Сварка для начинающих: как научиться самостоятельно
С началом весенне-летнего сезона вопрос о том, как освоить сварку инвертором для начинающих, становиться чуть ли не самым популярным. Разобраться во всех премудростях этого процесса вам поможет наша статья. Мы расскажем о работе со штучным электродом предельно простым языком, приоткроем некоторые секреты и дадим четкий алгоритм, который приведет вас к успеху.
Как варить новичку сваркой
Вы полны энтузиазма и готовы постигать азы сварки? А может быть в планах у вас создание масштабных конструкций? Остудите свой пыл и не торопитесь. Любой опытный специалист скажет, что первые шаги стоит делать, не спеша. Прежде всего, стоит уделить время тренировкам, а уж только потом переходить к реальным задачам.
В прошлой нашей статье мы уже рассказали о том, как подготовить свое рабочее место и какие средства защиты вам понадобятся. Если все готово, то можно переходить к активным действиям. Но при этом помните, что первые лучше тренироваться делать на простой ровной пластине. Натренировавшись просто наплавлять металл, вы сможете перейти к соединению деталей.
Натренировавшись просто наплавлять металл, вы сможете перейти к соединению деталей.
Как вести электрод во время сварки
Скорее всего вы уже представляете, что такое ручная дуговая сварка. Но одного понимания процесса мало. Необходимо владеть еще и техникой работы. Давайте разберемся, как необходимо передвигать электрод новичку во время сварки.
Траектория ведения электрода
Когда смотришь на работу специалиста со стороны, то кажется, что стержень просто движется по прямой. Но на самом деле это не совсем так. Как минимум мастер совершает легкие колебательные движения с небольшой амплитудой. Он как бы раскачивает электрод по дуге, перемещаясь от одной кромки к другой и обратно. Эта техника используется при работе с заготовками, толщина которых не превышает 6 мм. С ее помощью удается хорошенько равномерно прогреть сварочную ванну.
Но обо все по порядку. Давайте познакомимся со всеми распространенными способами ведения электрода:
- Ломаная зигзагообразная линия.
 Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса.
Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса. - Круговые движения или в форме эллипсоида. Этот вариант идеален для тех ситуаций, когда необходимо хорошо прогреть кромки. Его используют при работе с легированными сталями при сварке вертикальных швов.
- Треугольником. Эта техника подходит для сварки труб, имеющих неповоротный стык. При этом их толщина должна составлять не более 6 мм. Используя этот способ, вы сможете хорошо проварить корень шва и обеспечить прогрев его средней части.
 Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса.
Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса.
Угол наклона электрода
Скорее всего вы уже обращали внимание, что в процессе сварки штучным электродом, стержень не только раскачивают по определенной траектории, но и ведут под углом. На самом деле положения всего три, и каждое из них имеет свое значение:
- Углом вперед. Электрод наклоняют на 30–60 градусов. Этот способ позволяет максимально надежно защитить сварочную ванну от контакта с воздухом, т. к. ее прикрывает шлак. Некоторая часть его попадает в зону обработки и перед швом. Но обычно этот шлак выталкивает из ванны расплавленный металл. Если его слишком много, то угол наклона уменьшают. В исключительных случаях возможно даже доведение его до 90 градусов. Таким образом электрод ведут в тех случаях, когда нет необходимости в глубоком прогреве основного металла. Этот вариант чаще всего используют для работы с потолочными стыковыми соединениями, в процессе сварки вертикальных швов, а также труб с неповоротным стыком.
- Углом назад. В данном случае электрод наклоняют в другую сторону. Шлак, который образуется во время сварки, выталкивается из ванны назад. Он накрывает собой металл, позволяя ему остывать максимально равномерно. Этот вариант идеален для использования в процессе сварки угловых соединений труб, а также при необходимости провара корневого шва достаточно массивных заготовок.
- Прямой угол. Данный способ считается самым сложным в реализации, и поэтому используется достаточно редко. Он отлично подходит для тех ситуаций, когда необходимо работать в труднодоступных местах.
 Электрод наклоняют на 30–60 градусов. Этот способ позволяет максимально надежно защитить сварочную ванну от контакта с воздухом, т. к. ее прикрывает шлак. Некоторая часть его попадает в зону обработки и перед швом. Но обычно этот шлак выталкивает из ванны расплавленный металл. Если его слишком много, то угол наклона уменьшают. В исключительных случаях возможно даже доведение его до 90 градусов. Таким образом электрод ведут в тех случаях, когда нет необходимости в глубоком прогреве основного металла. Этот вариант чаще всего используют для работы с потолочными стыковыми соединениями, в процессе сварки вертикальных швов, а также труб с неповоротным стыком.
Электрод наклоняют на 30–60 градусов. Этот способ позволяет максимально надежно защитить сварочную ванну от контакта с воздухом, т. к. ее прикрывает шлак. Некоторая часть его попадает в зону обработки и перед швом. Но обычно этот шлак выталкивает из ванны расплавленный металл. Если его слишком много, то угол наклона уменьшают. В исключительных случаях возможно даже доведение его до 90 градусов. Таким образом электрод ведут в тех случаях, когда нет необходимости в глубоком прогреве основного металла. Этот вариант чаще всего используют для работы с потолочными стыковыми соединениями, в процессе сварки вертикальных швов, а также труб с неповоротным стыком.
Длина дуги: сварка для начинающих
Угол наклона электрода и способ его движения — это крайне важно. Но еще большего внимания заслуживает такой показатель, как длина дуги. Именно он характеризует расстояние от металлического стержня до поверхности детали. Во многом эта величина оказывает влияние на качество получаемого соединения, а в частности на глубину проплавления, ширину шва, его форму и даже шероховатость.
Сразу же стоит отметить, что идеальная длина дуги — это примерно 2–3 мм. А вообще всего выделяют 4 разновидности:
- Очень короткая. Подходит для корневых швов, выполняемых на чрезвычайно толстых заготовках. При этом совсем не обязательно совершать колебательные движения. Сила тока устанавливается на среднем или даже максимальном уровне.
- Короткая. Такая дуга будет составлять примерно половину диаметра используемого в процессе работы электрода. Следует понимать, что при такой дистанции существенно меняется и глубина проплавки. Она становится больше, а ширина шва наоборот уменьшается. Наиболее часто такую дугу используют тогда, тогда необходимо выполнять вертикальный шов.
- Средняя. Таким считается то расстояние, которое примерно равно диаметру стержня. Средняя величина способствует росту напряжения и расширению шва.
- Длинная. Обычно равна 1,5 диаметра используемого электрода. Работать с такой дугой очень нежелательно. Во-первых, это не удобно. Во-вторых, значительно падает качество шва. Зона проплавления расширяется, глубина уменьшается, металл растекается и разбрызгивается.

Сварка электродом для начинающих: практика
Подробно изучив теоретическую часть вы вполне можете приступить к практике. Для того, чтобы начать сварочный процесс, прежде всего нужно разжечь дугу (главное, не забудьте про маску). Сделать это можно двумя способами:
Сделать это можно двумя способами:
- Постукиванием. Здесь главное не переусердствовать. Особенно этот вариант хорош для тех ситуаций, когда необходимо разжечь дугу при помощи электрода, который уже использовали. Связано это с тем, что на конце стержня образуется небольшой капюшон из обмазки, и его необходимо сбить. Иначе контакта не будет. Но важно помнить, если обмазка вдруг начнет скалываться кусками, использовать такой электрод нежелательно. Качественного шва не выйдет. Максимум, что можно сделать — наплавить металл на черновой заготовке до тех пор, пока не будет пройден участок без покрытия.
- Чирканьем по металлу. Процесс очень схож с розжигом спички. Этот способ считается более предпочтительным. Но он может быть немного неудобен в случае, если место ограничено, или есть капюшон из обмазки, мешающий контакту.
Как только дуга появилась, необходимо приподнять стержень над металлом на необходимое расстояние. Теперь начинайте движение.
 Старайтесь не задерживаться надолго на одном месте, иначе возможен прожог. Внимательно следите за скоростью и длиною дуги. Первая величина должна быть равномерной, без замедлений и ускорений, вторая — постоянной. Не забывайте о том, что электрод плавиться вместе с заготовкой. Это значит, что для сохранения длины дуги его необходимо постепенно опускать вниз. Запястье должно быть достаточно расслаблено, сварочный кабель, идущий к держаку, можно обмотать вокруг предплечья, чтобы он не мешал и не тянул вниз.
Не меньше внимания, чем самой сварке, стоит уделить и завершению шва. Сделать это можно сразу несколькими способами, главное помнить, что просто обрывать дугу категорически нельзя. На рисунке ниже представлены схемы окончания сварки, по которым можно действовать.
Старайтесь не задерживаться надолго на одном месте, иначе возможен прожог. Внимательно следите за скоростью и длиною дуги. Первая величина должна быть равномерной, без замедлений и ускорений, вторая — постоянной. Не забывайте о том, что электрод плавиться вместе с заготовкой. Это значит, что для сохранения длины дуги его необходимо постепенно опускать вниз. Запястье должно быть достаточно расслаблено, сварочный кабель, идущий к держаку, можно обмотать вокруг предплечья, чтобы он не мешал и не тянул вниз.
Не меньше внимания, чем самой сварке, стоит уделить и завершению шва. Сделать это можно сразу несколькими способами, главное помнить, что просто обрывать дугу категорически нельзя. На рисунке ниже представлены схемы окончания сварки, по которым можно действовать.
Хорошенько натренировавшись наплавлять металл на пластину, вы вполне можете переходить к следующему этапу обучения — соединению двух заготовок. Процесс этот схож с простой наплавкой, но есть и свои нюансы. Так, например, если толщина деталей составляет более 2 мм, то обязательно нужно выставить зазор между ними и сделать прихватки. Иначе слишком велик риск того, что образуется перекос.
Так, например, если толщина деталей составляет более 2 мм, то обязательно нужно выставить зазор между ними и сделать прихватки. Иначе слишком велик риск того, что образуется перекос.
Пять советов для новичков
Если вы вновь и вновь задаетесь вопросом, как научиться варить сваркой ММА новичку, то уже давно пора переходить к действиям. Изучать теорию, конечно, полезно, но без практики пользы не будет. Мы же в свою очередь хотим дать вам 5 простых, но важных советов:
- Не забывайте про защиту. Это одна из главных проблем всех начинающих специалистов. Даже оббивая шлак специальным молотком, не пренебрегайте очками или маской, а также перчатками. Они помогут избежать травм.
- Как только вы слишком ускоряетесь или делаете слишком длинную дугу, металл будет растекаться. Чтобы сделать качественный шов, следите за скоростью и высотой расположения электрода.
- Следите за целостностью обмазки стержней и не используйте в работе отсыревшие материалы. Электроды всегда можно просушить, это не займет много времени, а качество шва увеличит заметно.
- Чем больше наклон стержня электрода, тем лучше выходит шлак. Зато если его расположить вертикально, дуга будет интенсивнее.
- Все колебательные движения должны быть легкими и с небольшой амплитудой. Не стоит хвататься за электрододержатель мертвой хваткой и сильно им размахивать. Расслабьте руку и наслаждайтесь процессом. Успех придет с опытом, а его нужно нарабатывать.
 Электроды всегда можно просушить, это не займет много времени, а качество шва увеличит заметно.
Электроды всегда можно просушить, это не займет много времени, а качество шва увеличит заметно.Научиться ручной дуговой сварке даже самостоятельно вполне реально, особенно если вы планируете использовать ее на бытовом уровне. Вам помогут наши рекомендации, качественное оборудование, аксессуары и расходные материалы. Заходите в каталог и выбирайте лучшую продукцию по адекватным ценам.
Ремонт сварочных инверторов своими руками: диагностика и методы устранения
Когда ломается сварочный аппарат, срываются планы по работе.
 Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
В этой статье:
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
 Чтобы отводить тепло, предусмотрены радиаторы. От него отходят две клеммы для подключения сварочных кабелей.
Чтобы отводить тепло, предусмотрены радиаторы. От него отходят две клеммы для подключения сварочных кабелей.Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
-
Отключите аппарат от сети
-
Выкрутите винты боковой крышки
-
Осмотрите платы, конденсаторы, транзисторы, клеммы
-
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
-
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
-
Обезжирьте место соединения канифолью
-
Вставьте новый элемент в отверстия печатной платы
-
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит СкрытьПодробнееПроблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу СкрытьПодробнееЭлектрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит СкрытьПодробнее
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает СкрытьПодробнее
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
-
Подбирайте правильные режимы сварки
-
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
-
При пониженном напряжении используйте аппараты, рассчитанные на просадку
-
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
-
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
-
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли? СкрытьПодробнееЭто зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит? СкрытьПодробнее
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке? СкрытьПодробнееДля трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя? СкрытьПодробнее
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Купите точно такой же для своей модели инвертора.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Сварочный инвертор и силовая сеть
При выборе сварочного инвертора возникает вопрос, на какой максимальный сварочный ток его следует выбирать. Неопытный сварщик часто хочет получить инвертор с максимально возможным током в 200-250А, но при этом не учитывает особенностей эксплуатации таких приборов.
Выбор инвертора конечно в основном определяется областью его применения, но важным также является вопрос, где и к какой силовой сети будет подключен инвертор.
Рассмотрим подробнее режим ручной сварки ММА с питанием инвертора от стандартной однофазной сети 220 вольт. Бытовая сеть 220 вольт рассчитана на ток нагрузки до 16 ампер. На этот максимальный ток рассчитаны подводящие провода, вилки, розетки и автоматы защиты сети.
Если мы планируем подключить инвертор к такой сети, то максимальную мощность, которую инвертор от нее получит, будет Pmax= 220V * 16A = 3520 ватт. Учитывая КПД инвертора (в среднем 85%) можно посчитать мощность, которую инвертор отдаст в сварочную дугу Pдуги= 3520 ватт * 0,85 = 2992 ватт.
Для устойчивого горения дуги напряжение на ней инвертор поддерживает около 30 вольт. Отсюда и получается, что максимальный ток в дуге будет не более Imax = 2992W / 30 V = 99,7 ампер.
При таком токе сваривать можно электродами диаметром не более 3 мм. Если же мы хотим получить больший сварочный ток и работать с электродами диаметром 4 и 5 мм. то стандартная бытовая сеть может не выдержать такой нагрузки.
Посмотрим, каким требованиям должна отвечать сеть, чтобы обеспечить ток в дуге 160 ампер, необходимый для 4 мм. электрода.
Мощность в дуге для тока 160 ампер составит Pдуги= 30V * 160A = 4800 ватт. От сети, с учетом КПД, инвертор должен получить Pmax= 4800W / 0,85 = 5647 ватт. При этом он будет потреблять Imax= 5647W / 220V = 25,67 ампер.
При этом он будет потреблять Imax= 5647W / 220V = 25,67 ампер.
При таких нагрузках вся проводка в сети должна быть выполнена проводом не менее 4 кв.мм, сетевые розетки и вилки должны быть рассчитаны на ток не менее 25 ампер, автомат защиты сети на ток 32 ампера.
Для обеспечения безотказной работы инвертора сварщик должен убедиться, что во всех точках, где планируется подключить инвертор и работать с током до 160 ампер, выполняются эти требования к сети.
При необходимости работать со сварочными токами более 160 ампер и электродами диаметром более 4 мм. необходимо выбирать сварочные инверторы с питанием от 3-х фазной сети, которая допускает значительно большие нагрузки.
Так для сварочного тока 200 ампер мощность, потребляемая инвертором, составит 7059 ватт, а линейный ток в трехфазной сети 220/380 вольт составит всего 10,7 ампер. Однако при этом придется прокладывать 3-х фазную сеть на все рабочие места, где планируется выполнять сварочные работы.
Выбор инвертора и максимального тока сварки должен быть согласован с типом сварки. Неоправданно высокие требования к величине тока сварки и желание обеспечить большой запас по току приводят только к лишним затратам.
Неоправданно высокие требования к величине тока сварки и желание обеспечить большой запас по току приводят только к лишним затратам.
Стоимость мощного инвертора большая, он будет потреблять больше электроэнергии даже при равных токах с менее мощным. Для мощного инвертора может потребоваться заново проложить силовую сеть.
Мощный инвертор более тяжел при переноске, а также дорог в ремонте и обслуживании.
Часто возникает необходимость убедиться в работоспособности нового инвертора, или инвертора полученного из ремонта. Лучше всего это сделать, моделируя режим сварки подключением к инвертору балластной нагрузки. Для этой цели хорошо подходит сварочный балластный реостат, например РБ-302. Подключив реостат к инвертору устанавливаем значения сварочного тока на инверторе и реостате равными. Замеряем напряжение на клеммах реостата вольтметром. Вольтметр должен показывать напряжение 28-30 вольт во всем диапазоне сварочных токов инвертора. Если на максимальных токах напряжение недостаточно или появляется подозрительный звук высокого тона, то значит, инвертор не обеспечивает ожидаемых величин сварочного тока.
При проведении таких испытаний для подключения к силовой сети должен использоваться штатный сетевой кабель инвертора, без каких либо сетевых удлинителей. При больших токах на удлинителе может падать значительное напряжение и испытания дадут неверный результат.
ВНИМАНИЕ! Статья охраняется авторским правом. Копирование, размножение, распространение, перепечатка (целиком или частично), или иное использование материала без письменного разрешения автора не допускается. Любое нарушение прав автора будет преследоваться на основе российского и международного законодательства. Установка гиперссылок на статью не рассматривается как нарушение авторских прав. © ZetMaster, 29-10-2010 [email protected] www.z-master.ru
Заземление и безопасность при дуговой сварке
Насколько важно заземление??
Стандартные меры безопасности многих кодексов и норм требуют обязательного заземления электрических контуров. Системы электродуговой сварки часто имеют сразу несколько электрических контуров, поэтому для безопасной сварки и плазменной резки крайне важно организовать правильное заземление оборудования. В этой статье мы расскажем об основных правилах заземления в типичных рабочих условиях.
В этой статье мы расскажем об основных правилах заземления в типичных рабочих условиях.
Заземление сварочного аппарата
Сварочные аппараты с питанием через гибкие кабели или постоянное подключение к системе питания имеют отдельный провод заземления. Он соединяет металлический корпус сварочного аппарата с заземлением. Если бы мы могли проследить этот контур в системе распределения электропитания, мы бы увидели, что он идет к земле, обычно через вкопанный металлический стержень.
Это делают для того, чтобы металлический корпус аппарата и земля имели одинаковый потенциал. Равный потенциал означает, что одновременное прикосновение к обоим объектам не приведет к удару током. Заземление корпуса также снизит напряжение поступающего на корпус тока в случае пробоя изоляции внутри аппарата.
Равный потенциал означает, что одновременное прикосновение к обоим объектам не приведет к удару током. Заземление корпуса также снизит напряжение поступающего на корпус тока в случае пробоя изоляции внутри аппарата.
Токонесущая способность провода заземления зависит от устройства защиты от максимальных токов в составе системы питания. Регулировка токовой нагрузки позволит сохранить провод заземления работоспособным даже в случае неполадки сварочного аппарата.
Некоторые сварочные аппараты имеют конструкцию с двойной изоляцией. В таком случае провод заземления не требуется. Для защиты сварщика от поражения током такие в таких аппаратах используется дополнительный метод изоляции. О наличии двойной изоляции можно узнать по символу «рамка в рамке» на паспортной табличке аппарата.
В случае компактных сварочных аппаратов, у которых на конце кабеля питания имеется вилка с контактом заземления, контур заземления образуется автоматически при включении аппарата в розетку. При этом настоятельно не рекомендуется использовать переходники без контакта заземления и снимать контакт заземления с вилки. Без этого контакта теряется смысл всего контура заземления.
При этом настоятельно не рекомендуется использовать переходники без контакта заземления и снимать контакт заземления с вилки. Без этого контакта теряется смысл всего контура заземления.
Исправность контура заземления можно легко проверить с помощью тестера цепи. Тестеры для бытовых электросетей можно приобрести в любом магазине электротоваров или хозяйственных принадлежностей. При подключении к розетке эти приборы могут показать, имеет ли данная розетка контур заземления, и дать некоторые другие сведения. Если тестер покажет отсутствие контура заземления или какие-либо другие проблемы с цепью, мы рекомендуем вызвать электрика. Это достаточно простой тест и его стоит регулярно повторять. Для проверки цепей с напряжением выше 120 вольт также лучше обратиться к помощи профессионала.
Заземление рабочего изделия
Сварочный контур состоит из нескольких элементов цепи, через которые проходит ток. В них входят соединения сварочного аппарата, сварочные кабели, зажим на изделие, горелка или электрододержатель и рабочее изделие. Через сварочный аппарат этот контур не заземляется. Как тогда производится заземление?
В них входят соединения сварочного аппарата, сварочные кабели, зажим на изделие, горелка или электрододержатель и рабочее изделие. Через сварочный аппарат этот контур не заземляется. Как тогда производится заземление?
Согласно документу ANSI Z49.1 «Безопасность при сварке, резке и сопутствующих процессах», необходимо заземлить рабочее изделие или сварочный стол, на котором оно расположено, например, на металлический каркас здания. Зажим заземления и зажим сварочного контура должны быть независимы.
Преимущества от заземления рабочего изделия аналогичны преимуществам от заземления корпуса аппарата. Заземленное рабочее изделие имеет равный потенциал с другими заземленными предметами. В случае пробоя изоляции сварочного аппарата или другого оборудования напряжение между рабочим изделием и землей будет минимальным. Следует отметить, что сварка при незаземленном рабочем изделии возможна, но на это требуется разрешение квалифицированного специалиста.
Зажим на изделие — это не зажим заземления
Многие сварщики пользуются терминами «зажим на изделие» и «разъем на изделие». Обычно рабочее изделие подключается к кабелю через пружинный или винтовой зажим. К сожалению, разъем и зажим на изделие часто неправильно называют «землей». Сварочный кабель не имеет заземляющего контакта для рабочего изделия. Зажим заземления никак не связан с зажимом на изделие.
Заземление высокочастотного заземления
В некоторых сварочных аппаратах используются контуры поджига и стабилизации, через которые проходит напряжение очень высокой частоты. Это особенно характерно для аппаратов для аргонодуговой сварки (TIG). Высокочастотное напряжение может иметь компоненты с частотой до мегагерца. Для сравнения, сварочное напряжение может составлять всего 60 герц.
Высокочастотное излучение имеет тенденцию рассеиваться из зоны сварки и вызывать помехи в работе близкорасположенного теле- и радиооборудования. Одним из способов сократить рассеивание ВЧ-сигналов является заземление сварочного контура. В инструкции по эксплуатации сварочного аппарата должны быть приведены подробные инструкции по правильному заземлению сварочного контура и других деталей с целью сокращения эффекта рассеивания.
Одним из способов сократить рассеивание ВЧ-сигналов является заземление сварочного контура. В инструкции по эксплуатации сварочного аппарата должны быть приведены подробные инструкции по правильному заземлению сварочного контура и других деталей с целью сокращения эффекта рассеивания.
Заземление автономных сварочных агрегатов
Многие автономные агрегаты для дуговой сварки способны вырабатывать ток вторичной сети питания напряжением 120 или 240 вольт. Такие агрегаты часто используются в монтажных условиях без доступа к сетям электропитания. Обычно в таких случаях бывает трудно обеспечить заземление. Обязательно ли при этом заземлять корпус аппарата?
Это зависит от конкретных условий эксплуатации и конструкции агрегата. Большинство случаев можно разделить на две категории:
1. При выполнении всех этих условий заземление корпуса агрегата не требуется:
- агрегат установлен в кузове автомобиля или на трейлере;
- питание вторичной сети происходит через кабель и вилку;
- розетки агрегата имеют контакт заземления;
- рама агрегата соединена или электрически связана с рамой автомобиля или трейлера.

2. При выполнении любого из этих условий заземление обязательно:
- сварочный агрегат подключен к проводке помещения, например, для аварийного электроснабжения дома; питание вторичной сети происходит напрямую без кабеля и вилки.
- вторичное питание осуществляется через постоянное подключение без кабелей и розеток.
Выше приведены только самые основные сведения, и мы советуем читателю познакомиться с действующими нормами по электробезопасности.
Заземление удлинителей
Удлинительные кабели должны проходить регулярную проверку неразрывности, так как чаще всего они располагаются на полу и подвергаются значительному износу. С помощью тестера Вы сможете убедиться, что все соединения в кабеле, вилке и розетке находятся в исправном состоянии.
Другие источники опасности
Правильное заземление при электродуговой сварке — это хорошая практика, но она не означает полной безопасности. Сварочный ток проходит по сварочному контуру. Если человек станет частью этого контура, он подвергнется опасности. Поэтому тело сварщика должно быть полностью изолировано от сварочного контура. Обязательно носите сухие изоляционные перчатки и другие средства индивидуальной защиты. Также следите за состоянием изоляции электрокабелей, электрододержателей и горелок.
Сварочный ток проходит по сварочному контуру. Если человек станет частью этого контура, он подвергнется опасности. Поэтому тело сварщика должно быть полностью изолировано от сварочного контура. Обязательно носите сухие изоляционные перчатки и другие средства индивидуальной защиты. Также следите за состоянием изоляции электрокабелей, электрододержателей и горелок.
Таким же образом можно устранить риск поражения током от сети питания. Исправное электрооборудование и кабели надежно защитят сварщика от большинства источников опасности.
Использованная литература
- American Welding Society, ANSI Z49.1:2005 «Safety in Welding, Cutting, and Allied Processes.»
- National Fire Protection Association, NFPA 70, «National Electrical Code», 2005.
- American Welding Society, Safety and Health Fact Sheet No. 29, «Grounding of Portable and Vehicle Mounted Welding Generators», июль 2004.
- American Welding Society, AWS A3. 0-2001, «Standard Welding Terms and Definitions.»
 0-2001, «Standard Welding Terms and Definitions.»
0-2001, «Standard Welding Terms and Definitions.»Сварка в домашних условиях. Средства защиты
Если вы приобрели сварочный аппарат для сварки в домашних условиях, не экономьте на средствах защиты. При сварке в закрытом помещении не забывайте о правильно оборудованном сварочном посте.
Как обезопасить себя и окружающих людей от домашней сварки? Попробуем разобраться в данной статье.
Для желающих поварить в квартире, сразу нужно отметить, что квартира не производственное помещение и подобная деятельность в ней запрещена. Только что нам запреты? Собственность моя, что хочу, то и делаю.
Чем может грозить проведение сварочных работ в квартире?
- Пожар. Все-таки много вещей и предметов, которые легко воспламеняются. Обязательно наличие огнетушителя.
- Пытаются варить на балконе, в коридоре, на лестничной площадке –идея хорошая, пока не началась практика. Попробуйте сжечь хотя бы один электрод в замкнутом помещении без вытяжки, и вы поймете насколько идея тупиковая. Даже при сварке на балконе с открытыми окнами дым развеивается через пятнадцать минут, а запах стоит несколько дней. В таком случае разве-что сварка TIG может решить вопрос с чрезмерным задымлением, но, если бы только дым был проблемой.
- Брызги металла от электродной сварки разлетаются во все стороны. Место сварки нужно ограждать.
- Сварочный аппарат сильно нагружает электрическую сеть, когда начнет моргать свет в соседних квартирах – начнутся проблемы с соседями. Возможна разве что сварка электродами до 2 мм на токах 30-50А. Если в квартире установлена электроплита возможна сварка на более высоких токах.
 Даже при сварке на балконе с открытыми окнами дым развеивается через пятнадцать минут, а запах стоит несколько дней. В таком случае разве-что сварка TIG может решить вопрос с чрезмерным задымлением, но, если бы только дым был проблемой.
Даже при сварке на балконе с открытыми окнами дым развеивается через пятнадцать минут, а запах стоит несколько дней. В таком случае разве-что сварка TIG может решить вопрос с чрезмерным задымлением, но, если бы только дым был проблемой.Вывод однозначный: если вы только что приобрели сварочный инвертор и вам не терпится им поварить, его испытать, не стоит делать это в квартире или частном доме. Вам будут обеспечены как минимум проблемы с соседями, а как максимум, вы тем самым подвергаете опасности жизни людей и сохранность собственности.
Если у вас нет подходящего места, приобретите гараж или мастерскую.
Деятельность электросварщика связана с определенным риском для здоровья, относиться к этому халатно нельзя. Необходимо всегда продумывать свои действия перед началом выполнения работ. В отношении спецодежды устанавливать какие- то жесткие рамки (из какого она должна быть материала -брезент, спилок, другой огнеупорный материал) нет смысла. Поскольку интенсивность сварки в домашних условиях совсем не та, что может быть на производстве. Главное требование для спецодежды – она должна иметь защитную функцию: закрывать все оголенные участки тела и быть изготовленной из натуральных материалов, ни в коем случае не из синтетических.
Важно так же знать, что ожог во время выполнения сварочных работ можно получить не только от брызг и капель расплавленного металла, но и от ультрафиолета, который излучает сварочная дуга. И зачастую самыми слабыми местами являются:
- Лицо. Сварочный щиток (если кто пользуется) не всегда удается правильно держать во время сборки и постановки прихваток;
- Шея из-за расстёгнутого воротника;
- Запястья рук из-за недостаточной длины рукавиц или краг.

К сожалению, для большинства домашних сварщиков такие ожоги привычное дело. Необходимость закрываться приходит уже с горьким опытом. Если вы не уверены в том, что ваша спецодежда защищает вас необходимым образом, то эта неуверенность отразится на самой сварке. Защищайте себя так, чтобы это не сковывало ваши движения.
О чем обычно не задумываются, либо чем пренебрегают сварщики со стажем?
- Вытяжка или вентиляция на рабочем месте;
- Защита дыхания;
- Защита рук. Использование перчаток, рукавиц во время выполнения подготовительных работ, разметки, порезки, зачистки металла, так же при его сборке, прихватках, обварках готовых конструкций;
- Защита органов зрения
Вентиляция рабочего места
Во время проведения сварочных работ выделяются вредные вещества, однако не все сварщики на это обращают должное внимание, часто сильно увлекаясь процессом. Поэтому то место, в котором вы планируете варить, должно быть оборудовано вентиляцией или вытяжкой, ведь последствия от вдыхания вредных веществ могут проявиться не сразу, а спустя многие годы. Подумать должен каждый, что можно сделать в его конкретном случае. Не забывайте, вкладывать нужно и в здоровье тоже.
Подумать должен каждый, что можно сделать в его конкретном случае. Не забывайте, вкладывать нужно и в здоровье тоже.
Если вы работаете на улице под открытым небом, вы будете зависеть от погодных условий. Работать в дождь, а также после него с мокрым н металлом категорически запрещено! Есть большая вероятность поражения электрическим током.
Если вы работаете на улице, но под навесом, думать о вытяжке нет смысла, естественной циркуляции воздуха в этом случае будет достаточно. Однако, если местом проведения ваших сварочных работ является гараж или мастерская, то просто открытая дверь или ворота не спасут от вредоносного дыма. Установка дорогостоящего вытяжного оборудования не каждому по карману, поэтому самым бюджетным и простым решением станет установка вытяжного вентилятора в одну из стен вашего помещения. Такие вентиляторы будут успешно справляться с загазованностью помещения и станут надежными помощниками в защите органов дыхания.
Защита рук
Большинство домашних мастеров не задумываются, какие средства защиты для рук использовать. Берут либо те, которые есть у них в наличие, либо те, которые навязаны стереотипами профессии.
Берут либо те, которые есть у них в наличие, либо те, которые навязаны стереотипами профессии.
Давайте в этом разберемся.
Образ советского сварщика предстает перед нами во всем брезентовом, в том числе и в рукавицах. Однако, мы с вами не только сварщики. Нам нужно выполнять разнообразную работу, связанную с разметкой металла, его подготовкой к сварке, порезкой. Такие работы в рукавицах не сделаешь. Работать же совсем без средств защиты нельзя: ваши руки подвержены порезам из-за острых кромок металла и заусенец, а также вымазанные руки от ржавого металла или промасленного, если он новый, создают дискомфорт в работе. Поэтому и для таких работ перчатки необходимы. Это могут быть х/б-перчатки или прорезиненные.
Следующим этапом в работе является сборка и прихватка. Здесь вам нужно найти золотую середину, чтобы вам было удобно работать и при этом была полная защищенность. Х/б перчатки для этого не подходят, так как из-за своей структуры имеют свойства задерживать попавшие на руки брызги и капли металла, которые выделяются даже при прихватках. Рукавицы же и краги не дают полного контроля при выставлении заготовок. При использовании таких средств защиты страдает точность установки, а иногда и сами краги или рукавицы. Поэтому подбирайте для сборки то, что дает вам ощущение комфорта и подконтрольности процесса сборки. Лучшим вариантом при сборке и прихватке, являются краги или перчатки на основе замшевой кожи, но главное, чтобы они были без подкладки. Либо же перчатки, предназначенные для аргонщиков, они имеют меньшую плотность, а значит, чувствительность рук гораздо выше, что положительно отразится на процессе сборки.
Рукавицы же и краги не дают полного контроля при выставлении заготовок. При использовании таких средств защиты страдает точность установки, а иногда и сами краги или рукавицы. Поэтому подбирайте для сборки то, что дает вам ощущение комфорта и подконтрольности процесса сборки. Лучшим вариантом при сборке и прихватке, являются краги или перчатки на основе замшевой кожи, но главное, чтобы они были без подкладки. Либо же перчатки, предназначенные для аргонщиков, они имеют меньшую плотность, а значит, чувствительность рук гораздо выше, что положительно отразится на процессе сборки.
При обварке используйте такие рукавицы и краги, которые имеют высокую степень защиты, износостойкость и соответствующую длину, защищающую от попадания на ваши руки брызг и капель расплавленного металла.
Защита органов зрения
Когда поднимается вопрос о защите органов зрения, большинство думает только лишь о маске, которая защищает глаза от яркого свечения, лицо от ожогов, а также позволяет видеть и контролировать процесс. Но говорить мы будем не о ней, а об использовании такого аксессуара, как защитные очки. К сожалению, у наших людей такой менталитет, что даже пользуясь таким электроинструментом, как болгарка, они одевают очки через раз. А те, кто работает в коллективе и пользуется средствами защиты по полной программе, стараясь обезопасить себя, зачастую становятся объектом насмешек или колкостей в свой адрес. И заметьте, из-за правильно отношения к своему здоровью. Но действительно ли оправдано ношение защитных очков с использованием маски во время выполнения сварочных работ? Если обратить внимание на рабочую маску сварщика, то внутренняя ее часть, а также светофильтр с внутренней стороны посечен брызгами, каплями металла, независимо от того, какой конструкции маска. И если они залетают туда, то что мешает попасть им вам в глаза?
Но говорить мы будем не о ней, а об использовании такого аксессуара, как защитные очки. К сожалению, у наших людей такой менталитет, что даже пользуясь таким электроинструментом, как болгарка, они одевают очки через раз. А те, кто работает в коллективе и пользуется средствами защиты по полной программе, стараясь обезопасить себя, зачастую становятся объектом насмешек или колкостей в свой адрес. И заметьте, из-за правильно отношения к своему здоровью. Но действительно ли оправдано ношение защитных очков с использованием маски во время выполнения сварочных работ? Если обратить внимание на рабочую маску сварщика, то внутренняя ее часть, а также светофильтр с внутренней стороны посечен брызгами, каплями металла, независимо от того, какой конструкции маска. И если они залетают туда, то что мешает попасть им вам в глаза?
Внутренняя сторона сварочной маски. Следы от брызг металла
Так же сварщику постоянно приходится сбивать шлак со швов и пользоваться болгаркой. Одев защитные очки вы обезопасите себя и глаза на весь период работ.
Одев защитные очки вы обезопасите себя и глаза на весь период работ.
Постарайтесь, чтобы вы не испытывали дискомфорт. Например, если вы одеваете затемненные очки во время выполнения сварочных работ или дешевые некачественные, конструкция которых мешает вам использовать так же сварочную маску и единственное желание, которое у вас возникает – снять такие очки. Качественные брендовые очки стоят немного дороже, но ощущение от их ношение гораздо выше. Старайтесь бережно относится к подобным средствам защиты, тем самым показывая свое ощущение к самим себе.
Работа сварщика связана с определенными опасностями для здоровья, но в отношении СИЗ никогда не смиряйтесь лишь с тем, что у вас есть и всегда старайтесь улучшать ваши условия труда насколько это возможно с вашей стороны.
Сварка в квартире: безопасность, проблемы, соседи и т.п. — Курилка
бывает нада сварит какую нить мелочевку (а гаража у меня нет и на дачу ехать ради 10 мин работы смысла нету ,да и не доеду я щас там снега по пояс )собственно как выход из положения я использую 2 способа в основном варю на переходном балконе но сейчас на улице -2=10 — -20 поэтому варю в общем коридоре или на кухне положив кусок толстой фанеры на плиту и включив вытяжку на полню (кстате удобно +на вытяжке подсветка есть )
соседи и домашние не противхотя один сосед по первости тестером у себя в розетках просадку мерил и был озадачен когда оказалось что стартовавший компрессор холодильника(соседа) дал больший скачек чем инвертор
а вот на неделе прикол случился :
бабка соседка принесла заварить тяпку из нержавейки(впринципе не вопрос у меня с работы припасено немного есабовских электродов для нержавейки) — с этого приключения и начались
делов мин на 5 , решил на кухне варить — все как обычно накинул фанеру , прикрыл брезентом плиту по бокам и столы рядом с плитой , убрал всякие фрукты в шкаф , запустил вытяжку и по быстрому заварил .

А вот когда пошел относит ……….. встретила меня у входной двери целая делегация электрик с жэк(или как он там щас зовется),инспетор с той же организации, наряд ментов , участковый и бабка(как ухитрилась всю шоблу собрать за 10-15 мин я до сих пор не понимаю если тока готовилась заранее)
в общем начался разбор полетов : бабка кричит что у нее от сварки холодильник сдох — всей шоблой пошли смотреть — действительно дохлый но все агрегаты в порядке( электрик гротный и в холодильниках древних разбираетс) . компрессор стартует , подсветка светит релюшка работает а ничего из элетроники в это чуде 1900затертого года нету и ломатся там нечему — электрик с инспектором вынесли вердикт испарился хлад огент от старости а когда это произошло не известно( холодильник внутри мало того что без льда и других признаков эксплуатации так еще и сухой) ю тогда бабка повела в кухню где стоит современный монстр 2 метра ростом по имени гнусмас — там да ………. лежат продукты свежие и не очень , не которые неприятно попахивают а сам холодильник признаков жизни не подает — тут уже электрик был бессилен не знаком он с современной техникй , решили замерить скачки при сварке .
 я пошел домой сверкать за мной увязался 1 мент типа что бы оборудование не сныкал, когда подошли к квартире услышали как электрик обматерил бабку . вернулись — оказалось что шнур холодильника даже из упаковки не доставался — тобищ холодильник не подключен .
я пошел домой сверкать за мной увязался 1 мент типа что бы оборудование не сныкал, когда подошли к квартире услышали как электрик обматерил бабку . вернулись — оказалось что шнур холодильника даже из упаковки не доставался — тобищ холодильник не подключен . в общем бабку послали , инспеторс с электриком и участковым ушли тут началась 2 фаза приключений
все ушли а наряд ментов остался типа там вызов зафиксировать , протокол составить . в общем стали разводить — типа нельзя проводить сварочные работы и использовать оборудование такой мощности дома — типа давай денег а мы протокол составлять не будем (наивные ) принес им паспорт и прозрачно намекнул что денех они мягко говоря не получат . менты решили сделать финт ушами — один из них прошел в квартиру и стал сматывать сварочник под предлогом что они должны его конфисковать для экспертизы , до этого я с ними культурно разговаривал а тут пришлось начать выёживатс — в общем пригрозил что как только они уедут вдогонку им полетит заявление о краже Б не законном обыске и тд а хотят бабла срубить пущай идут эту ******* трясут за ложный вызов или идут работать на призводство — на том и порешили.

предлагаю обсудить подобные проблемы как со стороны сварщега так и со стороны соседа сварщеги и пути цивилизованного решения подобных проблем
Как работает инверторный сварочный аппарат?
Инверторные сварочные аппараты подходят для всех процессов дуговой сварки, таких как MIG/MAG, электродная и плазменная сварка. В зависимости от выходной мощности инверторные сварочные аппараты подключаются к сети с одной или тремя фазами. Основной принцип инвертора соответствует принципу импульсного источника питания.
Больше комфорта с инверторными сварочными аппаратами
Как работает инверторный сварочный аппарат?
Инверторные сварочные аппараты представляют собой особый тип сварочных аппаратов в среде инертного газа, но инверторные сварочные аппараты работают по тому же принципу.Преимущество инверторных сварочных аппаратов в том, что они намного легче обычных сварочных аппаратов и работают очень безопасно.
В отличие от обычных сварочных аппаратов в среде защитного газа, для запуска которых требуется дополнительный трансформатор, инверторным сварочным аппаратам он не нужен, поскольку тяжелый трансформатор заменен на полупроводниковую технологию, а управление осуществляется с помощью небольшого потенциометра, который управляет электроникой инверторного сварочного аппарата.
Инверторные сварочные аппараты работают на постоянном токе, преимущество которого заключается в более медленном плавлении материалов с большей мощностью, несмотря на ту же силу тока.
Сварка постоянным током
Поскольку инверторные сварочные аппараты работают на постоянном токе, можно сваривать все типы электродов. Благодаря электронному регулированию сварочного тока инверторные сварочные аппараты также обеспечивают лучшие сварочные свойства и могут использоваться для многих металлов. Благодаря своей компактной конструкции и небольшому весу инверторные сварочные аппараты в основном используются на строительных площадках и в коммерческих целях, поскольку они обеспечивают большую мощность при меньшем весе.
Простота транспортировки
В отличие от обычных аппаратов для сварки MIG, MAG и TIG инверторные сварочные аппараты дороже в покупке, но их гораздо проще транспортировать.Кроме того, эффективность инверторных сварочных аппаратов выше, чем у других источников сварочного тока.
Различные специальные функции благодаря последним техническим инновациям
Как работает инверторный сварочный аппарат?
Благодаря более высокой рабочей частоте инверторных сварочных аппаратов высокодинамичные сварочные процессы могут регулироваться гораздо точнее, благодаря чему могут быть реализованы различные комфортные функции, такие как функция горячего старта, которая предотвращает прилипание стержневого электрода за счет короткого замыкания. термоналожение сварочного тока и более быстрый прогрев начала сварочного шва, или функция антипригара.
При котором система выдает максимальный ток незадолго до короткого замыкания, что предотвращает отжиг или прилипание электрода. Кроме того, инверторный сварочный аппарат может использоваться для электронного регулирования дуги, так что установленное значение тока автоматически непрерывно увеличивается, как только дуга укорачивается.
Это позволяет поддерживать длину дуги почти постоянной.
Принцип работы инверторного сварочного аппарата — Знания
19 июля 2019 г.

Инверторный сварочный аппарат — это новый тип источника сварочного тока, который производится инвертором.Это (50 Гц) переменный ток промышленной частоты, сначала через выпрямитель и фильтр в выпрямитель постоянного тока, снова через мощные электронные компоненты переключателя (тиристор SCR, GTR, полевой транзистор MOSFET и IGBT), инвертор в несколько кГц ~ кГц частоты переменный ток (ac), в то же время с помощью трансформатора до десятков вольт, подходящий для сварочного выпрямителя и фильтра реактивного сопротивления, снова довольно плавный сварочный ток постоянного тока.
Порядок преобразования можно просто выразить следующим образом:
Переменный ток промышленной частоты (путем выпрямления и фильтрации) → постоянный ток (путем инвертирования) → переменный ток средней частоты (понижающий, выпрямление и фильтрация) → постоянный ток.
Как: переменный ток в постоянный, переменный и постоянный.
Из-за высокой частоты переменного тока после понижающего инвертора индуктивное сопротивление велико, и активная мощность в сварочном контуре будет значительно снижена. Значит, надо еще раз исправить. Это широко используемый механизм инверторного сварочного аппарата.
Значит, надо еще раз исправить. Это широко используемый механизм инверторного сварочного аппарата.
Характеристика мощности инвертора: основной характеристикой инвертора для дуговой сварки является высокая рабочая частота, что дает множество преимуществ. Поскольку трансформатор представляет собой либо первичную, либо вторичную обмотку, его потенциал E находится в следующей зависимости от частоты тока f, плотности магнитного потока B, площади поперечного сечения сердечника S и витков обмотки W: E=4.44fBSW
А напряжение на выводах U обмотки примерно равно E, а именно:
U материал fBSW E = 4,44
При определении U и B при увеличении f уменьшается S и уменьшается W. Таким образом, вес и объем трансформатора могут быть значительно уменьшены. Вес и объем всей машины можно значительно уменьшить. Кроме того, улучшение частоты и других факторов принесли много преимуществ. По сравнению с традиционным источником питания для дуговой сварки его основные характеристики следующие:
1. Небольшой объем, легкий вес, экономия материала, удобство переноски и перемещения.
Небольшой объем, легкий вес, экономия материала, удобство переноски и перемещения.
2. Высокая эффективность и энергосбережение, эффективность может достигать 80%~90%, что на 1/3 больше, чем у традиционного сварочного аппарата.
3. Хорошие динамические характеристики, легкое зажигание дуги, стабильная дуга, красивое формирование сварного шва и небольшое разбрызгивание.
4. Подходит для объединения с роботами для создания автоматизированной производственной системы сварки.
5. Может использоваться в одной машине, выполнять различные процессы сварки и резки.
Какой размер генератора для сварки? (Как рассчитать)
Генератор какого размера мне нужен для работы сварочного аппарата?
Меня часто об этом спрашивают.
Есть веские причины, почему это имеет смысл.
- Вам нужно отремонтировать ворота, которые находятся недостаточно близко к бытовой электросети
- Грузовик друга сломался на дороге
- Вы хотите построить теплицу в своем саду
Но если он слишком мал, вы можете повредить или убить свой дорогой сварочный аппарат.
Слишком большой и может стоить слишком дорого, его трудно передвигать, и он может занимать слишком много места.
Как определить размер генератора для вашего сварочного аппарата
Этот вопрос обычно принимает одну из следующих форм, например:
- Генератор какого размера мне нужен для сварочного аппарата на 180 А?
- Будет ли работать сварочный аппарат от генератора на 7000 ватт?
- Насколько большой сварочный аппарат вы можете запустить с генератором размера X?
На самом деле это одни и те же вопросы.Вы просто с разных точек зрения спрашиваете.
Вот как ты это делаешь
Генераторы, как и сварочные аппараты, бывают разных размеров. Доступно множество функций и опций. И вам нужно будет решить, хотите ли вы выходное напряжение 120 вольт, 240 вольт или и то, и другое.
Самое сложное, на что следует обратить внимание, это то, что генераторы рассчитаны на суммарную выходную мощность в ВАТТАХ, а сварочные аппараты рассчитаны на выходную АМПЕРУ.
Это означает, что вам нужно выяснить, сколько ватт требуется сварочному аппарату для получения номинального тока.
Сколько ватт потребляет ваш сварочный аппарат?
Существует очень простое математическое уравнение для перемещения между вольтами, амперами и ваттами:
Вольт x Ампер = Вт
Вольт : Техническое определение — «измерение разности электрических потенциалов между двумя точками».
Думайте о вольтах так же, как о давлении воды. Это доступный «толчок», который запускает электричество.
Ампер : Амперы — это способ измерения электрического тока.
Продолжая нашу аналогию с водоснабжением, думайте об амперах как о скорости потока в трубах, быстром или медленном.
Ватт : Ватт измеряет тепловую энергию. Когда электроны проходят через цепь, трение создает тепло, измеряемое в ваттах.
Итак, вам нужно напряжение, которое использует сварочный аппарат, умноженное на входной ток сварочного аппарата.
Определите входную мощность вашего сварочного аппарата
Шаг 1: Найдите уровни мощности и тока
Во-первых, вам нужно знать, какая мощность и ток необходимы вашему сварочному аппарату.Обычно эту информацию можно найти в руководстве.
Вот пример из руководства к PrimeWeld Stick 160.
Пример того, как определить уровни мощности и тока вашего сварочного аппаратаПосмотрите на «Напряжение питания (В)». Это ваше входное напряжение.
Важно использовать «плюс 15 процентов» для расчетов, чтобы убедиться, что ваш портативный генератор достаточно велик для ваших нужд.
110 вольт + 15% = 126,5 вольт
220 вольт + 15% = 253 вольта
Шаг 2: Расчет входного тока
Во-вторых, вам нужен «Входной ток (А)».
Максимальный входной ток на стороне 110 вольт составляет 46,3 ампера.
Теперь вы можете посчитать:
126,5 вольт x 46,3 ампер = 5 856,95 ватт , число «рабочих ватт». Но вам все равно нужно добавить хороший запас прочности для «стартовых ватт». Рекомендуется использовать дополнительные 30 процентов.
Но вам все равно нужно добавить хороший запас прочности для «стартовых ватт». Рекомендуется использовать дополнительные 30 процентов.
Давайте проверим номера на 220 вольт.
Входной ток на стороне 220 составляет 32,9 ампера.
253 вольта x 32,9 ампера = 8323,7 ватт для вашей рабочей нагрузки на стороне 220.Как всегда, добавьте 30-процентный запас прочности, чтобы обеспечить достаточную пусковую мощность для вашей машины. Я расскажу об этих 30 процентах через минуту.
Если вы хотите, чтобы этот сварочный аппарат работал только в режиме 110 вольт, вам понадобится генератор мощностью 6000 Вт (6 кВт), ПЛЮС 30 процентов для запуска и скачков нагрузки (еще 2 кВт), то есть вам нужен сварочный аппарат. генератор мощностью 6000 Вт в рабочем режиме и 8000 Вт в пиковой нагрузке.
Для беспрепятственной работы сварочного аппарата с полной мощностью на стороне 220 В вам потребуется 8 500 рабочих ватт и 11 000 пиковых ватт.
Возможно, у вас нет доступа к руководству. Что тогда?
Что тогда?
Каждый электроинструмент и электроприбор имеет информационную этикетку, на которой указана его электрическая информация. Обычно он находится на задней панели сварочного аппарата или внутри корпуса.
Потребляемая мощность вашего сварочного аппарата будет указана на этой этикетке. Вот пример из Titanium MIG 140, машины, которая потребляет 120 вольт. Обратите внимание, что на этикетке также есть информация о MIG 170 из той же серии, машине, которая питается от 120 или 240 вольт.
Еще раз проверяя спецификации, здесь есть числа для «Токового входа». С этой маркировкой легче работать, чем с некоторыми другими, потому что она дает как входное напряжение, так и входной ток, необходимые сварщику.
Легко вычислить, какая мощность в ваттах вам нужна от генератора для вашего сварочного аппарата. Для версии на 140 ампер умножьте:
Вход 120 В x 23 А = 2760 Вт
Однако это только БАЗОВЫЙ номер. Электроинструментам свойственно потреблять гораздо больше энергии для запуска, чем требуется для поддержания их работы.
Производители генераторов советуют добавлять до 30 процентов к рабочим ваттам для учета пусковых устройств.
2760 Вт x 0,30 = 828 Вт
Добавьте этот 30-процентный запас прочности к базовому рабочему значению в 2760 Вт:
2760 + 828 = 3588
Это составляет 3600 Вт. Этому сварочному аппарату потребуется генератор мощностью 2800 Вт с пиковой мощностью 3600 Вт.
Заметки на вынос:
- НЕ ЗАБЫВАЙТЕ , чтобы добавить заданный допуск, как в нашем примере было плюс-минус 15 процентов.ВСЕГДА ДОБАВЛЯЙТЕ ДОПУСК.
- НЕ ЗАБУДЬТЕ ДОБАВИТЬ 30 процентов от общей мощности, чтобы покрыть начальный импульс. Исключением из этого правила является использование значения, известного как «I1max». Дополнительную информацию см. в следующем разделе.
Входные значения также могут иметь другие имена
Иногда существует несколько различных типов электрических характеристик. У вас может не быть номинала на этикетке, который конкретно называется «входное напряжение» или «входной ток», но для них есть другие названия.
У вас может не быть номинала на этикетке, который конкретно называется «входное напряжение» или «входной ток», но для них есть другие названия.
Однако не стоит путать. Вместо этого проверьте значения с этими именами:
Входное напряжение
- Максимальная мощность
- Максимальное напряжение
- В макс. или Vмакс.
- Uмакс или Uмакс
- U1макс
Входной ток
- Максимальная сила тока
- Максимальный ток
- А макс.
- I макс
- I1max
Обратите внимание, что вариант 5 в обоих случаях имеет обозначение 1max. Это имя конкретно указывает на основную входную мощность.
I2 или I2max означает выходную мощность.
Номинал I1max уже настроен на импульсную или пусковую мощность. Если вы рассчитываете с помощью I1max, у вас уже есть максимальная стартовая мощность БЕЗ необходимости добавлять 30 процентов.
Еще одна единица, которую вы иногда видите на генераторе для сварщиков, — это киловольт-ампер или кВА.
Для этого устройства 1000 вольт x 1 ампер = 1 кВА , то же, что 1 киловатт (кВт).
Помните: Вольты x Амперы = Ватты
Поскольку 1 кВА = 1 кВт , генератор, производящий 6 кВА пиковой мощности, также рассчитан на 6 кВт.
Различия в источниках питания между инверторами и трансформаторами
Одним из важных вариантов выбора является то, питается ли ваш сварочный аппарат от трансформатора или является инверторным сварочным аппаратом. Это важно, потому что у генераторов для сварщиков есть качество, называемое «грязной мощностью».
«Грязная мощность» означает небольшие и повторяющиеся колебания уровня мощности при работе двигателя.
Эти колебания мощности называются «гармоническими искажениями» и измеряются в единицах полного гармонического искажения или THD.Он представлен в процентах, например, «5 процентов THD».
Сварочные аппараты с питанием от трансформатора прощают грязную энергию от генератора. Почти любой современный генератор может привести в действие сварочный аппарат с трансформаторным питанием.
Почти любой современный генератор может привести в действие сварочный аппарат с трансформаторным питанием.
Проблема связана с машинами с инверторным питанием. Обычно называемые сварочными аппаратами IGBT и MOSFET, они имеют проблемы с грязным питанием, поскольку их схемы управления легко повреждаются гармоническими искажениями в источнике питания.
Не вдаваясь в технические подробности, отметим, что в этих конструкциях используются конденсаторы для фильтрации искажений и сглаживания напряжения питания.Еще одним преимуществом инверторной мощности является то, что сам сварочный аппарат может быть легче.
Многие современные генераторы имеют инверторные фильтры, что делает их безопасными для сварщиков, работающих от инвертора.
Если у вас есть сварочный аппарат с трансформаторным питанием, THD не является проблемой, но если вы хотите запустить компьютер, что-либо цифровое, сварочный аппарат с IGBT или MOSFET, вам необходимо, чтобы THD был ниже 6 процентов.
Другие факторы, влияющие на ваш выбор
Проблемы высокогорья
На больших высотах меньше кислорода.Бензиновые, дизельные и пропановые двигатели работают менее эффективно, производя меньшую мощность. Ваш сварочный генератор будет производить меньше энергии на больших высотах, чем на уровне моря. Производители генераторов советуют планировать потери мощности в размере 3,5% на каждые 1000 футов подъема.
В зависимости от высоты он может быть едва заметен, или его мощность может быть намного меньше. Производители генераторов предлагают в помощь высотные комплекты.
Дополнительные инструменты и оборудование
Если вам нужно использовать дополнительные инструменты, такие как пилы, шлифовальные машины, дрели и т.п., вам необходимо добавить к мощности как минимум еще 2000 Вт, поскольку для работы многих шлифовальных машин и сабельных пил требуется до 1800 Вт.
Также обратите внимание на вентиляторы, обогреватели и освещение. На самом деле может быть дешевле купить меньший генератор для этих принадлежностей, чем один большой, чтобы работать как со сварочным аппаратом, так и с дополнительными инструментами.
Вот неполный список распространенных устройств и их потребляемая мощность:
| Прибор | Рабочие Вт | Пусковая мощность |
|---|---|---|
| Кофеварка | 1750 | 0 |
| Микроволновая печь 625 Вт | 625 | 800 |
| Одиночная лампа CFL мощностью 60 Вт, эквивалентная | 15 | 0 |
| Радио | 50-200 | 0 |
| Комнатный кондиционер: 10 000 БТЕ | 1500 | 2200 |
| Мелкая бытовая техника | 200 | 1700 |
| 8 дюймов.Настольный шлифовальный станок | 1400 | 2500 |
| Мойка высокого давления: 1 л.с. | 1200 | 3600 |
| 7-1/4 дюйма. Циркулярная пила | 1400 | 2300 |
Электрическая цепная пила: 14 дюймов. Бар, 2 л. с. с. | 1100 | 0 |
| 10 дюймов. Настольная пила | 1800 | 4500 |
| Сверло: 3/8 дюйма, 4 А | 440 | 600 |
| Сверло: 1/2 дюйма., 5,4 Ампер | 600 | 900 |
| Переносной обогреватель (керосин, дизельное топливо): 90 000 БТЕ | 500 | 725 |
| Зарядное устройство: 60 А с усилителем 250 А | 1500/5750 | 0 |
| Ноутбук | 65 | 0 |
| Компьютерный ЖК-монитор | 25 | 0 |
| Струйный принтер | 15 | 0 |
| Планшет | 12 | 0 |
| Зарядное устройство для сотового телефона | 10 | 0 |
Сколько времени работы?
Это время, в течение которого генератор может работать на полную мощность с полным баком топлива. Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают.
Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают.
Шум
Генераторы громкие, хотя обычно не такие громкие, как некоторые инструменты и транспортные средства. Также следует учитывать выхлопные газы, поскольку существует опасность угарного газа. Вы не можете безопасно поместить генератор внутрь, и на всех них есть этикетки, предупреждающие вас не делать этого.
Вы должны убедиться, что он хорошо проветривается, защищен от столкновений или падающих предметов, шнуры могут безопасно достигать рабочей зоны, а шум не будет проблемой там, где он находится.
Проверьте его уровень громкости в дБ, чтобы узнать, насколько он громкий. Все, что выше 90 дБ, вредно для слуха. 120 децибел и выше эквивалентны буквально оглушающим звукам, таким как дрэг-рейсеры, артиллерия, реактивный самолет и охотничьи ружья.
Размещение
В этой таблице приведены некоторые рекомендации национальных производителей электрооборудования (NEMA) по длине удлинительного шнура. По возможности подключайте устройства непосредственно к генератору.
По возможности подключайте устройства непосредственно к генератору.
Ваша кофеварка может варить кофе, пока вы не сделаете перерыв, затем вы сможете налить чашку, как только подойдете и выключите генератор.
| Общая мощность | Шнур 10 калибра | Шнур 12 калибра | Шнур 14 калибра | Шнур 16 калибра |
|---|---|---|---|---|
| 2400 | 250 футов | 150 футов | 100 футов | 75 футов |
| 4 800 | 125 футов | 75 футов | 50 футов | 25 футов |
| 7 200 | 60 футов | 35 футов | 25 футов | 10 футов |
| 9 600 | 30 футов | 15 футов | 10 футов | 0 |
| 12 000 | 15 футов | 0 | 0 | 0 |
Генераторы с рабочей мощностью 4 кВт и более могут легко весить более двухсот фунтов. Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.
Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.
Связанные : Провода какого размера для удлинителей сварочного аппарата?
Таблица размеров генератора для сварщиковВот краткая справочная таблица, которую я составил, чтобы дать вам представление о том, какой размер генератора вам нужен, в зависимости от текущего уровня вашего сварщика.
| Текущий уровень сварщика | Минимальный размер генератора | Рекомендуемый размер генератора |
|---|---|---|
| До 160 А | 7кВА 0р 7000 Вт | 8000+ Вт |
| 180–200 А | 8 кВА или 8000 Вт | 10 000+ Вт |
| 210-250А | 13 кВА или 13 000 Вт | 15 000+ ватт |
Лучшие генераторы для сварщиков
Я иду сюда с прочными портативными генераторами.
Вы не хотите, чтобы ваш генератор работал слишком усердно, работая на полную мощность. На вашей новой силовой установке легче, если она не тяжело дышит, чтобы выполнить работу.
Более чистая и стабильная мощность, меньший износ и более длительный срок службы — это вознаграждение за небольшие дополнительные инвестиции.
По этой причине я бы не опускался ниже 7000 ватт.
| Модель | Чемпион 9375 | ДуроМакс XP12000EH | Силовая лошадка 9000ES |
|---|---|---|---|
| Рабочие Вт | 7 500 | 9 500 | 7 250 |
| Пусковая мощность | 9 375 | 12 000 | 9000 |
| Вес | 224 фунта | 224 фунта | 209 фунтов |
| Двигатель | Чемпион 420cc | DuroMax 18 л.с. | 520 дирхамов 12.2 л. с. с. |
| IGBT-безопасный | Нет (8-16% THD) | Нет (12 % THD) | Да |
| Розетки | – 120/240В 30А с замком (L14-30R) – (2) УЗО 120В (5-20R), – 120/240В 50А (14-50R) | – (2) бытовых розетки 120 В GFCI – (1) розетка 120 В 30 А с поворотным замком – (1) розетка 240 В 30 А – (1) розетка 240 В 50 А | – (4) 5-20R 120В-20А, – (1) L5-30R 120В-30А с замком, – (1) L14-30R 120/240В-30А с замком – (1) 12В пост. тока |
| Время работы | 8 часов при 1/2 нагрузки | 9 часов при 1/2 нагрузки 5 часов.при полной нагрузке | 9,6 часов при 1/2 нагрузки 5,7 часов при полной нагрузке |
| Уровень шума | 74 дБ | 74 дБ | 98 дБ |
| Дополнительно | Электростартер, комплект колес, счетчик моточасов | Электрический стартер, двухтопливный, комплект колес, зарядное устройство 12 В | Электростарт, двухтопливный, комплект колес, отсечка при низком уровне масла |
| Где купить | Северный инструмент | Амазонка | Северный инструмент |
Лучшие инверторные генераторы для сварщиков
Инверторный генератор специально разработан для питания чувствительного оборудования, такого как цифровые устройства, компьютеры и сварочные аппараты IGBT/MOSFET.
Если в вашем магазине есть что-то, вы никогда не должны быть дешевыми; это ваш инверторный генератор. Наберитесь терпения и накопите на следующий больший размер.
«Я действительно хотел бы иметь меньше силы. Это было бы прекрасно!»
Никто никогда не говорил.
| Модель | PowerHorse 7500i | Цифровой гибрид Champion 8750 | Briggs & Stratton ELITE8000 |
|---|---|---|---|
| Рабочие Вт | 6 500 | 7000 | 8 000 |
| Пиковая мощность | 7 500 | 8 750 | 10 000 |
| Вес | 333 фунта | 155.4 фунта | 224 фунта |
| Двигатель | PowerHorse 420cc | Чемпион 420cc | Бриггс энд Страттон 420cc |
| IGBT-безопасный | Да (КНИ 1,5 %) | Да (≤ 3% THD) | Да (3-6% THD) |
| Розетки | – (4) 20А 120В GFCI, – (1) 50А 120/240В 14-50R, – (1) 30А 120/240В L14-30R, – (1) 30А 120В L5-30R, – (2 ) USB | – (1) розетка 120/240 В 30 А с замком (L14-30R) – (4) бытовая розетка 120 В 20 А с защитой GFCI (5-20R) – 12 В пост.  тока автомобильная тока автомобильная | – (4) бытовые розетки GFCI 120 В, – (1) розетки 120/240 В 30 А с замком |
| Время работы | 16 часов.при 1/4 нагрузки | 10,5 часов | 9 часов. при 1/2 нагрузки |
| Уровень шума | 55 дБ | 72 дБ | Нет рейтинга |
| Дополнительно | Электростартер, комплект колес, отсечка при низком уровне масла, цифровая система мониторинга, зарядка через USB, подключение к другому генератору | Электрический стартер, комплект колес, легкий и компактный | Электростартер, комплект колес, счетчик моточасов, Bluetooth InfoHub, монитор CO/отключение |
| Где купить | Северный инструмент (бесплатная доставка) | Амазонка | Амазонка |
Часто задаваемые вопросы о генераторах для сварщиков
Будет ли работать сварочный аппарат от генератора на 3000 Вт?
В примере с титаном мы обнаружили, что он может потреблять 140 ампер при мощности 2800 Вт. Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.
Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.
Будет ли работать сварочный аппарат от генератора на 5000 Вт?
Вы можете запустить до 180-200 ампер на 240-вольтовом генераторе, рассчитанном на 5000 рабочих ватт и 6000 начальных ватт, но он будет проводить много времени на высоких оборотах. Генератор с пиковой мощностью 5000 ватт будет ограничен сварочным аппаратом на 120 вольт на 140 ампер при работе на полную мощность.
Какой размер генератора для сварочного аппарата 220 В?
Недостаточно информации для ответа на этот вопрос. Вам нужно знать входную мощность сварочного аппарата на 220 В, чтобы определить необходимый вам размер генератора.
Входное напряжение x Входной ток = Входная мощность Вт
Помимо того, что он подключается к сети 220 вольт, вам также необходимо знать входной ТОК для этого сварочного аппарата.
Например, если в руководстве или на этикетке указано, что сварочному аппарату требуется входной ток 32 ампера, вам нужен генератор мощностью 7040 рабочих ватт и 9100 пиковых ватт.
Можно ли запустить сварочный аппарат на генераторе?
Короткий ответ: да, если выходная мощность генератора соответствует потребностям вашего сварочного аппарата.
Завершение: Освободись и замкнись снаружи
Каждый мастер и сварщик достигает момента, когда для дальнейшего совершенствования навыков требуются новые серьезные вызовы. Сварка на открытом воздухе или изолированная сварка может быть именно тем, что вам нужно.
Пора выйти из мастерской на свежий воздух со своим сварщиком.Эти генераторы предлагают способы расширить ваши возможности по ремонту и изготовлению таким образом, который просто невозможен в противном случае.
Связанное чтение : Лучший сварочный аппарат с приводом от двигателя
Ресурсы
https://www. northerntool.com/shop/tools/buyers-guides_generators
northerntool.com/shop/tools/buyers-guides_generators
http://blog.hondaawnparts.com/modifying-your-honda-engine-for-high-altitude-use/
https://docs.google.com/viewer?url=https%3A%2F%2Fcsda.org%2Fwp-content%2Fuploads%2F2019%2F10%2FCSDA_BP021_Extension_Cords.пдф
http://help.championpowerequipment.com/article/dgn7qk3fzz-total-harmonic-distortion
Дайте нам знать, если вам понравился пост, чтобы его можно было улучшить.
Источник питания инвертора
Преимуществ инверторных сварочных аппаратов перед традиционными трансформаторами-выпрямителями много. Инверторы более портативны и имеют меньший вес, что облегчает их перемещение по рабочей площадке. Кроме того, инверторы обеспечивают возможность высококачественной многопроцессной сварки, так что одна машина может выполнять дуговую сварку, MIG, TIG, FCAW, дуговую строжку и даже импульсную сварку.И что еще более важно, в инверторах используется технология управления формой волны Lincoln™, обеспечивающая больший контроль над параметрами дуги и автоматическую точную настройку дуги для создания наилучшего возможного сварного шва, контролируя такие проблемы, как прожоги.
Но знаете ли вы, что использование инвертора также может сэкономить ваши деньги на затратах на электроэнергию по сравнению с источником питания традиционного типа? Каждый год в США потребляется электроэнергия на сумму около 15 миллионов долларов, а во всем мире на сварку — 99 миллионов долларов. Чтобы повысить эффективность и сократить расходы вашей компании на электроэнергию, связанную со сваркой, привлекательным вариантом является инвертор.Фактически, благодаря своей эффективности эти машины могут обеспечить существенную экономию затрат на коммунальные услуги.
Но как переход на инвертор может снизить потребление энергии? В конструкции инверторных сварочных аппаратов, таких как Invertec® V350 Pro от Lincoln, сердечники трансформаторов, обмотки трансформаторов и силовые электронные переключающие компоненты тщательно подбираются для минимизации рабочих потерь. Вот еще несколько причин, по которым инверторы экономят энергию:
Повышение эффективности трансформатора достигается за счет использования ферритовых сердечников в силовом трансформаторе инвертора.
Это снижает потери тока, что приводит к снижению токов покоя в проводниках питания Катушки инверторного трансформатора физически меньше обычных трансформаторов. Катушка меньшего размера означает меньшее количество намотки проволоки вокруг сердечника — меньше проволоки
означает меньшие потери и большую эффективностьСиловые электронные компоненты инвертора были тщательно разработаны для снижения потерь и увеличения срока службы
Во многих инверторах, таких как Invertec V350 Pro от Lincoln, используется медный проводник.Медь имеет более высокую тепло- и электропроводность по сравнению с алюминием
, что минимизирует потери и максимизирует эффективностьИнверторы, работающие на более высоких частотах, чем обычные сварочные аппараты, требуют меньшей выходной индуктивности для плавной работы. Энергия, необходимая для сварки стержнем или для сварки шаровыми электродами, накапливается в конденсаторах, позволяющих использовать дроссели меньшего размера
Компактная конструкция и относительно небольшие физические размеры инверторного сварочного аппарата означают более короткие провода и кабели (или даже прямые соединения) между силовыми компонентами
. Более короткие пути тока обеспечивают более низкое сопротивление и лучшую эффективность Поскольку инвертор по своей природе имеет низкие потери, требуются охлаждающие вентиляторы меньшего размера. Это означает, что для перемещения охлаждающего воздуха требуется меньше энергии и, опять же, большая эффективность
Меньший размер компонентов внутри инверторной машины приводит к меньшему рассеиванию тепла и, опять же, большей эффективности
 Это снижает потери тока, что приводит к снижению токов покоя в проводниках питания
Это снижает потери тока, что приводит к снижению токов покоя в проводниках питания  Более короткие пути тока обеспечивают более низкое сопротивление и лучшую эффективность
Более короткие пути тока обеспечивают более низкое сопротивление и лучшую эффективность
Как рассчитать, насколько инвертор может сэкономить ваши деньги по сравнению с традиционным трансформатором-выпрямителем, и какой инвертор лучше всего подходит для обеспечения энергоэффективности? Используйте рабочий лист ниже, чтобы сделать эту оценку.
Шаг № 1. Расчет выходной мощности
Сначала посмотрите на свою машину, чтобы определить выходное напряжение (Vout), которое на вашей машине выражается в вольтах. В нашем примере это 32В. Затем умножьте это на выходной ток (Iout), указанный на вашей машине в амперах. В этом случае ампер указан как 300.
Затем умножьте это на выходной ток (Iout), указанный на вашей машине в амперах. В этом случае ампер указан как 300.
Vout x Iout = выходная мощность (Wout) в ваттах
32 В x 300 ампер = 9600 Вт ИЛИ 9,6 кВт (1000 Вт = 1 кВт)
Шаг 2. Рассчитайте входную мощность
Теперь возьмите выходную мощность (кВт) и разделите на эффективность (Eff).Эффективность указана производителем машины. Рассчитав это, вы получите входную мощность в киловаттах.
кВтout ÷ Eff = потребляемая мощность в киловаттах (KWin)
9,6 кВт ÷ 88,2% (или 0,882) = 10,88 кВт
Шаг № 3 — Расчет эксплуатационных расходов во время сварки
A) Далее вы рассчитаете киловатт-часы, использованные за один день (кВтч2/день), взяв входную мощность, рассчитанную в шаге № 2 (кВт), умножив на количество часов в день работы машины (для нашего примера предположим, что сварка выполняется четыре часа в день.)
KWin x #Hrs/Day = киловатт-часы, использованные за один день (KWh2/day)
10,88 кВт x 4 часа. = 43,52 кВтч/день
= 43,52 кВтч/день
B) Теперь возьмите рассчитанную потребляемую мощность (кВт), умножьте ее на количество часов в день, в течение которых работает машина, и умножьте ее на цену за кВт-час мощности. Примечание. Цена на электроэнергию рассчитана на уровне 0,12578 доллара США, что является средним показателем по отрасли.
KWin x #Hrs/Day x Цена за KWhs ($/KWh) = Ежедневные эксплуатационные расходы Сварка
10,88 x 4 x 0 $.12578 = 5,47 доллара
Шаг № 4 — Рассчитайте эксплуатационные расходы во время простоя
A) Теперь вы рассчитаете дневное потребление в режиме простоя (кВтч3). Для этого нужно умножить входную мощность (KWIdle) на количество часов простоя в день. (Мы предполагаем, что при восьмичасовом рабочем дне, если сварка выполняется четыре часа, то и простоев будет четыре.)
KWIdle x Idle Hrs. = Потребление в режиме простоя в день (кВтч3)
0,4 кВт x 4 часа. = 1,6 кВт·ч
B) Теперь возьмем входную мощность в режиме ожидания (KWIdle), которая указана на силовом трансформаторе в ваттах — в данном случае 400 ватт (или 0. 4 кВт) — умножить на часы простоя x цену за киловатт-час мощности.
4 кВт) — умножить на часы простоя x цену за киловатт-час мощности.
KWidle x IdleHrs x Цена за кВт·ч = ежедневные эксплуатационные расходы Простой
0,4 кВт x 4 часа. х 0,12578 долл. США = 0,20 долл. США
Этап № 5 – Рассчитайте общие эксплуатационные расходы
Теперь возьмите ежедневные эксплуатационные расходы на сварку, рассчитанные на этапе № 3, и добавьте ежедневные эксплуатационные расходы в режиме простоя из шага № 4 выше, что равно ежедневным эксплуатационным расходам в долларах.
Ежедневные эксплуатационные расходы + Ежедневные эксплуатационные расходы Простой = Ежедневные эксплуатационные расходы (всего $/день)
5 долларов США.47 + 0,20 долл. США = 5,67 долл. США
Сравнивая это число с традиционным трансформатором-выпрямителем или инвертором другого конкурента, вы можете легко определить, какая машина обеспечит экономию средств.
Инвертор с прейскурантной ценой 3200 долларов США и КПД 87 процентов по сравнению с традиционным трансформаторным выпрямителем, который имеет прейскурантную цену 2800 долларов США и КПД 67 процентов, сэкономит примерно 300 долларов США на коммунальных расходах в год. Тогда окупаемость разницы в цене составит от одного до полутора лет.
Тогда окупаемость разницы в цене составит от одного до полутора лет.
Руководство по горячему пуску, форсировке дуги и антиприлипанию при сварке электродом
Технологии сварки совершенствуются, и все больше инверторных аппаратов для электродуговой сварки оснащаются функциями горячего старта, форсажа дуги и антиприлипания. Эти функции полезны как для начинающих, так и для более опытных сварщиков.
В этой статье рассказывается о каждом из них и о том, как они помогают сделать электродуговую сварку (SMAW) более удобной и продуктивной.
Содержание
Сила дуги и управление горячим пуском на аппарате для сварки электродомЧто такое горячий пуск в сварке?
Горячий пуск — это функция, которая кратковременно увеличивает силу тока при поджигании дуги.Более высокая сила тока помогает легче зажечь дугу без прилипания электрода к основному металлу. Горячий старт также помогает быстро нагреть основной металл для достижения глубокого проникновения в начальной точке валика.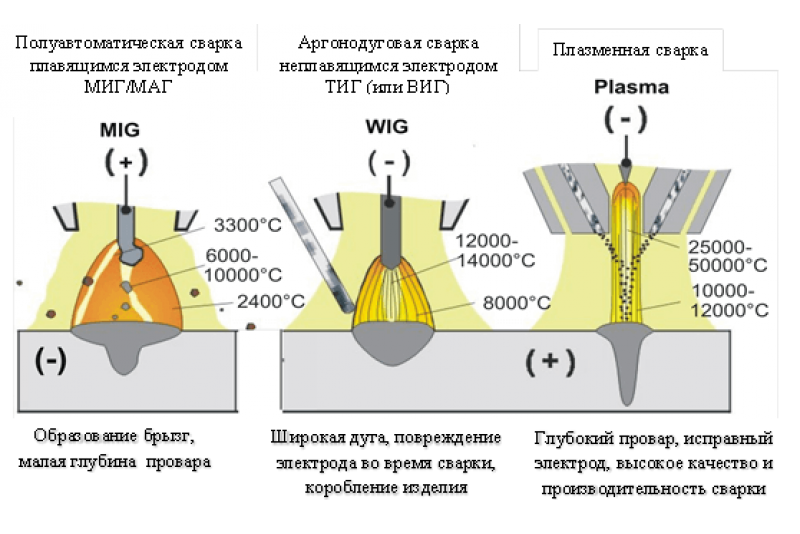
При зажигании дуги возникают трудности с поджигом дуги, заеданием стержня и малым проплавлением. Это происходит потому, что электрод и основной металл имеют низкие температуры.
Эти проблемы «холодного пуска» более заметны при первом зажигании дуги, потому что все находится при комнатной температуре.
Без горячего старта для достижения тех же результатов необходимо использовать специальные манипуляции с электродом (или стержнем).
Некоторые другие случаи, когда помогает горячий старт
Горячий старт помогает при сварке электродами, которые трудно запустить, например электродом E7018 с низким содержанием водорода.
Когда стержни остаются незащищенными, а на поток влияет влажность воздуха. Когда флюс имеет избыточную влажность, зажечь дугу немного сложнее. Загрязнение влагой более критично для стержней с низким содержанием водорода, особенно если они не хранились в печи для сварки стержней.
Горячий старт также помогает, когда основной металл не очень чистый. Поверхности измельчают окалину или ржавчину, сопротивляются электричеству, а также делают лужу менее жидкой.
Поверхности измельчают окалину или ржавчину, сопротивляются электричеству, а также делают лужу менее жидкой.
Как использовать горячий старт?
На большинстве сварочных аппаратов с ЖК-экранами горячий старт устанавливается в процентах от силы тока, которую вы хотите сварить.
- Первоначально установите этот процент равным 120% или согласно предложению сварщика по умолчанию, если таковое имеется. Некоторые сварщики могут иметь диапазон от 0 до 10. Если это так, установите значение 2.
- Некоторые, но не все аппараты для сварки электродом, имеют продолжительность горячего старта, установите его на 0.5 секунд.
- Протестируйте эти настройки на подобном металлоломе и при необходимости откорректируйте их.
Когда настройки будут удовлетворительными, и вы сможете зажечь дугу без особых усилий, приступайте к сварке вашего проекта.
Что такое сила дуги или углубление при сварке?
Форсирование или углубление дуги — это функция, которая определяет падение напряжения дуги, вызванное сокращением длины дуги. Сила дуги компенсирует падение напряжения за счет увеличения силы тока. Повышенная сила тока гарантирует, что тепло останется прежним и что электрод не прилипнет к основному металлу.
Сила дуги компенсирует падение напряжения за счет увеличения силы тока. Повышенная сила тока гарантирует, что тепло останется прежним и что электрод не прилипнет к основному металлу.
При сварке электродом очень важно постоянно поддерживать постоянную длину дуги. Длина дуги не должна превышать диаметр стержня.
Однако поддерживать постоянную длину дуги непросто. Новому сварщику может не хватать опыта, чтобы держать дугу короткой длины, или у него могут быть неустойчивые руки.
Если длина дуги по какой-либо причине сокращается, напряжение дуги также уменьшается, но сила тока остается практически неизменной. По этой характеристике источник питания для электродуговой сварки называется постоянным током (СС).
Несмотря на это, сила тока остается примерно такой же, как и тепло лужи (вольт*ампер).
В результате дуга гаснет, а электрод прилипает к основному металлу, вызывая фрустрацию.
Прилипание стержня является одной из наиболее распространенных проблем при сварке электродом, и многие из них, откуда и произошло его название.
Сила дуги определяет сокращение длины дуги и увеличивает силу тока, чтобы поддерживать достаточно высокий нагрев для поддержания дуги и предотвращения залипания стержня.
Некоторые сварщики могут упоминать силу дуги как копание или управление дугой.
Некоторые другие случаи, когда сила дуги помогает
Сила дуги особенно полезна при сварке в вертикальном положении и над головой, когда поддержание короткой дуги еще более важно.
Электроды с избыточной влажностью или небольшими трещинами во флюсе имеют тенденцию прилипать. Сила дуги обеспечивает более сильную дугу и помогает, если вы хотите сваривать с помощью этих стержней.
Как использовать силу дуги?
В зависимости от аппарата для электродуговой сварки сила дуги устанавливается в процентах или в диапазоне от 0 до 10.Чем выше вы установите его, тем интенсивнее будет эффект.
Целлюлозные стержни, такие как E6010, работают лучше при более высоком значении силы дуги 60% или более. Высокое значение силы дуги создает агрессивную дугу, также называемую резкой дугой.
Высокое значение силы дуги создает агрессивную дугу, также называемую резкой дугой.
Стержни с низким содержанием водорода, такие как E7018, лучше работают при более низком значении силы дуги, равном 30 %. Более низкое значение силы дуги создает более гладкую дугу, также называемую мягкой или маслянистой дугой.
Дорогие сварочные аппараты с ЖК-дисплеем рекомендуют предустановленные настройки силы дуги для каждого типа стержня.Эти настройки являются хорошей отправной точкой.
Проверьте настройки силы дуги на аналогичном металлоломе, пока они не будут удовлетворительными.
Когда не следует использовать силу дуги?
Одним из возможных побочных эффектов сварки дугой является то, что временное повышение силы тока может прожечь тонкий металл.
Еще одним недостатком силы дуги является то, что сварщики хотят контролировать нагрев сварочной ванны традиционным способом.
Во многих сварочных ситуациях сварщики хотят уменьшить нагрев сварочной ванны при укорочении дуги или увеличить нагрев за счет удлинения дуги. Сила дуги будет работать против этого, поскольку она автоматически регулирует силу тока.
Сила дуги будет работать против этого, поскольку она автоматически регулирует силу тока.
Что такое функция копания?
Копание — это то же самое, что сила дуги. Иногда сварщики используют этот термин для описания преднамеренного использования силы дуги от начала валика до его конца. Это сделано специально, чтобы «вкопаться» глубже в заготовку, а не только для автокоррекции случайного укорочения длины дуги .
Для выполнения более сложных работ, например, при сварке в потолочном положении, необходимо сохранить очень короткую дугу по всей длине валика.
В то же время должна присутствовать достаточная сила тока для поддержания дуги и достижения глубокого провара.
Постоянно поддерживать очень короткую дугу очень сложно, и здесь нет права на ошибку. Сила дуги или «выемка» обеспечивает достаточную силу тока по всей длине борта.
Что такое защита от прилипания при сварке?
Защита от прилипания — это функция, которая срабатывает, когда электрод прилипает к основному металлу. Anti stick обнаружит короткое замыкание и автоматически отключит ток.Это предотвращает раскаление электрода докрасна и перегрузку сварочного аппарата. Функция защиты от прилипания встроена в сварочный аппарат. Там нет контроля, чтобы установить его.
Anti stick обнаружит короткое замыкание и автоматически отключит ток.Это предотвращает раскаление электрода докрасна и перегрузку сварочного аппарата. Функция защиты от прилипания встроена в сварочный аппарат. Там нет контроля, чтобы установить его.
Если ваш сварочный аппарат не поддерживает муравьиную палку, вы должны действовать быстро и открутить стержень движением влево и вправо, чтобы освободить его.
Если стержень застрял навсегда, вы можете нажать на рычаг фиксатора электрододержателя и освободить его. Имейте в виду, что будут некоторые искры. Оставьте стержень на металле немного остыть, а затем снимите его.
Наконец-то можно выключить сварочный аппарат, но не выдергивать вилку из розетки. Вентилятор сварочного аппарата должен работать, пока он не остынет.
Имейте в виду, что многие недорогие аппараты для ручной сварки упоминают, что они поддерживают горячий старт и форсирование дуги, но на самом деле они встраивают их с предустановленными значениями.
 Эти сварочные аппараты не имеют специальных элементов управления для самостоятельной установки значений.
Эти сварочные аппараты не имеют специальных элементов управления для самостоятельной установки значений.Заключение
Горячий старт, форсаж дуги и защита от прилипания — это современные функции инверторных сварочных аппаратов.Все они помогают устранить один из недостатков электродной сварки — залипание электрода.
- Горячий старт увеличивает силу тока при зажигании дуги.
- Сила дуги увеличивает силу тока при сокращении длины дуги.
- Антипригарное покрытие отключает ток, когда стержень прилипает к основному металлу.
Другие статьи Weldpundit
Электроды для электродуговой сварки (SMAW). Спецификации и категории.
Выбор сварочных электродов для начинающих: тип, размер и сила тока.
Легко или сложно научиться сварке электродом? И сколько времени это занимает.
Вы тяните или толкаете сварочным аппаратом? Руководство для начинающих.
Какой сварочный стержень проще всего использовать?
Источники сварочного тока на основе инверторов помогают решить проблемы с техническим обслуживанием и сократить время простоя
(см.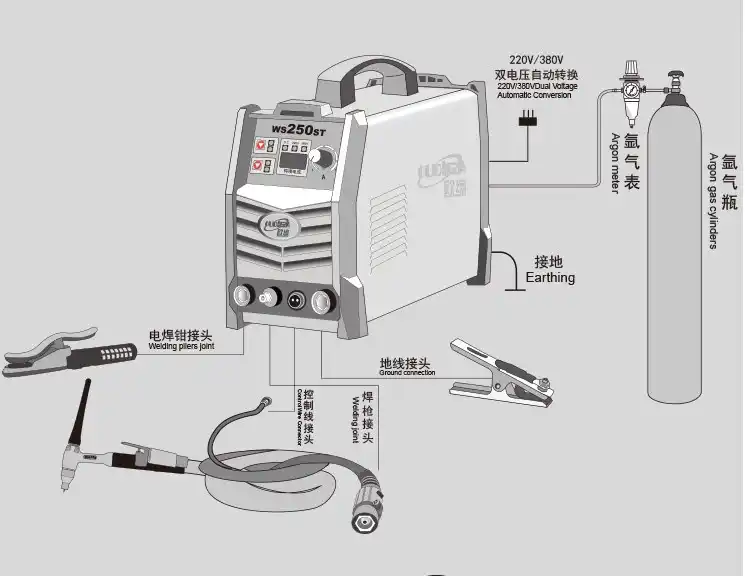 в Plant Engineering, июнь 2005 г.)
в Plant Engineering, июнь 2005 г.)
Резюме:
- Трудности с перемещением тяжелых сварочных аппаратов на рабочую площадку, например, простои, вызванные ожиданием вилочного погрузчика, грузовика или крана для перемещения сварочного аппарата.
- Невозможность приблизить более крупный сварочный аппарат к рабочей площадке при работе в ограниченном пространстве.
- Трудности с поиском подходящей первичной мощности (например, только розетка на 115 В, а у вас машина на 230 В).
- Проблемы с первичной электроэнергией, такие как колебания напряжения, необходимость добавления большего количества сварочных аппаратов, но с превышением мощности цепи, или необходимость дополнительных расчетов со стороны энергоснабжающей компании за низкий коэффициент мощности (этот пункт относится к штатному персоналу, управляющему парк сварочного оборудования).
- Ограниченные возможности многопроцессорной сварки, например, использование одного сварочного аппарата для сварки электродом/ВИГ, а другого – для сварки МИГ/сварки с флюсовой проволокой.
-moskva.jpg)
- Проблемы с поиском опытного сварочного персонала или проблемы, связанные с неправильной настройкой оборудования.
Сварочные аппараты на базе инверторов и плазменные резаки могут решить все эти проблемы, поскольку их передовая технология значительно снижает вес и размер машины, обеспечивает возможности управления первичным питанием, недоступные при использовании традиционных технологий сварки, и обеспечивает непревзойденную производительность дуги.Кроме того, современная инверторная технология упрощает эксплуатацию машин. Их улучшенный запуск дуги и производительность дуги могут превратить среднего сварщика в хорошего сварщика, что приведет к улучшению качества сварки и уменьшению количества брака.
Несмотря на то, что в этой статье не рассматривается обычная технология сварки, она остается хорошим выбором для многих операций по техническому обслуживанию и ремонту. Эти сварочные аппараты могут выдерживать серьезные нагрузки, работать в суровых условиях и продолжать исправно работать десятилетиями. Кроме того, их ограниченная мобильность становится преимуществом в некоторых ситуациях.Когда сварщика необходимо оставить на рабочем месте на ночь, пользователи могут быть уверены, что 4000-фунтовый. Утром несколько пультов оператора все еще будут там. На рис. 1 (ниже) представлены краткие рекомендации по выбору сварочного аппарата для технического обслуживания.
Кроме того, их ограниченная мобильность становится преимуществом в некоторых ситуациях.Когда сварщика необходимо оставить на рабочем месте на ночь, пользователи могут быть уверены, что 4000-фунтовый. Утром несколько пультов оператора все еще будут там. На рис. 1 (ниже) представлены краткие рекомендации по выбору сварочного аппарата для технического обслуживания.
Традиционный сварочный аппарат | Инвертор | |
Вес | ·350+ фунтов.для отдельного блока ·2000–4000 фунтов. для многодуговых аппаратов | ·10 – 120 фунтов. ·180–760 фунтов. для многодуговых аппаратов |
Диапазон входного напряжения | 208/230/460 и т. д. Требуется перекомпоновка вручную | 115 – 230 или 230 – 575.Ручное повторное связывание не требуется |
Однофазный или трехфазный | Фиксированная способность | Принимает оба |
Устойчивость к колебаниям напряжения | ±10 % от первичного | Более толерантный¾См. |
Коэффициент мощности | Плохо – Хорошо, в зависимости от модели | Отлично (до .95; 1.0 идеальна). PFC встроен в конструкцию |
Энергоэффективность | Плохо – Хорошо, в зависимости от возраста юнита | Отлично |
Потребляемый первичный ток | Традиционно выше | Традиционно ниже |
Качество нескольких технологических дуг | Удовлетворительно – Хорошо | Отлично |
Расширенные функции управления дугой | Хорошо | Хорошо – Отлично |
Долговечность | Отлично, обычно более 10 лет | Хорошо, обычно до 10 лет |
Надежность | Отлично | Удовлетворительно – Отлично (зависит от производителя) |
Покупная цена (стоимость за ампер) | Обычно ниже | Обычно выше |
 для отдельного блока
для отдельного блока информацию Auto-Line
информацию Auto-LineКак работают сварщики
Все сварочные аппараты преобразуют первичную мощность высокого напряжения с малой силой тока в низкое напряжение и мощность с большой силой тока, используемую для сварки. Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, обернутый сотнями витков медной проволоки. Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, прикладываемое напряжение и частоту первичной мощности.
Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, обернутый сотнями витков медной проволоки. Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, прикладываемое напряжение и частоту первичной мощности.
Ключевая переменная — адрес одного инвертора — это частота. Уравнение, определяющее конструкцию сварочного аппарата, гласит, что увеличение частоты первичной мощности позволяет уменьшить размер и массу трансформатора.
Секрет инверторной технологии заключается в том, что она увеличивает частоту первичной мощности, поступающей на трансформатор, с 60 Гц до 20 000–100 000 Гц. Это достигается за счет включения/выключения мощных твердотельных переключателей, называемых IGBT, которые включаются или выключаются всего за одну миллионную долю секунды. Действие включения/выключения имитирует создание и разрушение магнитного поля, которое имеет такой же эффект, как и мощность переменного тока, но с гораздо более высокой частотой (см. рис. 2, блок-схема инвертора, для более подробной информации).
рис. 2, блок-схема инвертора, для более подробной информации).
Контролируя мощность на первичной (или со стороны линии) трансформатора и повышая частоту, производители сварочного оборудования теперь производят инверторы Stick/TIG весом от 10 до 50 фунтов, универсальные сварочные аппараты MIG весом менее 50 фунтов. . и многопроцессорные инверторы (Stick/TIG/MIG/флюсовая проволока/строжка), которые весят около 80 фунтов. и производят 425-амперный выход. См. рис. 3 для сравнения размеров трансформатора между обычным сварочным аппаратом и инвертором.
Быстрая окупаемость инвестиций за счет сокращения напрасно потраченного времени
При средней сварочной операции трудозатраты составляют 85 % затрат (см.4, график стоимости сварки). Измерение стоимости ремонта включает в себя время, затрачиваемое на объединение сварщика и работы, время наладки сварочного оборудования, время подготовки материала, время горения дуги, время очистки сварки (шлифовальные брызги и шлак или, что еще хуже, дорогостоящие доработка), время, затрачиваемое на перемещение сварочного аппарата между работами, и время, затрачиваемое на возвращение сварочного аппарата в ящик для инструментов, рабочий ящик или место для хранения.
Один подрядчик, выполняющий плановое техническое обслуживание электростанции, подсчитал, что сэкономленное время оправдывает переход на инверторную технологию.Ранее в контакторе использовалась система с несколькими операторами с восемью дугами, которая весила 4000 фунтов. Перейдя на «стойочную» систему, которая удерживает и питает шесть дуг от одного первичного соединения и весит всего 712 фунтов, подрядчик сократил рабочее время на 87 процентов. Кроме того, когда сварщик находится рядом с работой, операторы могут легко регулировать параметры сварки или изменять процессы.
Сегодня четырехдуговая стойка для сварки TIG/Stick может весить всего 180 фунтов (включая стойку) и иметь размеры всего 50 дюймов.высокий, помещается в лифт и оснащен колесами для максимальной мобильности. Стеллажные системы также обеспечивают возможность удаления отдельных сварочных аппаратов со стеллажа. Отдельные инверторы немного больше портфеля или ручной клади (размер зависит от выходной мощности), поэтому один или два человека могут легко переместить небольшой инвертор и занести его в ограниченное пространство.
Гибкость основного питания
Экономия времени за счет использования легких инверторов на работе бесполезна, если вы не можете найти место для их подключения.Инвертор обеспечивает гибкость размещения благодаря двум типам технологии управления основным питанием: технологии автоматического подключения и технологии Auto-Line™, которая доступна на некоторых инверторах компании Miller Electric Mfg. Co.
.Благодаря технологии автоматического связывания инвертор определяет тип подаваемой первичной мощности, а затем автоматически (но механически) подключается к нужной мощности: 230 или 460 В, однофазная или трехфазная, 50 или 60 Гц.
Схема Auto-Line устраняет механическую связь и вместо нее использует электрическую связь.Схема повышает первичную мощность до более высокого напряжения, и эта мощность затем становится источником напряжения для инвертора. Следующие типы инверторов доступны с Auto-Line (сила тока указана при максимальной мощности):
- Универсальный сварочный аппарат MIG на 180 А, работающий от 115 до 230 В, только однофазный, 50 или 60 Гц
- Приборы Stick/DC TIG на 150 ампер, рассчитанные на напряжение от 115 до 230 В, только однофазные, 50 или 60 Гц
- 200-амперные аппараты Stick/DC TIG и AC/DC TIG/Stick, работающие от 120 до 460 В, однофазные или трехфазные, 50 или 60 Гц
- Многопроцессорные сварочные аппараты CC/CV на 425 А, рассчитанные на напряжение от 208 В до 575 В, однофазное или трехфазное, 50 или 60 Гц
- Сварочные аппараты «Multi-MIG», работающие от 208 В до 575 В, однофазные или трехфазные, 50 или 60 Гц (эти аппараты специально предназначены для крупносерийной сварки, а не для технического обслуживания и ремонта)
- Плазменные резаки на 55 и 80 А, работающие от 208 В до 575 В, однофазные или трехфазные, 50 или 60 Гц
Обратите внимание на сквозное. Первичное напряжение питания может варьироваться, но пока оно остается в пределах рабочего диапазона аппарата, мощность на дуге остается стабильной (см. рис. 5, схема Auto-Line). Операторы никогда не увидят мерцания, и машина будет работать непрерывно в условиях, при которых другие машины отключаются в целях самозащиты или отключают автоматический выключатель. Это преимущество действительно окупается на объектах с грязным питанием или при работе от генератора. Обратите внимание, что для создания экономичной двухдуговой сварочной станции в полевых условиях некоторые компании соединяют сварочный генератор с приводом от двигателя и используют мощность его генератора для работы инвертора.
Первичное напряжение питания может варьироваться, но пока оно остается в пределах рабочего диапазона аппарата, мощность на дуге остается стабильной (см. рис. 5, схема Auto-Line). Операторы никогда не увидят мерцания, и машина будет работать непрерывно в условиях, при которых другие машины отключаются в целях самозащиты или отключают автоматический выключатель. Это преимущество действительно окупается на объектах с грязным питанием или при работе от генератора. Обратите внимание, что для создания экономичной двухдуговой сварочной станции в полевых условиях некоторые компании соединяют сварочный генератор с приводом от двигателя и используют мощность его генератора для работы инвертора.
Наличие инверторов с Auto-Line означает, что человек, выполняющий сварочные ремонтные работы, может перемещаться не только в любое место внутри завода, но и путешествовать в любую точку мира, не беспокоясь о доступной мощности.
Больше мощности на фунт, меньше потребление тока
Люди, впервые сталкивающиеся с инвертором, обычно не могут поверить, что такая маленькая машина обеспечивает такую большую мощность сварки. Например, небольшие инверторы Stick/TIG весят менее 14 фунтов., но может иметь достаточную мощность для сварки с 1/8-дюймовым. Приклейте электрод. Даже инвертор для строжки угольной дугой с углем диаметром 3/8 дюйма при токе 600 ампер весит всего около 120 фунтов.
Например, небольшие инверторы Stick/TIG весят менее 14 фунтов., но может иметь достаточную мощность для сварки с 1/8-дюймовым. Приклейте электрод. Даже инвертор для строжки угольной дугой с углем диаметром 3/8 дюйма при токе 600 ампер весит всего около 120 фунтов.
также обеспечивают выдающуюся энергоэффективность, которая может снизить счета за коммунальные услуги, и они эффективно используют подаваемую первичную мощность, которая известна в отрасли как хороший коэффициент мощности. Хороший коэффициент мощности снижает потребление тока, что может позволить добавить больше сварщиков к существующей первичной мощности. Например, один производитель глушителей недавно столкнулся с дилеммой необходимости увеличения производства для удовлетворения спроса, но при этом считал, что не может увеличить свой парк из более чем 40 дуг без внесения изменений в входное обслуживание — изменения, которые могут стоить до 50 000 долларов.
Вместо добавления более традиционных сварочных аппаратов TIG переменного/постоянного тока на 250 А, которые потребляют от 52 до 96 А первичной мощности при номинальной выходной мощности на первичном напряжении 230 В, компания приобрела инверторы TIG переменного/постоянного тока на 200 А, потребляющие менее 16 А. ампер при номинальной мощности. Компания добавила восемь инверторов, увеличила производительность и удовлетворила спрос без каких-либо изменений входящего обслуживания.
ампер при номинальной мощности. Компания добавила восемь инверторов, увеличила производительность и удовлетворила спрос без каких-либо изменений входящего обслуживания.
Подрядчики-механики, работающие на перерабатывающих (нефтехимическая, бумажная, пищевая) предприятиях и электростанциях, также выигрывают от низкого энергопотребления и управления первичной мощностью.Эти рабочие места часто нуждаются в электроэнергии и могут иметь мощность генератора, которая колеблется. Низкое энергопотребление инвертора означает, что один генератор может питать больше дуг, и, как уже отмечалось, такие функции, как Auto-Line, позволяют инвертору преодолевать провалы и пики напряжения.
Идеальный сварочный аппарат
Благодаря переключению основного питания с частотой в тысячи Гц и использованию усовершенствованного микропроцессорного управления инвертор может создать оптимальную производительность дуги в любом заданном режиме сварки. Таким образом, операторы могут выполнять сварку наилучшим образом и не бороться с дугой, или они могут выбрать процесс сварки, наиболее подходящий для работы.
Краткий обзор преимуществ инвертора при техническом обслуживании/ремонте включает следующее:
- Несколько выходов процесса сварки. Доступны модели для сварки Stick/DC TIG (для стали и нержавеющей стали), DC TIG/Stick (эти сварочные аппараты имеют больше функций для управления дугой TIG, например, импульсный и высокочастотный запуск дуги), AC/DC TIG/Stick (переменный ток). выход необходим для сварки алюминия) или выход CC/CV. Выход CC, или постоянный ток, используется для дуговой сварки, сварки TIG на постоянном токе и строжки, а выход CV используется для сварки MIG и сварки порошковой проволокой.Когда работа требует как процессов CC, так и CV, инвертор CC/CV означает, что на одну машину меньше нужно приобрести или транспортировать на рабочую площадку.
- Отличное начало дуги. Дефекты сварки часто возникают во время зажигания дуги, потому что дуга не может быстро установиться. Инверторы обычно обеспечивают более положительный запуск дуги, что может помочь обеспечить качественную сварку с первого раза, устраняя необходимость в последующей доработке. Один сварочный ремонт может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить покупку нового инвертора.
 Один сварочный ремонт может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить покупку нового инвертора.
Один сварочный ремонт может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить покупку нового инвертора.- Управление копанием для дуговой сварки. Контроль копания предотвращает залипание электрода, когда дуга становится слишком короткой. Это полезно для прохода с открытым корнем или плотной подгонки, а также помогает при инициировании дуги.
- Широкий диапазон регулирования индуктивности для сварки MIG. Это позволяет оператору создавать «более мягкую» дугу (с большей индуктивностью) или «более жесткую» дугу. Добавьте больше индуктивности для лучшего смачивания (особенно на нержавеющей стали) или для уменьшения разбрызгивания, что может сэкономить часы шлифовки после сварки.
- Улучшенный выход импульсной сварки MIG или импульсной сварки TIG (возможность настройки формы импульсной волны). В зависимости от области применения импульсный режим может уменьшить подводимое тепло для уменьшения коробления или прожога, улучшить внешний вид валика, уменьшить разбрызгивание, обеспечить контроль над положением лужи и увеличить скорость перемещения.

- Регулировка выходной частоты и расширенный контроль баланса для сварки TIG на переменном токе. Эти функции позволяют настроить профиль сварного шва в соответствии с применением, чтобы улучшить качество сварки, свести к минимуму шлифовку после сварки и значительно увеличить скорость перемещения.
- Удобное управление. Такие функции, как вызов последней процедуры, запоминают предпочтения при изменении полярности, такие как метод запуска и панель или пульт дистанционного управления. Чтобы учесть предпочтения оператора и при этом уберечь операторов от проблем, связанных с неправильными настройками, некоторые инверторы имеют четырехпозиционные элементы управления, просто помеченные для характеристик «жесткой» или «мягкой» дуги с стержневыми электродами E6010 и E7018. Панели управления также имеют цветовую кодировку в зависимости от процесса, например, зеленый для TIG, оранжевый для Stick и синий для сварки проволокой.Производители также стараются обеспечить унификацию своего оборудования, поэтому конструкция панели управления инвертора может напоминать панель управления сварочного генератора с приводом от двигателя, который оператор использовал на предыдущей работе.

В дополнение к удобным элементам управления производители также обращают внимание на необходимость удобных для пользователя процессов. Сварщики в целом признают, что сварка проволокой (MIG или порошковой проволокой) является самым простым процессом для изучения, при этом Stick сложнее, а TIG сложнее (что не означает, что сварка Stick легко!).
Практически любой человек, обладающий хорошей зрительно-моторной координацией и правильным отношением к делу, может научиться сварке проволокой общего назначения после нескольких часов практики. Однако сварка проволокой для ремонта на месте может быть затруднена. Даже небольшой сварочный аппарат MIG, работающий от сети 115 В, весит 60 фунтов, а баллон с защитным газом часто весит больше, чем сам сварочный аппарат.
Компания Miller решила эту проблему, создав первый в мире полностью автономный аппарат для сварки MIG «все в одном» — Millermatic® Passport™.Этот 45-фунтовый. инвертор (см. рис. 7) оснащен 12-унц. внутренний баллон с защитным газом CO2 (фактически баллон с краской), которого достаточно для 25 минут сварки. Ни один другой сварочный аппарат не выполняет эту работу быстрее и проще для быстрого сварочного ремонта или изготовления легких изделий в полевых условиях.
Ни один другой сварочный аппарат не выполняет эту работу быстрее и проще для быстрого сварочного ремонта или изготовления легких изделий в полевых условиях.
Если ваша работа требует присутствия сварщика на рабочем месте, сварки в несколько процессов или вы сталкиваетесь с проблемами, связанными с управлением первичным питанием, присмотритесь к инверторной технологии.Экономия 10 или 20 часов времени, реальная цель для одной большой работы, означает, что новый инвертор многократно окупит себя в течение двух или трех лет, обычно отведенных на капитальные вложения. И
инвертор помогает запустить объект в аварийной ситуации, он на вес золота.
Рис. 7
Инвертор как источник сварочного тока.
Страница/ссылка:
URL-адрес страницы: HTML-ссылка: На самом деле инвертор может
по праву можно назвать источником энергии будущего. Хотя
инвертор становится обычной частью сварочного оборудования, до сих пор
столько тайн окружает этот радикально отличающийся тип источника энергии.
На самом деле инвертор может
по праву можно назвать источником энергии будущего. Хотя
инвертор становится обычной частью сварочного оборудования, до сих пор
столько тайн окружает этот радикально отличающийся тип источника энергии.Что такое инвертор?
Это особый тип силового преобразователя. Преобразователи мощности меняются электрической энергии из одной формы в другую. Существует четыре основных типа преобразователей:
* Из постоянного тока в постоянный: прерыватели
* Преобразователь постоянного тока в переменный: инверторы
* Переменный ток в переменный: преобразователи
* Переменный ток в постоянный: выпрямители
Инвертор — это преобразователь мощности, преобразующий мощность постоянного тока в переменный ток.
сила.В самом широком смысле определения любая мощность сварки
источник, работающий в диапазоне частот от 50 до 60 Гц.
преобразователь (переменный ток в переменный для выходной мощности сварки переменного тока) или выпрямитель (переменный в постоянный для
Выходная мощность сварки постоянным током). Эти источники питания потребляют высокое напряжение,
слаботочной входной (первичной) мощности и преобразования ее в низковольтную
сильноточная изолированная вторичная мощность. Тогда эта вторичная сила
преобразуется и преобразуется в полезную сварочную мощность с помощью
тиристоры и соответствующие схемы управления (рис. 1).
Эти источники питания потребляют высокое напряжение,
слаботочной входной (первичной) мощности и преобразования ее в низковольтную
сильноточная изолированная вторичная мощность. Тогда эта вторичная сила
преобразуется и преобразуется в полезную сварочную мощность с помощью
тиристоры и соответствующие схемы управления (рис. 1).
То, что обычно называют инверторным источником сварочного тока, на самом деле
три преобразователя в одном. Фактическая часть инвертора просто преобразует постоянный ток
в переменный ток, но прежде чем это произойдет, первичный переменный ток должен быть сначала преобразован в
необходимого постоянного тока, а после работы инвертора переменный ток должен быть
преобразователя обратно в выходную мощность сварки постоянного тока (рис. 2).
Зачем использовать инверторную технологию?
Если обычная машина может преобразовывать мощность сварки переменного тока в постоянный, почему использовать тот, который сначала преобразует переменный ток в постоянный, постоянный ток в переменный, а затем переменный ток обратно в постоянный? Ответ заключается в следующем основном соотношении, применимом ко всем трансформаторы: V = NAfK
Величина преобразуемого напряжения (В) пропорциональна
количество витков провода на катушке трансформатора (N),
площадь поперечного сечения сердечника трансформатора (А), частота переменного тока
преобразуемое напряжение (f) и различные расчетные константы (K).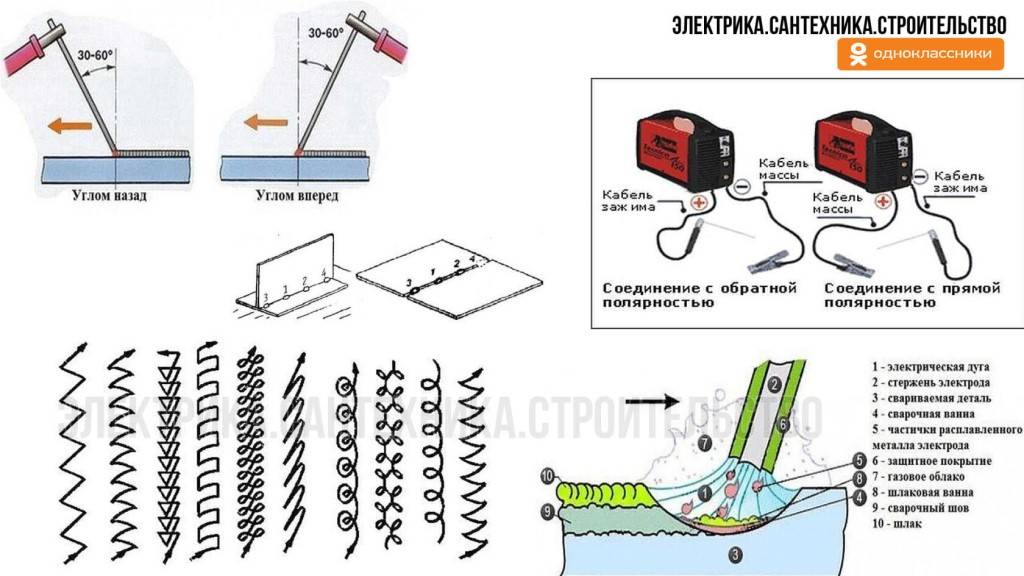
Что все это значит? Ну, а для трансформатора, предназначенного для преобразовать заданное напряжение, если количество витков на первичной обмотке удвоились, площадь поперечного сечения сердечника можно было бы сократить вдвое и общая операция будет такой же. Аналогичным образом, если площадь сердечника увеличилась вдвое, витки можно было сократить вдвое. Также, если частота работы была удвоена, либо витки, либо площадь сердечника могли быть вдвое. Что же тогда, если увеличить частоту в 10 раз, 100 раз, или даже 400 или 500 раз? Представьте, как количество витков и/или площадь ядра может быть уменьшена!
Инверторы делают именно это.Они работают на частотах от нескольких
килогерц до 100 кГц. Инверторы создают свою собственную рабочую частоту для
воспользоваться преимуществом радикально уменьшенного размера трансформатора, возможного при
работает намного выше 60 Гц. Хотя некоторые инверторы работают в режиме 2
до 10 кГц, есть определенные преимущества в работе выше 20 кГц. кГц. Одним из преимуществ является устранение слышимого шума. Другой быстрее
время отклика. Следовательно, лучшая производительность возможна при более высоких
рабочие частоты.
кГц. Одним из преимуществ является устранение слышимого шума. Другой быстрее
время отклика. Следовательно, лучшая производительность возможна при более высоких
рабочие частоты.
Типы инверторов
Существует множество способов изготовления инвертора, и есть различные типы силовых полупроводников, которые могут быть использованы в качестве твердотельных переключатели, необходимые для реализации инвертора. Топология относится к тип конструкции инвертора и способы соединения различных компонентов. Признанные в отрасли топологии включают обратноходовую, прямую, полную и полумостовой, двухтактный и последовательный инвертор.
Топологии инвертора, наиболее подходящие для требований высокой мощности
источниками сварочного тока являются прямой, полный или полумост, а
серия резонансных конструкций.Обычно в инверторах прямого хода используются транзисторы
в качестве компонентов переключателя мощности, а в последовательном резонансном инверторе используются
тиристоры. Транзисторы могут быть как биполярными, так и силовыми MOSFET.
и тиристоры могут быть быстро переключающимися SCR, ASCR (асинхронные SCR, которые блокируют напряжение одной полярности) или GTO (SCR выключения затвора).
Транзисторы могут быть как биполярными, так и силовыми MOSFET.
и тиристоры могут быть быстро переключающимися SCR, ASCR (асинхронные SCR, которые блокируют напряжение одной полярности) или GTO (SCR выключения затвора).
Как работают инверторы?
Инверторы преобразуют постоянное напряжение в переменное. Они делают это по
включение/выключение мощных твердотельных переключателей.Это вкл/выкл
действие попеременно подключает и отключает первичную обмотку трансформатора
от источника энергии и оказывает такое же основное воздействие на трансформатор
как применение регулярной синусоидальной формы волны. Способы производства
этот переменный ток и средства контроля выходного напряжения силовой
source существенно различаются в различных топологиях. Нет
целью этой статьи является обсуждение сложных деталей каждого
топологии, а скорее для объяснения общей работы инвертора.следовательно, я
ограничим обсуждение Miller Arc Pak 350 в качестве примера
высокопроизводительный инверторный тип сварочного источника питания.
Инвертор транзисторный
Силовой модуль. Ссылаясь на рисунок 3, базовая схема для транзисторный инвертор Miller ARC Pak 350, вы можете видеть, что, когда силовые выключатели Q1 и Q2 включены, первичная обмотка трансформатора A-B подключен к шине постоянного тока. «А» подключен к положительную сторону шины, а «B» — на отрицательную сторону.Этот действие вызывает генерирование пропорционального напряжения во вторичной обмотка. Какая бы нагрузка ни присутствовала на выходе, возникает ток Is в во вторичном и пропорциональный ток Ip в первичном.
Когда транзистор выключается, A отключается от (+) шина и B одновременно отключаются от (-) шины. Как переключатели выключаются, индуктивность цепи поддерживает ток в первичная обмотка трансформатора; диоды Д7 и Д8 начинают проводить; а точка А есть теперь подключен к (-) шине и B к (+) шине.
Напряжение на первичной обмотке имеет противоположную полярность, чем когда
переключатели были включены, и Ip уменьшается до нуля. Когда
транзисторы снова включаются в начале следующего цикла,
процесс повторяется. Обратите внимание, что два переключателя включаются и выключаются вместе.
Хотя ток в нагрузку подается силовым каскадом инвертора в
импульсов, ток нагрузки IL непрерывен. За время власть
выключатели выключены, IL продолжается через обратный диод D10 в виде
результат индуктивности L1 и выходных кабелей.
Когда
транзисторы снова включаются в начале следующего цикла,
процесс повторяется. Обратите внимание, что два переключателя включаются и выключаются вместе.
Хотя ток в нагрузку подается силовым каскадом инвертора в
импульсов, ток нагрузки IL непрерывен. За время власть
выключатели выключены, IL продолжается через обратный диод D10 в виде
результат индуктивности L1 и выходных кабелей.
Цепи управления
На рисунке 2 видно, что это схема управления
который включает и выключает питание в ответ на выход
спрос нагрузки, определяемый цепями обратной связи. Базовый
рабочая частота от 20 до 50 кГц для современных высокопроизводительных
конструкции, задается компонентами в цепи управления. Количество
мощность, которую блок может подавать на дугу, зависит от шины постоянного тока
напряжение, первичный ток трансформатора и отношение времени включения к времени выключения
время переключения питания.При заданном напряжении шины высокий уровень
выходная мощность требует гораздо более короткого времени включения (рис. 4). Таким образом, вывод
мощность варьируется путем изменения или модуляции времени включения транзисторов
и, следовательно, ширина импульса напряжения, подаваемого на
первичный трансформатор. Этот метод управления мощностью целесообразно
называется широтно-импульсной модуляцией (ШИМ).
4). Таким образом, вывод
мощность варьируется путем изменения или модуляции времени включения транзисторов
и, следовательно, ширина импульса напряжения, подаваемого на
первичный трансформатор. Этот метод управления мощностью целесообразно
называется широтно-импульсной модуляцией (ШИМ).
Трансформатор
Трансформатор, используемый в инверторе, помимо невероятной небольшой по размеру и весу, также имеет другие интересные характеристики.Материал сердечника обычно не представляет собой многослойную сталь, как в традиционных 60-герцовые машины, а скорее материал под названием феррит. Феррит керамический материал, формованный в различные формы из жидкой суспензии. Феррит используется в инверторных машинах из-за высокой рабочей частоты могут привести к перегреву сердечников из многослойной стали в результате вихретоковые и гистерезисные потери.
Проводники, используемые в катушке трансформатора, довольно часто не изготовлены из
обычная магнитная проволока, а очень тонкая медная полоска или
специально сплетенная проволока, называемая литцендратом. Эти проводники также используются
из-за высокой рабочей частоты.
Эти проводники также используются
из-за высокой рабочей частоты.
Преимущества использования инверторов
Точный и быстрый отклик. Обращаясь к рисунку 1, мы видим, что кондиционирование и контроль выходной мощности обычной машины достигается за счет управления фазой тиристоров в выходном выпрямителе, Рис. 5. Чем раньше в цикле переменного тока включаются тиристоры, тем выход больше. Чем дольше задержка включения в цикле, тем понизить выпуск.Однако после включения устройство остается включенным до тех пор, пока конец цикла.
В машине с частотой 60 Гц мощность, доступная в любом цикле, равна относительно большой. Кроме того, нефильтрованный выход выпрямительного моста имеет значительные пульсации, особенно при низких выходах. Для подходящего при сварке этот выход должен фильтроваться (сглаживаться) большим дросселем, а возможно, даже один или несколько конденсаторов.
Индуктивность дросселя определяет его сглаживающую способность; в
чем больше индуктивность, тем больше сглаживающий эффект.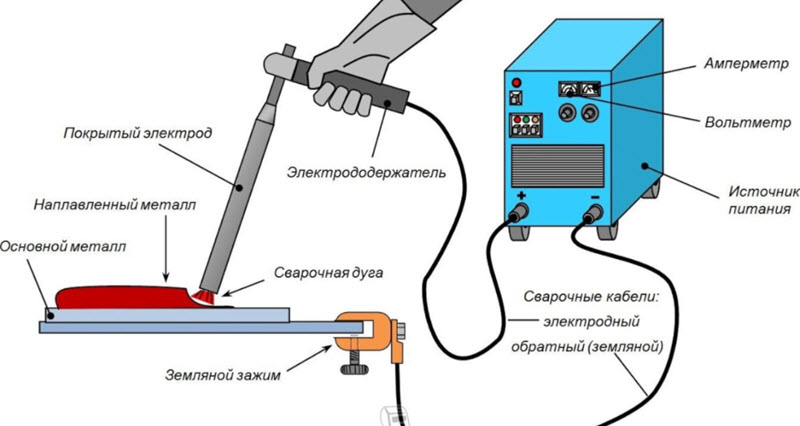 Из-за
фильтрующий эффект дросселя и конденсаторов, скорость, с которой
схемы управления могут заставить выход реагировать относительно медленно.
Из-за
фильтрующий эффект дросселя и конденсаторов, скорость, с которой
схемы управления могут заставить выход реагировать относительно медленно.
В дополнение к сглаживанию выходной дроссель также ограничивает скорость повышение тока при замыкании накоротко выхода источника питания. В GMAW с переносом короткого замыкания (дуговая сварка металлическим газом), электрод фактически контактирует с заготовкой около 100 раз в секунду. Каждый раз это случается, что электрод создает эффективное короткое замыкание на машине вывод.
Электрод остается в контакте с изделием, пока не будет
достаточно нагретый током, проходящим через него, чтобы свободно плавиться. Это
выходной дроссель в сочетании со схемой управления,
определяет поведение дуги, когда электрод горит без
Работа. Поскольку каждый размер и тип электрода (мягкая сталь, нержавеющая сталь,
алюминий и т. д.) представляет собой другой тип короткого замыкания на источник питания
и по разному реагирует при устранении короткого замыкания, это очень сложно
для получения оптимальных характеристик сварки для приложений с частотой 60 Гц. источник питания с фиксированным значением индуктивности фильтра.
источник питания с фиксированным значением индуктивности фильтра.
В инверторной машине большая часть управления и кондиционирования выходная мощность имеет место в секции инвертора, на первичной стороне трансформатор. Количество энергии, доступной в одном цикле инверторной машине резко меньше, чем в одном цикле тиристорный фазоуправляемый блок. Это из-за того, что должно быть выше рабочая частота и, соответственно, более короткая продолжительность каждый цикл. Следовательно, выходная мощность может контролироваться гораздо больше точно и намного быстрее.потому что есть такое короткое время интервал между каждым циклом, требования к стабилизатору (дросселю) минимальным и стабилизатор может быть очень маленьким, как по величине индуктивности а также физические размеры.
Индуктивность с электронной регулировкой. В тиристорной машине
Назначение стабилизатора — поддерживать ток нагрузки между мощностью
циклов и ограничить скорость нарастания тока, когда выходная мощность машины
короче электродом. В инверторной машине, работающей в режиме 20
до диапазона 50 кГц рабочие циклы намного короче,
время отклика схемы управления намного быстрее, а степень выходного сигнала
управление гораздо точнее.
В инверторной машине, работающей в режиме 20
до диапазона 50 кГц рабочие циклы намного короче,
время отклика схемы управления намного быстрее, а степень выходного сигнала
управление гораздо точнее.
Поскольку главным образом схема управления определяет поведение выходного тока, способ, которым выходной ток реагированием на короткое замыкание можно точно управлять — и даже предопределено. Таким образом, электронно регулируемая индуктивность легко реализовано. Ток можно заставить увеличиваться быстрее или медленнее с помощью простая установка управляющего потенциометра, тем самым имитируя понижение или понижение большее значение индуктивности. Таким образом, оптимальные характеристики сварки могут быть полученные для различных размеров и типов проволоки.
Плавный, чистый пуск дуги
Сверхбыстрый отклик схемы и функция переменной индуктивности
также обеспечивают плавное, чистое и безвзрывное зажигание дуги. Три фактора
сильно влияющими на качество зажигания дуги, являются начальная скорость
нарастания тока в электроде, величина индуктивности в
стабилизатора, и время отклика источника питания. Начало
усилен быстрым, но контролируемым нарастанием тока, минимальной индуктивностью,
и схемы, которые быстро реагируют на быстро меняющиеся условия в
мощность машины при запуске.Инверторная машина
обладает всеми тремя характеристиками, следовательно, имеет потенциал
обеспечить чистый запуск без спотыканий.
Начало
усилен быстрым, но контролируемым нарастанием тока, минимальной индуктивностью,
и схемы, которые быстро реагируют на быстро меняющиеся условия в
мощность машины при запуске.Инверторная машина
обладает всеми тремя характеристиками, следовательно, имеет потенциал
обеспечить чистый запуск без спотыканий.
Возможности импульсной сварки
Импульсная сварка, как GTAW (дуговая сварка вольфрамовым электродом), так и GMAW, продолжает набирать популярность и является приложением, для которого идеально подходит инверторная машина. Быстрый отклик и точное управление инвертора разрешают все четыре параметра импульса (пик, фон, импульс время и частота импульсов) постоянно и точно контролируемый.
Также возможно изготовление импульсов различной формы, почти
от идеально прямоугольной до трапециевидной или даже треугольной. Импульсный ток
можно плавно регулировать от минимального до максимального.
Фоновый ток может быть установлен на любое значение, независимо от пика
настройки. Длительность импульса можно регулировать от долей
миллисекунд до сотен миллисекунд. Частота пульса может быть
регулируется непрерывно от минимум одного импульса каждые несколько секунд
до нескольких сотен импульсов в секунду.
Длительность импульса можно регулировать от долей
миллисекунд до сотен миллисекунд. Частота пульса может быть
регулируется непрерывно от минимум одного импульса каждые несколько секунд
до нескольких сотен импульсов в секунду.
Практически любой инверторный источник питания можно использовать для импульсной сварки, но максимальная частота импульсов и качество импульсов ограничены топологией использовал. Как правило, более высокие частоты импульсов и лучшие формы импульсов возможны с топологиями, которые допускают работу инвертора при более высоких частоты, скажем, от 20 до 50 кГц.
Прочие преимущества
Размер и вес. Инверторные машины намного меньше и легче чем обычные машины сопоставимой производительности, что позволяет легко движение и минимизация занимаемой площади.
Основные требования к питанию. Инверторная машина может быть легко
используется на трехфазной или однофазной входной мощности и на 50 или
Работа на частоте 60 Гц. Поскольку ввод немедленно исправляется и
преобразуется из переменного тока в постоянный, тип и качество входной мощности меньше
критичнее, чем с обычными машинами.
Многопроцессорность. Быстрое время отклика инверторов работающие в диапазоне 25 кГц, и легкость, с которой такие устройства могут быть made to response может сделать их идеальными для многопроцессорной работы.в отличие обычные многопроцессорные машины, которым, возможно, придется идти на компромисс производительность в одной или нескольких областях, высокопроизводительная инверторная машина может преуспеть во всех областях деятельности.
Охлаждающие средства. Из-за небольшого размера инвертора и эффективная конструкция, блоки легко охлаждаются с помощью относительно небольших вентиляторов. Можно, несмотря на продуманный дизайн, построить машину, которая изолирует охлаждающий воздух и связанные с ним вредные примеси от электронных компоненты.
Заключение
Инверторный источник сварочного тока, хотя и выглядит очень
сложный, на самом деле довольно легко понять. Это в основном
часть электронного оборудования, которое преобразует «сырые» первичные
мощность в управляемую мощность, специально подходящую для требований
сварочная дуга.