгивание его капель, создание пористой структуры шва, происходит при слишком длинной дуге.
Качественный, ровный и красивый шов получается только при грамотном и правильном размере дуги и при равномерном ее перемещение. Оно может осуществляться по трем главным направлениям:
- Вдоль оси электрода происходит поступательное перемещение сварочной дуги. При помощи этого движения можно поддержать требуемую длину дуги, которая зависит от скорости плавления самого электрода. По мере плавления одновременно с увеличением расстояния между варочной ванной и ним, его длина уменьшается. Чтобы такого не происходило, вдоль оси необходимо перемещать электрод, тем самым поддерживая необходимую постоянную длину электрической дуги. При этом очень важно поддерживать синхронность укорачивания электрода с его медленным перемещением в сторону сварочной ванны.
- По оси свариваемого шва продольное перемещение электрода в значительной степени способствует формированию ниточного сварочного валика, его толщина находится в прямом значении диаметра электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика равна трем миллиметрам и превышает диаметр электрода. Это уже и есть сварочный шов, только он очень и очень узкий. Для того чтобы создать качественное и прочное соединение одного данного шва недостаточно. Поэтому, при медленном перемещении электродов вдоль оси сварочного шва нужно обязательно выполнять еще одно движение, с направлением и поперек сварочного шва.
- Использование поперечного движения электрода дает возможность добиться требуемой ширины шва. Его осуществляют колебательными возвратно поступательными движениями. Ширина данных поперечных колебаний электрода для каждого отдельного случая определяется только индивидуально, и в большой степени зависит от размера и положения шва, основных свойств свариваемых материалов, формы разделки, и требований которые обычно предъявляют к сварному соединению. Обычно, ширина шва колеблется в пределах от двух до пяти диаметров электрода.

В итоге все эти три движения накладываются друг на друга, создавая довольно сложную траекторию движений электрода. У каждого опытного мастера, на практике существуют свои навыки выбора движения и перемещения электродов. В любом случае, движение дуги необходимо выбирать так, чтобы кромки всех соединяемых деталей тщательно между собой проплавились, и образовали требуемое количество наплавленного металла и необходимую форму шва.
В процессе осуществления электродуговой сварки различных металлов электрод может почти полностью выгорать, остается очень маленький кусочек стержня в зажиме самого держателя. Если к этому самому моменту шов никак не удается закончить, то сварку следует временно остановить. После замены старого электрода следует очень тщательно удалить шлак и снова начать сварку.
Для того чтобы завершить оборванный шов, дугу необходимо зажечь на расстоянии двенадцати миллиметров от углубления которое образовалось на конце шва и носит название кратера. Для этого следует вернуть электрод к кратеру с целью образования сплава старого и нового электрода, а затем следует, начинает его передвигать по первоначальному выборному пути.
Основные преимущества электрической ручной дуговой сварки:
- В местах с ограниченным доступом можно осуществлять сварочные работы;
- Благодаря широкому выбору производимых типов электродов, появляется возможность сварки различных видов стали;
- Легкая транспортабельность сварочного оборудования, простота использования.
vremya-sovetov.ru