Контакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он «Лыжная база Лесная» г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-51-79; 49-34-33 WhatsApp +79098904703 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: [email protected] [email protected]
| Эта статья — небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится. Электроды. Диаметр электрода определяется диаметром стержня. Управление процессом сварки. Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться.
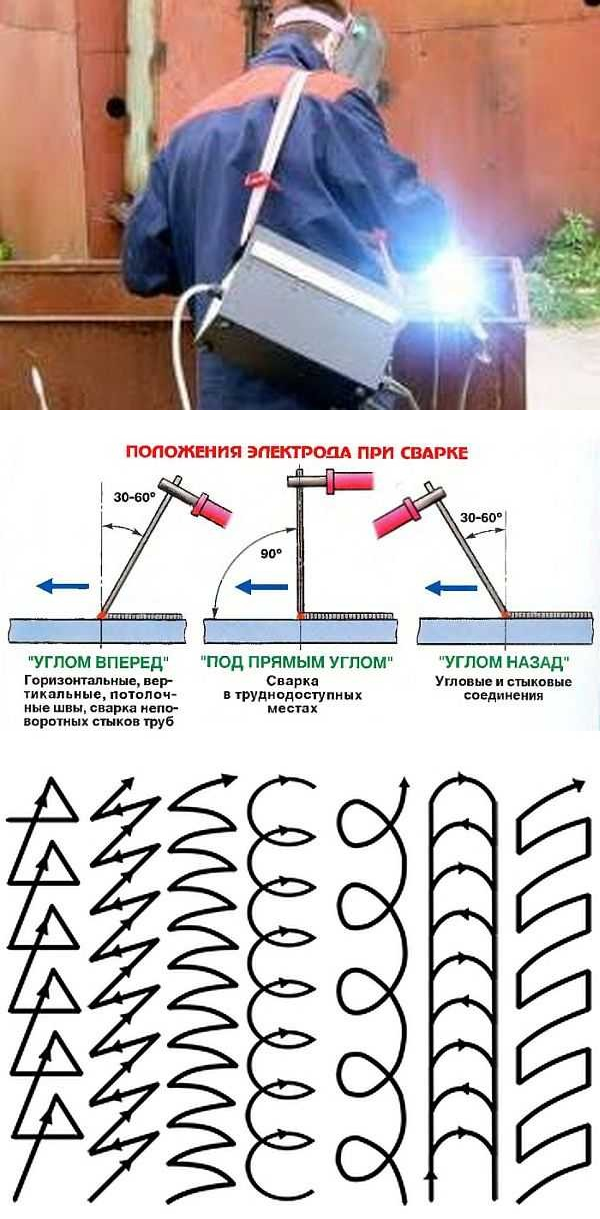
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают.
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
|
 На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме.
На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме.  Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте
Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте 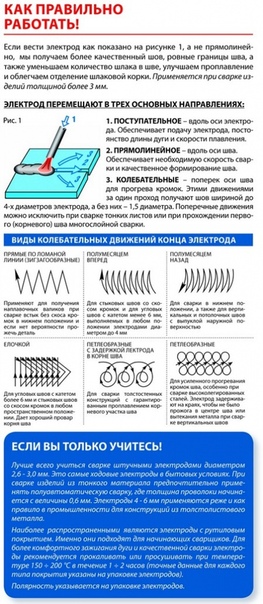
 Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если
Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если 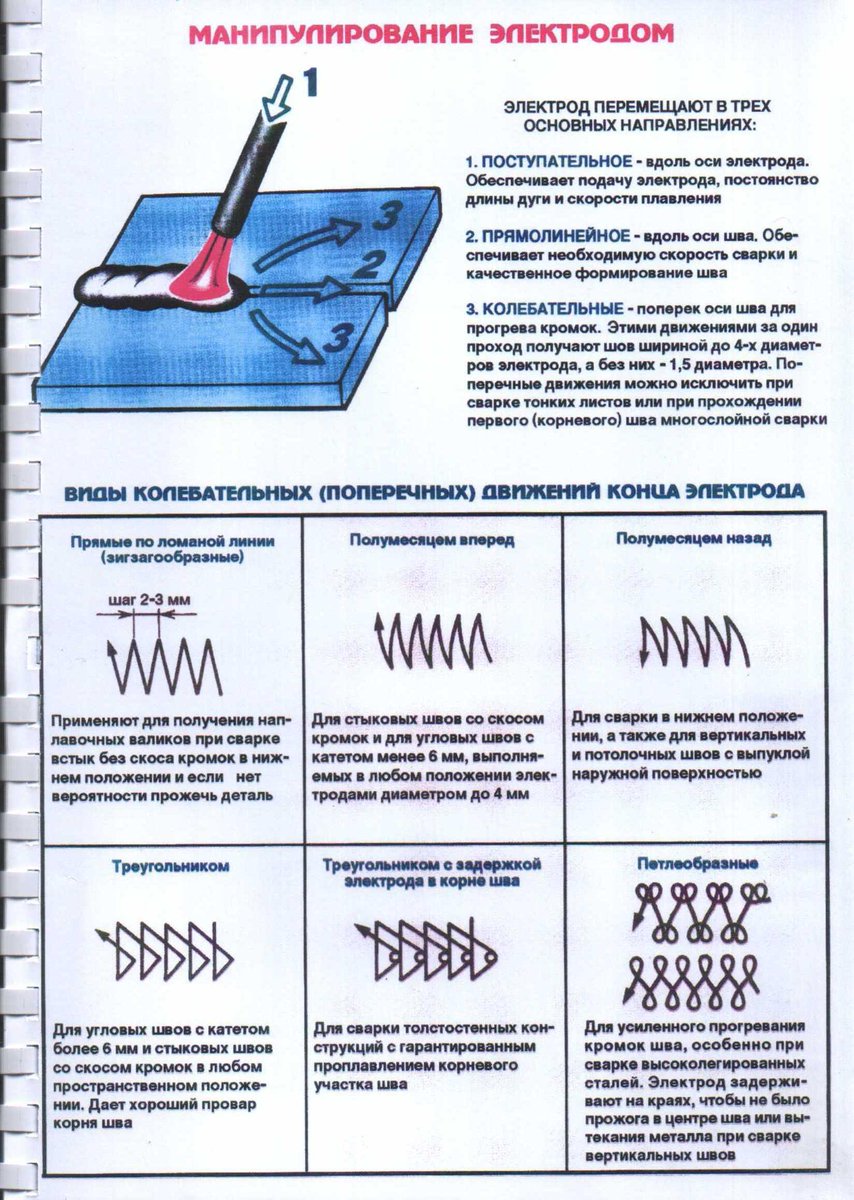

 В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации.
В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. 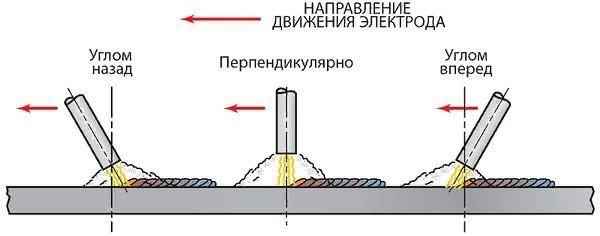 Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.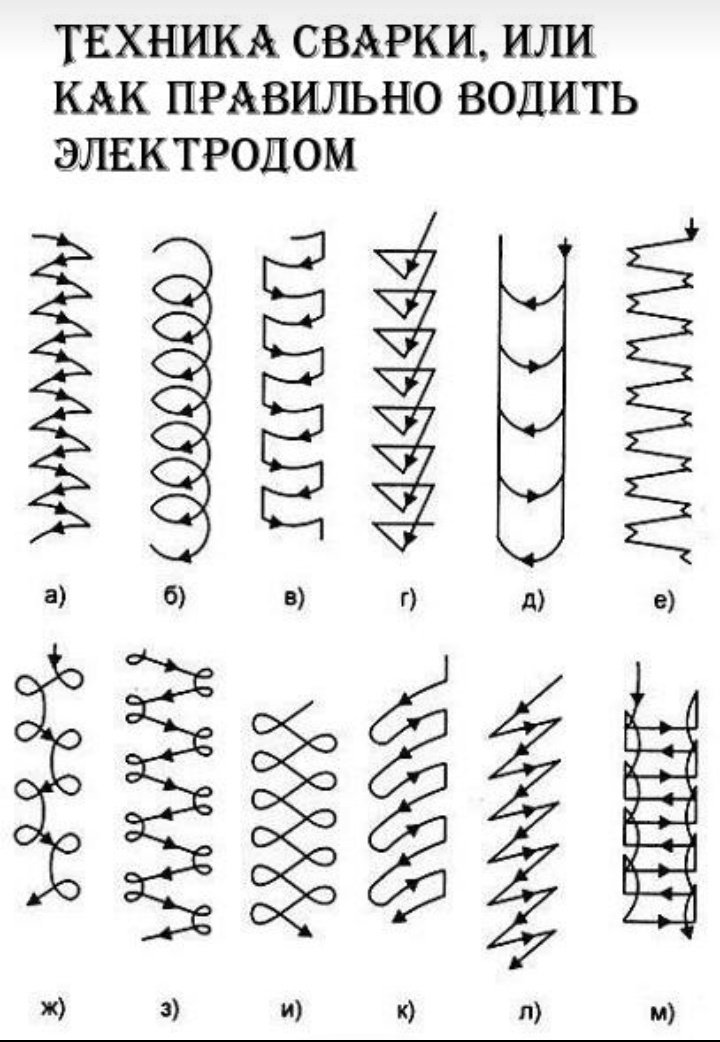 Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
 После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.

Теория сварки. Советы для начинающих сварщиков
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации дуговая сварка подразделяется:
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др. ) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемые постоянным током прямой полярности (минус на электроде)
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
- электрическая дуга питамая переменным током
В зависимости от способов сварки применяют ту или иную полярность. Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
Электроды для дуговой сварки бывают
- плавящиеся сварочные электроды
- неплавящиеся электроды (угольный, графитовый и вольфрамовый)
Дуговая сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) — сварка в среде углекислого газа, аргонно-дуговая сварка.

- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)

Электродные покрытия применяются для для создания защитной атмосферы во время плавления, введения легирующих добавок в сварной шов и т.п.
Стабилизирующие электродные покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные электродные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Полную информацию смотрите здесь >>>
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные электродные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке.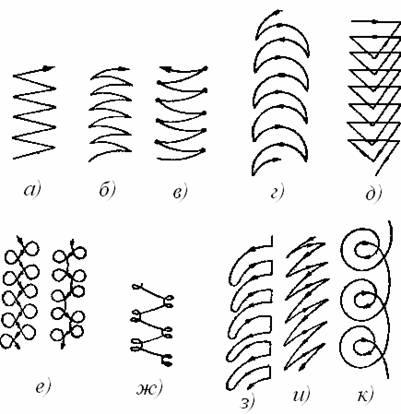 Иногда это ещё сопровождается дополнительной подачей защитного газа.
Иногда это ещё сопровождается дополнительной подачей защитного газа.
Техника ручной дуговой сварки для начинающих
Техника ручной дуговой сварки для начинающихДаже в домашнем хозяйстве порой очень трудно обойтись без сварки, не говоря уже о промышленности, да и любой другой отрасли. Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Сегодня, когда сварочные инверторы стали доступными, как никогда, освоить электросварку может каждый желающий. При этом, чтобы варить «для себя», достаточно будет усвоить основные моменты и много тренироваться. Только с опытом и «набитыми шишками» приходит четкое понимание, как варить электросваркой, а качество работы улучшается в сотни раз.
Как варить электросваркой
Электросварка — это очень увлекательный процесс, который сильно затягивает. Если учиться варить электросваркой самому, то нужно освоить технику зажигания дуги и движение электродом, а также понимать, какой требуется ток для сварки толстого и тонкого по толщине металла.
Конечно же, в данной статье сайта mmasvarka.ru не будут описываться какие-то сложные приемы и техники, для более подробного изучения ручной дуговой сварки, написаны десятки книг по теме. Но вот что касается первых шагов в плане выполнения сварочных работ, то, здесь, всегда, пожалуйста.
Техника безопасности при работе с электросваркой
Любой сварочный процесс должен выполняться согласно технике безопасности. Для защиты глаз сварщика во время сварки придуманы специальные маски. Сегодня с этой целью отлично справляются маски для сварки Хамелеон. Защитить руки призваны прочные и стойкие к огню краги, а ноги сварщика, специальные штаны из прочной ткани и ботинки.
При осуществлении электросварочных работ следует знать, что повышенная влажность может стать причиной поражения электрическим током. Также необходимо всегда помнить, что при электросварке в стороны летят искры, и они могут стать причиной возникновения пожара. Все вышеперечисленные моменты обязательно нужно предусмотреть, перед тем, как варить электросваркой.
Настройка и регулировка сварочного инвертора
Вот мы и подошли к самому интересному моменту, когда нужно самому подключить сварочный инвертор и выставить на нем требуемые значения тока. Что здесь важно учитывать? Во-первых, необходимая последовательность подключения инвертора. Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Если будет осуществляться сварка тонкого металла (2 мм толщины), то необходимо подключить инвертор в обратной последовательности. Таким образом, получится не прожечь тонкий металл и нормально его сварить.
Чтобы подключить инвертор в обратной последовательности нужно подсоединить держатель электрода к клемме инвертора со знаком «+», а кабель с массой к свариваемому металлу. Соответственно, при сварке инвертором толстого металла (6 мм и более), подключать сварочный аппарат нужно будет наоборот.
Какую силу тока выставить на сварочном инверторе
После подключения сварочного инвертора на нем нужно выставить требуемое значение тока, его можно будет поменять в процессе сварки. Значение тока зависит от диаметра используемых электродов и толщины металла, который придется варить. Ниже будет представлена таблица со значениями силы тока для сварки электродами определенного диаметра.
Значение тока зависит от диаметра используемых электродов и толщины металла, который придется варить. Ниже будет представлена таблица со значениями силы тока для сварки электродами определенного диаметра.
Соответствие силы тока электроду для сварки инвертором:
- 1,60 мм — 25-50 А;
- 2,00 мм — 40-80 А;
- 2,50 мм — 60-110 А;
- 3,20 мм — 80-120 А;
- 4,00 мм — 120-160 А.
В свою очередь диаметр электрода подбирается в зависимости от толщины свариваемой заготовки:
- Для сварки металла от 1,5-2 мм — служат электроды 1,5 мм;
- Для сварки металла от 1,5-3 мм — служат электроды 2,0 мм;
- Для сварки металла от 1,5-5 мм — служат электроды 2,5 мм;
- Для сварки металла от 2-12 мм — служат электроды 3,2 мм;
- Для сварки металла от 4,0-20 мм — служат электроды 4 мм;
После того, как требуемые значения силы тока для сварки инвертором выяснены, можно смело приступать к сварочному процессу. Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Как зажечь дугу, и в какую сторону вести электрод
Зажечь дугу можно несколькими способами, легким постукиванием электрода о металл или чирканьем, когда электрод касается свариваемой заготовки, и тут же проводится по ней. Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Следует заметить, что существует множество техник движения электродом: ёлочкой, зигзагом, треугольником и т. д. Какую именно выбрать из них, во многом зависит от положения заготовки во время сварки, её толщины, а также других, не менее значимых моментов. Для освоения азов электросварки инвертором, предпочтительно использовать технику движения электродом «ёлочка» или «зигзагом».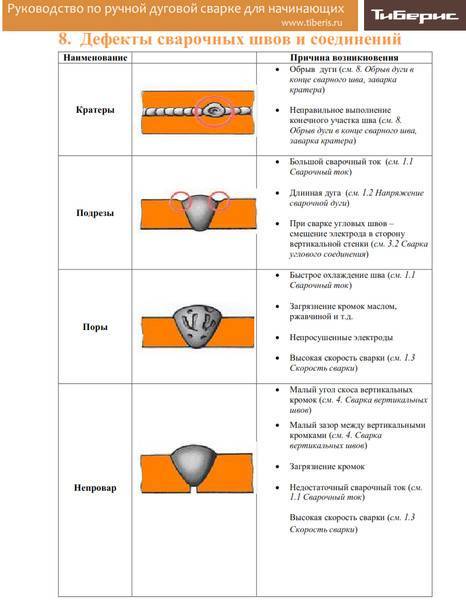
При этом угол наклона электрода при сварке должен составлять примерно 70 градусов по отношению к поверхности заготовки, а скорость его движения должна быть средней, если металл не совсем уж тонкий. В конце, когда сварочный шов будет завершен, не забудьте заварить кратер. Для этого нужно остановиться в конце шва, а после медленно и не спеша разорвать дугу.
Поделиться в соцсетях
Электродуговая сварка для начинающих — основные принципы
Электродуговая сварка – широко распространенный в наше время способ соединения металлических деталей для получения из них различных конструкций. В этой статье мы будем рассматривать, что из себя представляет процесс электродуговой сварки и как он должен проводиться – с точки зрения необходимого оборудования и с точки зрения мер предосторожности. Данный материал ориентирован на начинающих сварщиков.Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
Принцип работы электродуговой сварки
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По автоматизации – ручная и автоматизированная;
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.
Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц. После этого ток может использоваться для работы сразу же или после выпрямления.
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т. д.
д.
Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов. Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
- Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
 Реализуемые защитные приспособления должны соответствовать ГОСТ.
Реализуемые защитные приспособления должны соответствовать ГОСТ.Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.

Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Мы рассмотрели процесс электродуговой сварки. Надеемся, эта информация будет Вам полезна. Вы можете обучиться сварке, записавшись на курсы, где проводят уроки сварки (для начинающих сварщиков существуют курсы, где можно получить разряд всего за несколько месяцев), либо с помощью видео-уроков для начинающих. Также вы можете прочитать какой-нибудь материал, посвященный этой теме, к примеру – реферат. Хороший реферат способен объяснить много аспектов сварки, и поэтому реферат вполне может считаться обучающим материалом.
Видео ручная дуговая сварка
Сеть профессиональных контактов специалистов сварки
1. На нашем форуме можете смотреть онлайн (без регистрации и бесплатно) Ручная дуговая сварка, видео обучающее. На англ. языке с рус. субтитрами. Основы ручной дуговой сварки, теория и практика.
2.Ручная дуговая сварка, видео урок о сваривании электродами горизонтальных швов по толстому металлу, потолочных швов.
3. Ручная дуговая сварка, видео урок (краткий) о сваривании вертикальных швов.
4. Видео ручная дуговая сварка при пониженном напряжении до 140В сети. Используется инвертор MobiARC 160.
Видео ручная дуговая сварка при пониженном напряжении до 140В сети. Используется инвертор MobiARC 160.
6. Сварка электродами полуавтоматом «MobiMIG» при пониженном напряжении в сети 220В-140В.
7. Сварка электродами диаметром 3 и 4мм инвертором ЭлсвА ВД-160И, работа от генератора, и сравнение инвертора c французским IMS 1600.
8. Сварка стальных труб небольшого диаметра электродами (в ролике применяется инвертор ИИСТ-140).
Сварка стальных труб небольшого диаметра электродами (в ролике применяется инвертор ИИСТ-140).
Другие страницы сайта, относящиеся к теме «
Видео ручная дуговая сварка
:
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Как правильно варить электродуговой сваркой, что необходимо для безопасности.
Научиться варить электродуговой сваркой просто необходимо домашнему мастеру.
Что необходимо помнить, кроме основных правил и рекомендаций начинающему электросварщику? Надеемся, что простые и доступные уроки помогут осуществить задуманное.
С чего начинается сварка
Технику сварных работ можно назвать ежедневной практикой. С чего начинается процесс сварки электродуговой? Конечно же, с получения минимума теоретических знаний по теме: «Как варить электросваркой» и комплектации сварщика, а также желания овладеть навыками электросварки для начинающих.
Уроки электросварки или как научиться варить
урок 1. Сварочный аппарат
Задачей сварочного аппарата является обеспечение регулируемым током электрод. Поэтому сварочный аппарат может обеспечить электрод постоянным или переменным током. Напомним, что сварка электродуговая с использованием постоянного тока создает однонаправленный поток электронов. Таким образом, выбор полярности при сварочных работах и будет определять «главное направление».
Сварочный инвертор позволяет выбрать полярность. Поэтому необходимо помнить о подключении провода к соответствующей клемме. Различают полярность прямую и обратную.
Прямая полярность будет означать:
• «минус» находится на электроде, а «плюс» на клемме «земля».
Обратная полярность на практике означает, что:
• «плюс» находится на электроде, а «минус» — клемма «земля».
Как в мире нет одинаковых людей, так и не существует одинаковых сварочных аппаратов, потому что любой аппарат будут варить с вашим участием по-своему. Поэтому, разобравшись с полярностью, необходимо разобраться с проводами и зажимами.
урок 2. Провода и быстросъемные зажимы
Процесс обеспечения сварочного аппарата электрическим током осуществляется с помощью проводов, оснащенных быстросъемными зажимами. Для сварных работ рекомендуется использовать изолированные медные проводники.
Проводники, предназначенные для соединения электродержателей при сварке электродуговой, используют источник переменного напряжения 220 В, а также номинальной частоты 50 Гц. Обозначение проводов КОГ 1 (сечение жил 16 — 35 мм 2) и КОГ 2 (сечение жил 25 – 35 мм2). Токопроводящими жилами являются медные многопроволочные жилы, в качестве сепаратора выступает синтетическая пленка.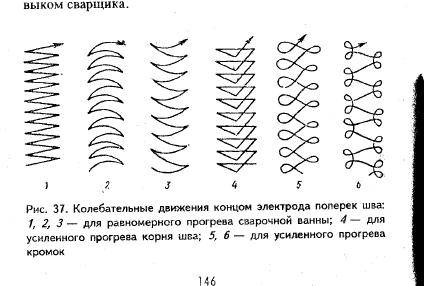 Обозначение на кабеле будет выглядеть примерно так:
Обозначение на кабеле будет выглядеть примерно так:
КОГ2 1х35+2х0,75 ТУ16.К73.03-97.
Конец рабочего провода оснащен быстросъемным зажимом, к которому присоединен 3-х метровый проводник и электрододержатель.
Осознав необходимость использования проводов в конструкции сварного аппарата, обратим взор на приспособление, которое называется электрододержатель
урок 3. Электрододержатель
Электрододержатель является главным «контактером», потому что без его участия невозможно удерживать электрод в заданном рабочем состоянии и осуществлять контакт между проводом. В зависимости от применения разных типов электродов, электрододержатель рассчитан на токи:
200А, 300А или 500А. Нагрузка ПВ 60% — ПВ 35%.
Электрододержатели оборудуют овальной высокопрочной теплоизолирующей рукояткой. Фиксация электрода жесткая, в нескольких рабочих положениях.
Вид электрододержателя внешне напоминает плойку, только в качестве завивающегося локона будет торчать сердитый электрод.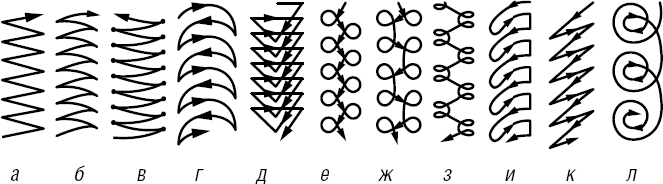
Электрододержатель обозначает примерно так: DE 2200 Электрододержатель (200-250A).
урок 4. Электроды
Невозможно произвести качественный шов своими руками с использованием низкопробных электродов. Штучные электроды представляют собой металлические стержни, длиной до 30 см, покрытые определенным составом (рутилово — основным покрытием). Различают электроды общего назначения (марки МР-3 и АНО-4) и для сварки ответственных конструкций (марка УОНИ 13/55) из низколегированных сталей.
Электроды должны обладать высокими технологическими свойствами и характеризоваться следующими параметрами:
• легким зажиганием и стабильность горения сварочной дуги
• хорошей отделимостью шлака и формированием сварного шва
• незначительным разбрызгиванием металла в расплавленном состоянии
• стойкость сварного шва без образования горячих трещин и пор
• получение бездефектного сварного шва в усиленном режиме
• легкость ведения сварного шва при повторном зажигании дуги.
Таким образом, техника электросварки будет зависеть от типа выбранного электрода.
Техника ведения сварных работ предусматривает полную безопасность сварщика. Для этого необходимо осуществлять работу в перчатках, специальном костюме и использовать средства индивидуальной защиты, а именно щиток электросварщика.
урок 5. Светофильтры и щиток электросварщика
При проведении сварочных работ глаза электросварщика должны быть надежно защищены от яркости дуги специальным щитком со светофильтрами. Это позволит защитить глаза от возможности ожога и видеть процесс расплавления металла. Для защиты от искр и царапин, а также яркого свечения дуги используют пластиковые стекла и щиток, которые необходимо подбирать индивидуально.
После подбора и установки фильтра необходимо проверить отсутствие зазора, а лишь после проверки начинать сварочный процесс.
Более детальная информация о дуговой сварке и технике безопасности показана в видео.
 youtube.com/embed/oXf4PasceIQ?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/oXf4PasceIQ?feature=oembed» frameborder=»0″ allowfullscreen=»»>
урок 6. Сварной шов
Изучив и освоив основные уроки, необходимо переходить к практике сварных работ. Поэтому, подготовьте держак, опустите щиток электросварщика и начинайте зажигать дугу. «Зажигать» дугу необходимо по правилам зажигания спички. Чиркнете электродом по металлу в направлении предполагаемого шва. После возникновения поджига дуги, необходимо расположить конец электрода в 3 мм от свариваемой поверхности. Тем самым будет создан рабочий зазор для дуги.
Держак удобнее расположить в руке таким образом, чтобы рычаг находился под большим пальцем руки. После стабильного возникновения дуги необходимо начинать формировать ванну для прогрева металла. Для этого сделайте 2-3 плавных оборота электродом вокруг сварочной ванны. После этого основной металл прогревается на определенную глубину и сварная ванна немного углубляется. Самое главное при создании сварного шва это контроль дугового промежутка. Поэтому просто необходимо научиться этому.
Поэтому просто необходимо научиться этому.
На протяжении продвижения по сварному шву электрод будет расходоваться. Поэтому необходимо его постоянно опускать и удерживать зазор между окончанием электрода и металлом из сварной ванны, тогда правильный шов электросваркой будет гарантирован.
Как??? Вы еще не ознакомились с основами ручной сварки для начинающих? Тогда вам реально сюда!
Дуговая сварка — Все о сварке
В настоящее время существуют различные виды сварки. Одним из наиболее популярных и часто используемых способов является дуговая сварка. Используя такой метод можно создать практически любой сварочный шов, поэтому технология ручной дуговой сварки очень востребована, особенно у начинающих сварщиков и часто применяется в домашних условиях.
Содержание статьи
- Основы дуговой сварки
- Принцип функционирования аппарата дуговой сварки
- Разновидности аппаратов
- Сварочный трансформатор
- Сварочный выпрямитель
- Сварочные аппараты-инверторы
- Техника безопасности
Основы дуговой сварки
Очень часто соединения создаются посредством ручной электродуговой сварки методом прямого действия. За счет того, что электроды непрерывно подаются в участок, где горит дуга, получается устойчивый сварочный процесс. Если дуга будет слишком длинной, то электродный металл начнет окисляться быстрее, глубина провара станет меньше и материал начнет разбрызгиваться и в итоге швы получатся с частичками оксидов.
За счет того, что электроды непрерывно подаются в участок, где горит дуга, получается устойчивый сварочный процесс. Если дуга будет слишком длинной, то электродный металл начнет окисляться быстрее, глубина провара станет меньше и материал начнет разбрызгиваться и в итоге швы получатся с частичками оксидов.
Принцип функционирования аппарата дуговой сварки
Техника дуговой сварки имеет неоспоримое достоинство, которое заключается в том, что температура используемой дуги может достичь до 5000°С и более. Благодаря таким характеристикам, подобным методом можно сварить любые материалы, поскольку такая дуга может расплавить даже максимально прочный металл. Участок, где действует самый высокий температурный режим образуется в дуговом разряде.
Для того, чтобы знать как варить детали при помощи электрической дуги, надо понимать как она зажигается и начинает функционировать. Зажечь дугу можно от короткого замыкания сварочной электрической цепи, когда сварщик электродным концом будет касаться заготовленной детали и сразу же отводить его на пару миллиметров. В этот момент начинает зажигаться электрическая дуга. Для того, чтобы она хорошо горела надо медленными поступательными движениями направлять конец электрода по своей оси в процессе того, как он расплавляется.
В этот момент начинает зажигаться электрическая дуга. Для того, чтобы она хорошо горела надо медленными поступательными движениями направлять конец электрода по своей оси в процессе того, как он расплавляется.
Осуществляя дуговую сварку покрытыми электродами, в процессе работы расплавляется не только их покрытие, но и стержневое основание. Когда покрытие плавится, образуются газы со шлаком. Появившийся шлак смешивается с расплавившимся металлом сварочной ванны и создает своеобразный покров, который всплывает на поверхность. Благодаря такому покрытию металл защищается от возможных реакций с азотом, кислородом и другими частицами атмосферного воздуха. Кроме этого, благодаря шлаку, расплавленные металлы еще и подвергаются очистке.
Разные электродные покрытия позволяют не только обезопасить шов от воздействия окружающей среды посредством газов и шлака, но обеспечивают качественные эффективные металлургические процессы, возникающие в расплаве ванны с используемыми металлами. Покрытые электроды позволяют сварить черные и цветные металлы, при этом толщина изделий, подвергающихся к сварке может быть абсолютно любой. Такие электроды хорошо подходят как для применения в аргонно-дуговой сварке, так и в наплавке металлов. Главное преимущество аппарата дуговой сварки заключается в том, что он очень прост в использовании и в тоже время характеризуется универсальностью. Минус в том, что техника дуговой сварки осуществляется вручную и показатели производительности работы не очень высокие.
Такие электроды хорошо подходят как для применения в аргонно-дуговой сварке, так и в наплавке металлов. Главное преимущество аппарата дуговой сварки заключается в том, что он очень прост в использовании и в тоже время характеризуется универсальностью. Минус в том, что техника дуговой сварки осуществляется вручную и показатели производительности работы не очень высокие.
Выполняя работу надо знать, как правильно варить ручной дуговой сваркой.
Основой для сварного соединения может выступать поковка, литье и прокат. Последний пользуется наибольшей популярностью. Зная, как варить металлы, используя электрическую дугу, важно правильно подготовить изделия. Если вы используете прокат, то изначально его нужно обработать. Для этого производится правка (собственноручно или же с применением станков), далее материал зачищается и вырезаются заготовки. Обратите внимание на полученные отрезки, если они искривлены, то их нужно исправить и подготовить свариваемые кромки.
В соответствии с ГОСТом, предусмотрены основные способы, которыми можно можно получить швы посредством дуговой сварки, размеры которых будут зависеть от толщины материалов, подвергаемых сварке.
Когда детали готовы, их нужно собрать, главное чтобы были соблюдены нужные зазоры и совмещения кромок. Далее нужно определить точность сборки, в этом вам помогут измерительные щупы, линейки и шаблоны. На следующем этапе надо зафиксировать заготовленные детали посредством скоб или прихваток короткими швами. Важно, чтобы сечения выполненных прихваток не были больше, чем 1/3 часть основного шва, а их поверхность надо очистить от шлака и грязи.
От того, какой режим дуговой сварки вы будете использовать, будут зависеть размер и форма соединения. Если увеличить напряжение на дуге, то глубина провара будет меньше, а ширина шва наоборот больше. Чем больше будет сила сварочного тока, тем большей будет глубина провара
Разновидности аппаратов
В настоящее время присутствует большое обилие различных материалов, каждый из которых имеет свои характерные особенности и трудности, возникающие при сварке. Поэтому, дуговая сварка своими руками должна выполняться качественным сварочным аппаратом. Сегодня выделяется три основные разновидности аппаратов, позволяющих выполнить сварочные работы. Классифицируются они в зависимости от типа источника, постоянного или переменного тока на три основные вида:
Сегодня выделяется три основные разновидности аппаратов, позволяющих выполнить сварочные работы. Классифицируются они в зависимости от типа источника, постоянного или переменного тока на три основные вида:
Сварочный трансформатор
Такое устройство максимально просто в управлении и подходит начинающим сварщикам. Принцип его функционирования заключается в понижении напряжения сети до оптимального, которое подходит для работы сварочного аппарата. За это отвечает базисная деталь данного устройства – трансформатор. Такой аппарат предназначен для получения исключительно переменного тока. В процессе эксплуатации трансформатора, необходимо осуществлять регулировку силы выделяемого тока. Для этого в комплекте устройства предусмотрены первичная и вторичная обмотки. Двигая их – вы будете изменять силу подачи тока.
Постоянно задаетесь вопросом: как научиться варит дуговой сваркой?
Совет! Сварочный трансформатор подходит новичкам, чтобы начать обучение сварке.
Используя такое устройство, можно получить надежные и качественные соединения, главное, чтобы верно были подобраны электроды для переменного тока. КПД описываемого аппарата – очень высокий и достигает 90% и выше. В таблице ниже представлены технические параметры сварочных аппаратов, выпускаемых разными производителями.
Сварочный выпрямитель
Главное предназначение подобного устройства состоит в выпрямлении напряжения, преобразовании и создании постоянного тока, применяя при этом переменный. В конструкцию выпрямителя входят следующие элементы: один трансформатор понижения тока, диодный блок, системы, позволяющие регулировать защиту и пуск. Сравнивая устройство сварочного выпрямителя и трансформатора, очевидно, что конструкция первого намного сложнее. И в этом заключается их главное преимущество, т.к. такие приборы, как сварочные выпрямители, более стабильны и качественны в работе, поскольку и ток, и дуга, и получаемый в итоге сварочный шов характеризуются более высоким качеством.
На примере выпрямителя ВД-301 рассмотрим характеристики аппарата.
Как уже отмечалось, выпрямители позволяют создать более прочное и надежное соединение. Несмотря на большое количество плюсов у такого аппарата, выделяется и ряд недостатков: прибор очень громоздкий и из-за этого для его работы требуется очень большое напряжение, а это негативно сказывается на состоянии напряжения в сети.
Сварочные аппараты-инверторы
Подобное оборудование является своего рода новинкой, т.к. появилось относительно недавно. Инвертор характеризуется высокой мощностью и функционирует под частотой более 500 Гц.
В данном случае для передачи энергии нет необходимости в крупногабаритном трансформаторе. С этой задачей прекрасно справится и маленький, обеспечивающий протекание постоянного тока на протяжении всего времени, инвертор. Его масса – 7-8 кг. Благодаря такому небольшому весу, прибор очень удобен в эксплуатации. В конструкции инвертора предусмотрен сетевой фильтр, два выпрямителя, преобразователь переменного напряжения, схема управления. Работа сварочного инвертора характеризуется максимальной стабильностью.
Работа сварочного инвертора характеризуется максимальной стабильностью.
Ручная дуговая сварка для начинающих – процесс непростой. Однако выбрав подходящий аппарат, вы значительно упростите себе работу. Самое главное на что следует обращать внимание при покупке агрегата для сварки – это диапазон допустимого изменения сварочного тока. Этот параметр говорит об активной мощности аппарата. Важно уделять внимание и такому моменту, как способность зажигать дугу в короткие сроки, поскольку от этого показателя будет зависеть продуктивность работы. Обычно эти данные указаны в технических характеристиках прибора.
Совет! Если указаны параметры 60-80 В и выше, значит дуга будет зажигаться очень быстро.
Техника безопасности
Как уже было отмечено, техника дуговой сварки требует от выполняющего работу максимальной сосредоточенности и определенных знаний. Не стоит забывать и о правилах безопасности. Обязательно используйте защитный щиток и надевайте перчатки и защитный костюм. Так вы будете застрахованы от возможного получения ожогов, поскольку в процессе работы может случиться всякое, особенно, если работает новичок. Например, расплавленный метал может попасть вам на часть тела, поэтому следует быть предельно осторожным. Также перед началом работы, обязательно проверьте исправность оборудования.
Так вы будете застрахованы от возможного получения ожогов, поскольку в процессе работы может случиться всякое, особенно, если работает новичок. Например, расплавленный метал может попасть вам на часть тела, поэтому следует быть предельно осторожным. Также перед началом работы, обязательно проверьте исправность оборудования.
Если вы не имеете никакого опыта работы в данной сфере, то возьмите уроки у профессионалов, которые знают толк в выполнении сварочных швов.
Подводя итог отметим, что дуговая сварка – процесс непростой и чтобы понять как варить, надо детально ознакомиться со всеми особенностями технологии и подобрать подходящий сварочный аппарат. Если вы не уверены в своих силах и не имеете достаточного опыта, то лучше обратиться к специалистам. Только выполняя все правила и рекомендации по тому, как правильно варить дуговой сваркой, можно получить качественный, прочный и надежный шов.
https://youtu.be/NnaJTrs2qQA
Курсы сварки
Технология сварки
Сертификаты
Сварка
Сварка 108
Ацетилено-дуговая сварка
Ранее: Сварка 008, Ацетилено-дуговая сварка
Единица(ы) : 3,0
Класс Часы работы: 16 лекций, 96 всего лабораторий. Студенты должны предоставить оборудование для обеспечения безопасности. (Так же, как Automotive Technology 108 и Diesel 108). ХСС
Сварка 125A
Промежуточная дуговая сварка, уровень I
Ранее: Сварка 025A, промежуточная дуговая сварка, уровень I
Единица(ы) : 3,0
Класс часов: 16 лекций, 96 лабораторий всего.
Условие : Сварка 108 с минимальной оценкой C.
Этот курс предназначен для улучшения ранее приобретенных навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки в среде защитного газа E-7018 (SMAW). ХСС
Сварка 125B
Промежуточная дуговая сварка, уровень II
Ранее: Сварка 025B, Промежуточная дуговая сварка, уровень II
Единица(ы) : 3. 0
0
Класс часов: 16 лекций, 96 лабораторий всего.
Предварительное требование: Welding 108 и Welding 125A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки, который проводит SAC Welding Instructor. студент должен пройти сертификационный экзамен по сварке. Студент знакомится с подготовкой 1-дюймовой пластины.Этот курс познакомит студентов с классом лицензирования D1.1. правила и положения Департамента строительства и безопасности города Лос-Анджелес. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки в среде защитного газа E-7018 (SMAW).
Сварка 129A
Усовершенствованная дуговая сварка, уровень I
Ранее: Welding 029A, Advanced Arc Welding Level I
Единица(ы): 3. 0
0
Класс Часы работы: 16 Лекция, 96 Лаборатория всего.
Требования: Сварка 108 с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки.
Этот курс предназначен для того, чтобы помочь учащимся улучшить ранее приобретенные навыки дуговой сварки и подготовить их к сдаче сертификационного экзамена по сварке. Предоставляет расширенные манипулятивные навыки и технические знания, необходимые для прохождения испытания на изгиб с направляющей пластиной толщиной 1 дюйм, необходимого для сертификации конструкционной стали.ХСС
Сварка 129B
Усовершенствованная дуговая сварка, уровень II
Ранее: Welding 029B, Advanced Arc Welding Level II
Единица(ы) : 3,0
Класс часов: 16 лекций, 96 лабораторий всего.
Предпосылки: Сварка 129A с минимальной оценкой C или удовлетворительная сдача квалификационного экзамена по навыкам дуговой сварки, проводимого инструктором по сварке SAC.
Этот курс предназначен для совершенствования ранее приобретенных навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных листов (сталь 1 дюйм) с использованием процесса дуговой сварки в среде защитного газа (SMAW) E-7018 в соответствии с правилами и положениями Американского общества сварщиков, код D1.1. Книга. ХСС
Сварка 129C
Усовершенствованная дуговая сварка, уровень III
Ранее: Welding 029C, Advanced Arc Welding Level III
Единица(ы) : 3.0
Класс часов: 16 лекций, 96 лабораторий всего.
Предварительное требование: Сварка 129B с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки, проводимого инструктором по сварке SAC. Этот курс предназначен для улучшения и освоения ранее приобретенных навыков дуговой сварки учащегося до продвинутого уровня и подготовки учащегося к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки в среде защитного газа E-7018 в соответствии с правилами и нормами Американского общества сварщиков.На этом уровне учащиеся сдают сертификационный тест D1.1. ХСС
Этот курс предназначен для улучшения и освоения ранее приобретенных навыков дуговой сварки учащегося до продвинутого уровня и подготовки учащегося к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки в среде защитного газа E-7018 в соответствии с правилами и нормами Американского общества сварщиков.На этом уровне учащиеся сдают сертификационный тест D1.1. ХСС
Сварка 129D
Усовершенствованная дуговая сварка, уровень IV
Ранее: Welding 029D, Advanced Arc Welding Level IV
Единица(ы) : 3,0
Класс часов: 16 лекций, 96 лабораторий всего.
Предпосылки: Сварка 129C с минимальной оценкой C или удовлетворительная сдача квалификационного экзамена по навыкам дуговой сварки, проводимого инструктором по сварке SAC.
Этот курс содержит инструкции первого уровня по принципам, оборудованию, методам сварки, режиму работы и технике безопасности при дуговой сварке (FCAW) проволокой с флюсовой проволокой, используемой для конструкционной стали. Он также предназначен для улучшения ранее приобретенных навыков дуговой сварки учащегося и подготовки учащегося к сдаче сертификационного экзамена по сварке D1.1. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных листов (сталь 1 дюйм) с использованием проволоки FCAW 2/32 (дуговая сварка порошковой проволокой).ХСС
Сварка 139A
Сварка в среде инертного газа, уровень I
Ранее: Сварка 039A, Сварка в среде инертного газа, уровень I
Единица(ы) : 3,0
Класс часов: 16 лекций, 96 лабораторий всего.
Предпосылка : Сварка 108 с минимальной оценкой C или удовлетворительной сдачей экзамена по навыкам дуговой сварки.
Этот курс знакомит слушателей с дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW) и сваркой в среде инертного газа (MIG) алюминия, низкоуглеродистой стали и нержавеющей стали. ХСС
Сварка 139B
Сварка в среде инертного газа, уровень II
Ранее: Сварка 039B, Сварка в среде инертного газа, уровень II
Единица(ы) : 3,0
Класс часов: 16 лекций, 96 лабораторий всего.
Предварительное требование: Сварка 139A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам сварки в среде инертного газа, проводимого инструктором по сварке SAC. Этот курс предназначен для повышения навыков сварки студентов в процессе дуговой сварки вольфрамовым электродом (GTAW) и в среде инертного газа (MIG). Особое внимание уделяется горизонтальному положению алюминия, мягкой стали и нержавеющей стали. ХСС
ХСС
Сварка 139C
Сварка в среде инертного газа, уровень III
Ранее: Сварка 039C, сварка в среде инертного газа, уровень III
Единица(ы) : 3.0
Класс часов: 16 лекций, 96 лабораторий всего.
Требование: Сварка 139B с минимальной оценкой C или удовлетворительная сдача квалификационного экзамена по навыкам сварки в среде инертного газа, проводимого инструктором по сварке SAC. . Этот курс предназначен для того, чтобы дать учащимся навыки, необходимые для прохождения сертификационного экзамена по сварке методами GTAW и MIG.Студент должен освоить горизонтальное и вертикальное положение сварки вверх. ХСС
Сварка 140А
Сертификация сварщиков, уровень I
Ранее: Сварка 040A, сертификационный курс обучения сварке, уровень I
Единица(ы) : 3. 0
0
Класс часов: 16 лекций, 96 лабораторий всего.
Требование: Сварка 108 с минимальной оценкой C или удовлетворительной сдачей экзамена по навыкам дуговой сварки. Это продвинутый курс, который включает лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в среде защитного газа (SMAW), а также дуговой сварки с флюсовой проволокой
(FCAW).Студент сосредоточится на сварке в вертикальном и потолочном положении и подготовке испытательных листов. ХСС
Сварка 140B
Сертификация сварщика II уровня
Ранее: Сварка 040B, сертификационный курс обучения сварке, уровень II
Единица(ы) : 3,0
Класс часов: 16 лекций, 96 лабораторий всего.
Это продвинутый курс, который включает лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки защищенным металлом
(SMAW), а также дуговой сварки с флюсовой проволокой (FCAW) в вертикальном и потолочном положениях. .Студент сосредоточится на сварке SMAW, FCAW и труб в положениях 1G и 2G с использованием электрода E6010. ХСС
Сварка 140C
Сертификация сварщиков, уровень III
Ранее: Сварка 040C, сертификационный курс обучения сварке, уровень III
Единица(ы) : 3,0
Класс Часы работы: 16 Лекция, 96 Лаборатория всего.
Это продвинутый курс, который включает лекции и практические занятия по сварке в нескольких областях сертификации с использованием дуговой сварки защищенным металлом
(SMAW), а также дуговой сварки с флюсовой проволокой (FCAW) в вертикальном и потолочном положениях.Студент сосредоточится на сварке SMAW, FCAW и труб в положениях 5G и 6G с использованием электрода E6010. ХСС
Сварка 141A
Подготовка к сертификационному экзамену по сварке, уровень I
Ранее: Сварка 041A, подготовка к сертификационному экзамену по сварке, уровень I
Единица(ы) : 3,0
Класс Часы: 48 Всего лекций.
Предварительное требование: Сварка 108 с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки, проводимого инструктором по сварке SAC.
Этот практический курс предназначен для продвинутых студентов, изучающих сварку. Инструктаж будет охватывать проектирование, предварительный отбор основного/присадочного материала, процедуру/аттестацию сварщика, основы изготовления и испытания, как указано Американским обществом сварщиков (AWS) D1.1. Спецификации Structural Code, ведущие к сертификации сварщиков в Лос-Анджелесе или AWS.ХСС
Сварка 141B
Подготовка к сертификационному экзамену по сварке, уровень II
Ранее: Welding 041B, подготовка к сертификационному экзамену по сварке, уровень II Единицы: 3,0
Класс Часы: 48 Всего лекций.
Условие: Сварка 141A с минимальной оценкой C.
Этот курс предназначен для продвинутых студентов, изучающих сварку. Инструктор расскажет о предварительно квалифицированном материале основы/присадки, процедуре/аттестации сварщика и тестировании, как указано Американским обществом сварщиков (AWS). D1.1 Спецификации Structural Code приводят к получению сертификатов сварщиков в Лос-Анджелесе или AWS. ХСС
Сварка 153A
Математика/синтетика для сварщиков
Ранее: Сварка 053, Чтение математики/чертежей для сварщиков
Единица(ы) : 3.0
Класс Часы: 48 Всего лекций.
Этот класс предназначен для ознакомления студентов-сварщиков с математикой и чтением чертежей, а также с их применением для сварщиков, связанных со сварочной промышленностью. Акцент будет сделан на практических задачах математических (для сварщиков) измерений, инструментов, площади, объема, дробей, десятичных знаков и метрической системы. Этот курс позволит учащимся читать и интерпретировать рабочие и полевые чертежи и распечатки, связанные со сварочной промышленностью.ХСС
Акцент будет сделан на практических задачах математических (для сварщиков) измерений, инструментов, площади, объема, дробей, десятичных знаков и метрической системы. Этот курс позволит учащимся читать и интерпретировать рабочие и полевые чертежи и распечатки, связанные со сварочной промышленностью.ХСС
Сварка 153В
Математика/синтетика для сварщиков
Единица(ы) : 3,0
Классные часы: 48 Всего лекций.
Это углубленный курс, предназначенный для того, чтобы позволить учащимся работать на более высоком уровне по математике и чтению чертежей, а также применять их для сварщиков, связанных со сварочной промышленностью.Упор будет сделан на обыкновенные дроби, десятичные дроби, периметр квадратов, площади
треугольника, объемы, длины окружностей кругов и периметр. Учащийся сможет читать и интерпретировать заводские и полевые чертежи, а также распечатки, связанные со сварочной промышленностью. ХСС
Сварка 154A
Начало работы с трубами
Ранее : Сварка 054A, Начальные основы труб
Единица(ы) : 3.0
Класс часов: 16 лекций, 96 лабораторий всего.
Условие: Сварка 125A с минимальным классом C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Акцент будет сделан на швы с открытой корневой разделкой на листе с использованием процесса дуговой сварки в защитном металле с использованием электродов E6010 и E7018. Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности. ХСС
Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности. ХСС
Сварка 154B
Сварка промежуточных труб
Ранее: Сварка 054B, Сварка промежуточных труб
Единица(ы): 3,0
Класс часов: 16 лекций, 96 лабораторий всего.
Условие: Сварка 154A с минимальным классом C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделено сварным швам с открытой корневой разделкой на трубах с использованием процесса дуговой сварки в среде защитного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности.Студенты познакомятся с технологией орбитальной сварки. ХСС
Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности.Студенты познакомятся с технологией орбитальной сварки. ХСС
Сварка 154C
Усовершенствованная сварка труб
Ранее: Welding 054C, Advanced Pipe Welding
Единица(ы): 3,0
Класс часов: 16 лекций, 96 лабораторий всего.
Условие: Сварка 154B с минимальным классом C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделено сварным швам с открытой корневой разделкой на трубах с использованием процесса дуговой сварки в среде защитного металла с использованием электродов E6010 и E7018.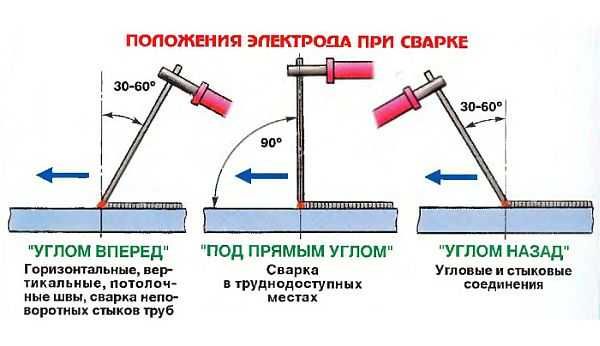 Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности.Студенты будут настраивать и эксплуатировать аппарат орбитальной сварки. ХСС
Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности.Студенты будут настраивать и эксплуатировать аппарат орбитальной сварки. ХСС
Сварка 155A
Начальное производство металла
Единица(ы) : 3.0
Класс часов: 16 лекций, 96 лабораторий всего.
Требование: Сварка 125A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки.Производителю сварочного производства требуется высококвалифицированный сварщик/слесарь.
Этот курс состоит из 112 часов обучения безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться правильной эксплуатации цехового оборудования, сварке, сборке, металлическим профилям и различным методам сборки и сборки. ХСС
ХСС
Сварка 155B
Производство промежуточных металлов
Единица(ы): 3.0
Класс часов: 16 лекций, 96 лабораторий всего.
Требование: Сварка 155A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки.
Этот курс состоит из 112 часов обучения безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться правильной эксплуатации цехового оборудования, сварке, сборке, металлическим профилям и различным методам сборки и сборки.Например, аэрокосмический, военный или специальный инструмент, который может помочь сохранить жесткие допуски, требуемые инженером. Студенты изучат терминологию изготовления и правильную практику, используемую в различных отраслях промышленности. Этот курс предназначен для адаптации и повышения квалификации в соответствии с отраслевыми стандартами, а также для развития производственных навыков, дополняющих и расширяющих навыки сварки. ХСС
Этот курс предназначен для адаптации и повышения квалификации в соответствии с отраслевыми стандартами, а также для развития производственных навыков, дополняющих и расширяющих навыки сварки. ХСС
Сварка 156A
Начало роботизированной сварки
Ранее: Сварка 056A, Начало роботизированной сварки
Единица(ы) : 3.0
C девушка Часы работы: 32 Лекция, 48 Лаборатория общ.
Предварительные требования: Сварка 108 с минимальной оценкой C. Одновременное зачисление на сварку 157A. Курс представляет собой базовый курс программирования, который учит студентов, как безопасно манипулировать роботом с помощью надлежащего использования роботизированного контроллера и обучающего подвесного пульта. Этот курс также знакомит слушателей с процессом дуговой сварки металлическим газом и порошковой проволокой.Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов, различным методам сварки, а также идентификации основного и присадочного металла. Этот курс является введением в робототехнику/лазерную технологию. (То же, что и Инженерное дело 156А). ХСС
Сварка 156B
Промежуточная роботизированная сварка
Ранее: Сварка 056B, Промежуточная роботизированная сварка
Единица(ы): 3.0
Класс Часы работы: 32 лекции, 48 лаборатория всего.
Предварительные требования: Сварка 156A и Сварка 157A с минимальной оценкой C. Одновременное зачисление на курс сварки 157B. Курс роботизированной сварки учит учащихся, как безопасно манипулировать роботом с помощью надлежащего использования контроллера робота и подвесного пульта обучения. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Учащиеся смогут вводить процедуры сварки, поворотные рамы, круговые движения, ткачество, команды копирования-удаления, шеститочечный инструментальный центр и другие действия, связанные с процессом роботизированной сварки. (То же, что и Инженерное дело 156Б). ХСС
Одновременное зачисление на курс сварки 157B. Курс роботизированной сварки учит учащихся, как безопасно манипулировать роботом с помощью надлежащего использования контроллера робота и подвесного пульта обучения. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Учащиеся смогут вводить процедуры сварки, поворотные рамы, круговые движения, ткачество, команды копирования-удаления, шеститочечный инструментальный центр и другие действия, связанные с процессом роботизированной сварки. (То же, что и Инженерное дело 156Б). ХСС
Сварка 156C
Усовершенствованная роботизированная сварка
Ранее: Welding 056C, Advanced Robotic Welding
Единица(ы): 3.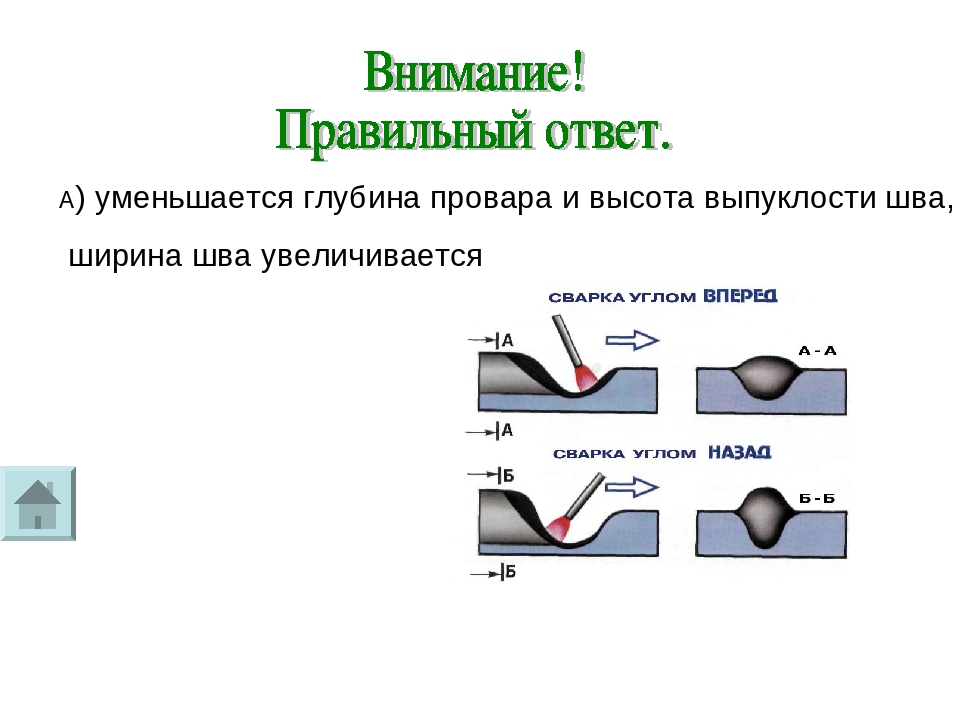 0
0
Класс Часы работы: 32 лекции, 48 лаборатория всего.
Предварительные требования: Сварка 156B с минимальной оценкой C. Одновременное зачисление на курс сварки 157C. Курс Advanced Robotic Welding учит учащихся, как безопасно манипулировать роботом с помощью правильного использования контроллера робота и подвесного пульта обучения. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Учащиеся смогут создавать программы по безопасности роботизированной сварки, управлению TPP, пользовательским кадрам, скоординированному движению, TAST, TAST-RPM, регистрам положения и смещениям, прикосновениям и датчикам, а также действиям, связанным с процессом роботизированной сварки. (То же, что и Инженерное дело 15). ХСС
Сварка 157A
Базовое программирование роботов
Единица(ы): 3. 0
0
Класс часов: 16 лекций, 96 лабораторий всего.
Предварительное условие: сварка 108 с минимальной оценкой C. Одновременное зачисление на сварку 156A. Это базовый курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью правильного контроллера. Темы включают безопасные методы эксплуатации, линейные перемещения, системы координат, программирование Teach Pendant и интеграцию программного и аппаратного обеспечения.(То же, что и Инженерное дело 157А). ХСС
Сварка 157B
Промежуточное программирование роботов
Единица(ы): 3,0
Класс часов: 16 лекций, 96 лабораторий всего.
Предварительные требования: Сварка 156A и Сварка 157A с минимальной оценкой C. Одновременное зачисление на сварку 156B. Этот курс представляет собой курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы работы, круговые движения, настройку робота, расширенное программирование и функции Teach Pendant, а также вспомогательное оборудование. (То же, что и Инженерное дело 157Б).ХСС
Сварка 157C
Расширенное роботизированное программирование сварки
Единица(ы): 3,0
Класс часов: 16 лекций, 96 лабораторий всего.
Предварительное условие: Сварка 156B и Сварка 157B с минимальной оценкой C.Параллельная регистрация в Welding 156C.
Это продвинутый курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы эксплуатации, логические команды и системы координат, расширенное программирование Teach Pendant, сетевую интеграцию, моделирование и интеграцию программного и аппаратного обеспечения. (То же, что и Инжиниринг 157С). ХСС
Сварка 160
Введение в процесс валидации и проверки процесса лазерной сварки: уровень 1
Единица(ы): 3. 0
0
Класс Часы работы: 18 Лекция, 108 Лаборатория всего.
Этот курс предназначен для ознакомления студентов с валидацией лазерной сварки и развитием производственных возможностей с использованием оборудования для сварки волоконным лазером. ХСС
Сварка 161
Проверка процесса планирования и проверка процесса лазерной сварки: Уровень 2
Единица(ы): 3.0
Класс Часы работы: 18 Лекция, 108 Лаборатория
Условие: Сварка 160 с минимальной степенью C всего. Этот курс предназначен для ознакомления студентов с процессом лазерной сварки, сосредоточенным на трех основных мероприятиях: план квалификации установки (IQ), план эксплуатационной квалификации (OQ) и план квалификации производительности (PQ) в соответствии с MVP. ХСС
ХСС
Сварка 162
Выполнение валидации и проверки процесса лазерной сварки: Уровень 3
Единиц: 3.0
Класс часов: 18 лекций, 108 лабораторий всего. Предварительное условие: Сварка 161 с минимальной оценкой C всего.
Этот курс предназначен для выполнения действий по валидации процессов лазерной сварки, сосредоточенных на трех основных действиях: отчет об аттестации установки (IQ), отчет об аттестации эксплуатации (OQ) и отчет об аттестации производительности (PQ) в соответствии с MVP. CSU
Начальная дуговая сварка (SMAW) – Обучение
Введение
Базовые навыки сварки доступны каждому. В этом семестре я прошел курс сварки, чтобы изучить основы сварки, чтобы я мог заниматься ею в развлекательных целях и в качестве хобби, когда мне нужно.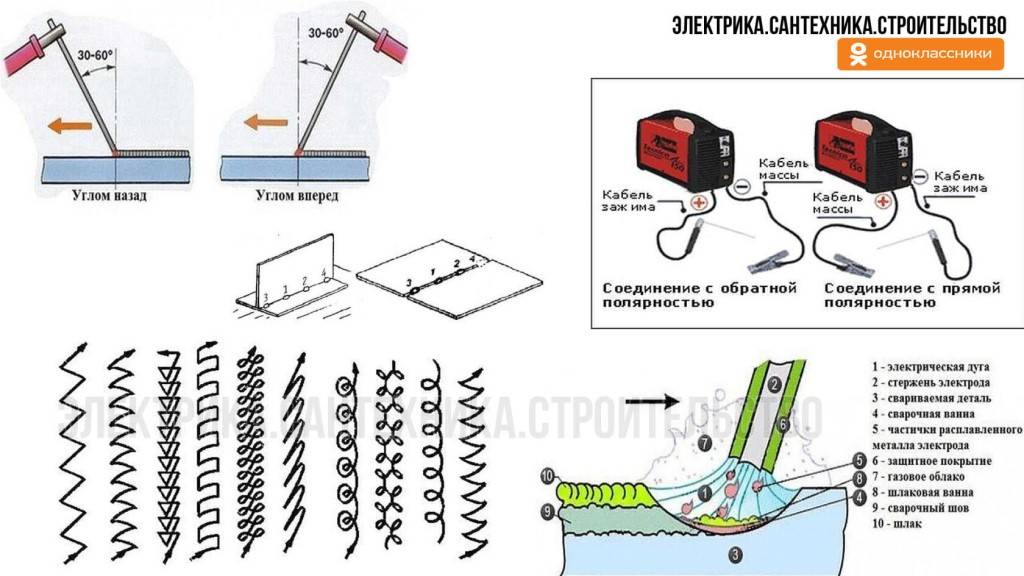 Итак, зная, что проведение урока по предмету помогает мне лучше запоминать информацию, я был вдохновлен на создание своего урока, чтобы не только помочь другим, но и улучшить свои знания по этому предмету.
Итак, зная, что проведение урока по предмету помогает мне лучше запоминать информацию, я был вдохновлен на создание своего урока, чтобы не только помочь другим, но и улучшить свои знания по этому предмету.
Этот урок предназначен для людей, которые очень мало знают о сварке, но имеют базовые знания в области сварки и общей терминологии. Для всех, кто хочет починить, отремонтировать или построить что-либо из металла, важно уметь правильно сваривать. Сварку можно использовать в развлекательных целях (как я) или как профессию.Этот учебный модуль поможет вам изучить основные приемы выполнения простого сварного шва с использованием аппарата для дуговой сварки в среде защитного газа (SMAW).
Цели обучения
После этого занятия вы должны быть в состоянии правильно идентифицировать все защитное оборудование, необходимое для использования дуговой сварки SMAW, само сварочное оборудование, а также быть в состоянии приступить к практическому процессу выполнения сварного шва с помощью дуговой сварщик.
Инструменты, необходимые для проведения урока
Защитное снаряжение
- 1 пара рукавичных перчаток
- 1 пара плоскогубцев
- 1 щиток/каска для дуговой сварки с затемненной линзой #10
- Защитные очки с небьющимися линзами
- 1 ведро воды
- Подходящая одежда
- Рубашка с длинным рукавом, длинные брюки, кожаная обувь (без потертой одежды)
Сварочное оборудование
- 1 Аппарат для дуговой сварки
- Стержни для дуговой сварки (6013 или 6011)
- Кусок стали для работы с
- Проволочная щетка
- Молоток для шлака
Историческое значение
В той или иной форме сварка существовала со времен средневековья.В 1880 году Огюст Де Меритенс изобрел процесс соединения двух свинцовых пластин с помощью угольного стержня и тепла дуги. Его ученик Николай Бенардос позже получил патент на сварочный процесс. В 1890 году К. Л. Коффин получил патент на процесс сварки с использованием металлического стержня. Это был первый процесс переноса металла со стержня на заготовку, и таким образом родился современный процесс дуговой сварки. (Институт технологии сварки Хобарта)
Л. Коффин получил патент на процесс сварки с использованием металлического стержня. Это был первый процесс переноса металла со стержня на заготовку, и таким образом родился современный процесс дуговой сварки. (Институт технологии сварки Хобарта)
Сегодня практически каждый крупный металлический объект сваривается в той или иной форме.Отдельные элементы всех стальных конструкций, включая здания, мосты, вышки сотовой связи и другие конструкции, свариваются вместе. Все автомобили, автобусы и поезда сварены вместе. Созданный давно процесс сварки позволяет нам жить так, как мы живем сегодня.
Как и в большинстве областей строительства и производства, женщин значительно меньше, когда дело доходит до сварщиков. Сварка — это просто техника, и женщины могут выполнять эту задачу так же эффективно, как и мужчины.
Личный опыт
Я полный новичок в сварке.У меня всего около 40 часов практического опыта сварки. Хотя я могу объяснить вам технику, необходимую для укладки бусины, я знаю из личного опыта, что вам потребуется много практики, прежде чем вы сможете делать это эффективно и результативно.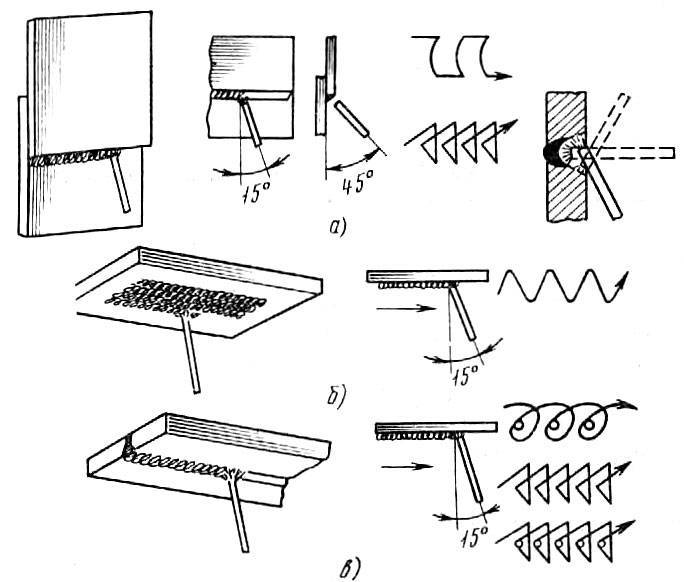
Люди, которые занимаются сваркой как профессией, обычно посещают какое-нибудь сварочное училище. После изучения тонкостей профессии, а также бесчисленных часов практики сварщики должны пройти сертификацию, прежде чем приступать к профессиональной деятельности.Ближайшая местная школа сварки — школа сварки в Олбани. Тем не менее, эти профессиональные школы расположены по всей территории США, и я уверен, что если вы хотите узнать больше о сварке, вы можете найти ее рядом с вами.
Продолжайте процедуру сварки SMAW
Нравится:
Нравится Загрузка…
Сварка | Общественный колледж Чемекета
Chemeketa предлагает варианты получения степени и сертификата, которые помогут вам начать свою карьеру в области сварки.
Потенциальная зарплата 50 000 долларов
темы Торги
Навыки и интересыРешение проблем
КарьераТехнология
Почему стоит выбрать сварочное производство?
Сварщик — высокооплачиваемая профессия с множеством возможностей для изучения — ею можно заниматься даже под водой. Если вы готовы посвятить себя долгосрочной карьере сварщика, Chemeketa — это то место, с которого стоит начать.
Если вы готовы посвятить себя долгосрочной карьере сварщика, Chemeketa — это то место, с которого стоит начать.
Вы можете получить диплом Chemeketa по производству сварочных работ всего за 21 месяц или пройти 10-месячный сертификат с передовыми методами и инструкциями.
Некоторые варианты программ имеют ограничения на регистрацию и крайние сроки подачи заявок. Группы классов начинаются каждую осень.
Чему вы научитесь?
В дополнение к основам, ведущим к карьере, вы изучите продвинутую дуговую сварку, сварку MIG и TIG; прецизионное измерение; чтение чертежей и рисование; процессы изготовления; и металлургия.Программа Chemeketa включает занятия в классе и лаборатории, а также совместную работу, которая принесет вам кредиты колледжа и деньги.
Что ты будешь делать?
Будучи студентом программы сварки, вы научитесь –
- Установка и эксплуатация оборудования для ручной и полуавтоматической сварки и резки, используемого в металлообрабатывающей промышленности
- Освоение базовых компоновочных и производственных навыков для производства сварных металлических деталей и изделий
- Чтение и интерпретация инженерных чертежей в соответствии со стандартами Американского общества сварщиков
- Использование процессов и процедур сварки
- Применение базовых знаний в области металлургии к производственным процессам
- Выполнение базовой настройки и операций на ручном обрабатывающем оборудовании
- Выполнение процедур планирования для ручных фрезерных и токарных работ
- Выбор инструментов и оборудования для измерения, изготовления и проверки сварных конструкций
- Выбор инструментов и оборудования для изготовления, измерения и проверки деталей для ручных фрезерных и токарных процессов
- Выступать в качестве члена команды и практиковать навыки, отражающие профессиональное и этическое поведение на рабочем месте
Выпускники со степенью или сертификатом сварщика могут в конечном итоге работать в области робототехники, автоспорта, военной поддержки, судостроения и ремонта, управления проектами, инспекций, проектирования, образования и продаж.
- ПРОВЕРКА СУДЕБНОСТЕЙ И ТЕСТИРОВАНИЕ НА НАРКОТИКИ
Хотя программа Chemeketa не требует проверки биографических данных или тестирования на наркотики, вы можете ознакомиться с тем, как будущие работодатели могут использовать эти процедуры. Будете ли вы приняты на работу или продвинетесь по службе, может зависеть от информации, раскрытой в ходе проверки биографических данных. Кандидатов на работу и существующих сотрудников, а также волонтеров могут попросить пройти проверку биографических данных.Для некоторых вакансий проверка требуется в соответствии с федеральным законодательством или законодательством штата. Текущий упор на безопасность и безопасность резко увеличил количество проводимых проверок биографических данных при приеме на работу. Для получения дополнительной информации посетите сайт privacyrights.org.
Опции программы
- Ассоциированный специалист по сварочным работам со степенью прикладных наук
Эта степень предназначена для тех, кто хочет приобрести технические знания и навыки, необходимые для работы в области сварки, производства и смежных профессий.
Программа предлагает опыт производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также чертежи и макеты.См. Курсовые последовательности для получения дополнительной информации.
Количество участников этой программы ограничено, и срок подачи заявок истекает раньше.
- Сварочный сертификат об окончании
Этот сертификат готовит вас к различным должностям в специализированных производственных и ремонтных мастерских.Выпускники могут найти работу сварщиками MIG, дуговыми сварщиками, сварщиками кислородно-ацетиленовой сварки, операторами полуавтоматического сварочного оборудования или сварщиками TIG.
См. Последовательность курса s для получения дополнительной информации.
Количество участников этой программы ограничено, и срок подачи заявок истекает раньше.
- Сертификат карьерного пути в области дуговой сварки
Сертификат Arc Welding сочетает в себе практическое обучение использованию сварочного оборудования SMAW с курсовой работой, необходимой для достижения успеха в этой области.
Этот вариант программы полностью входит в программу получения степени AAS в области производства сварочных материалов и может служить первым шагом в карьерном пути к получению степени.
См. Последовательности курсов для получения дополнительной информации.
- Сертификат карьерного пути в сварке MIG
Сертификат MIG Welding сочетает в себе практическое обучение использованию сварочного оборудования GMAW с курсовой работой, необходимой для достижения успеха в этой области.
Этот вариант программы полностью входит в программу получения степени AAS в области производства сварочных материалов и может служить первым шагом в карьерном пути к получению степени.
См. Последовательности курсов для получения дополнительной информации.
 Программа предлагает опыт производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также чертежи и макеты.
Программа предлагает опыт производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также чертежи и макеты.

Классы сварщиков открытого набора: за кредит
- Предлагаются классы с открытой записью
Классы с открытым набором не требуют подачи заявления и принятия в программу сварки.См. Описание курсов для получения дополнительной информации.
*Доступность классов может быть изменена в зависимости от регистрации и расписания.
WLD059 Декоративные изделия из железа
2 кредита
ПРЕДЛАГАЕТСЯ: лето, осень, зимаWLD151 Базовая дуговая сварка
5 кредитов
ПРЕДЛАГАЕТСЯ: осеньWLD152 Промежуточная дуговая сварка
5 кредитов
ПРЕДЛАГАЕТСЯ: зимаWLD153 Advanced Arc Welding
4 кредита
ПРЕДЛАГАЕТСЯ: пружинаWLD161 Базовая сварка MIG
3 кредита
ПРЕДЛАГАЕТСЯ: зимаWLD163 Advanced MIG Welding
3 кредита
ПРЕДЛАГАЕТСЯ: пружина - Расписание занятий в открытом наборе на зиму 2022 года
WLD152 Промежуточная дуговая сварка
CRN: 62332/62333 (лекция/лаборатория)
Понедельник и среда, 18-21:50
Пятница, 18-20:50
Салемский кампусWLD161 Базовая сварка MIG
CRN: 64342/64343 (лекция/лаборатория)
Вторник, 18-21:50
Четверг, 19-21:50
Салемский кампус
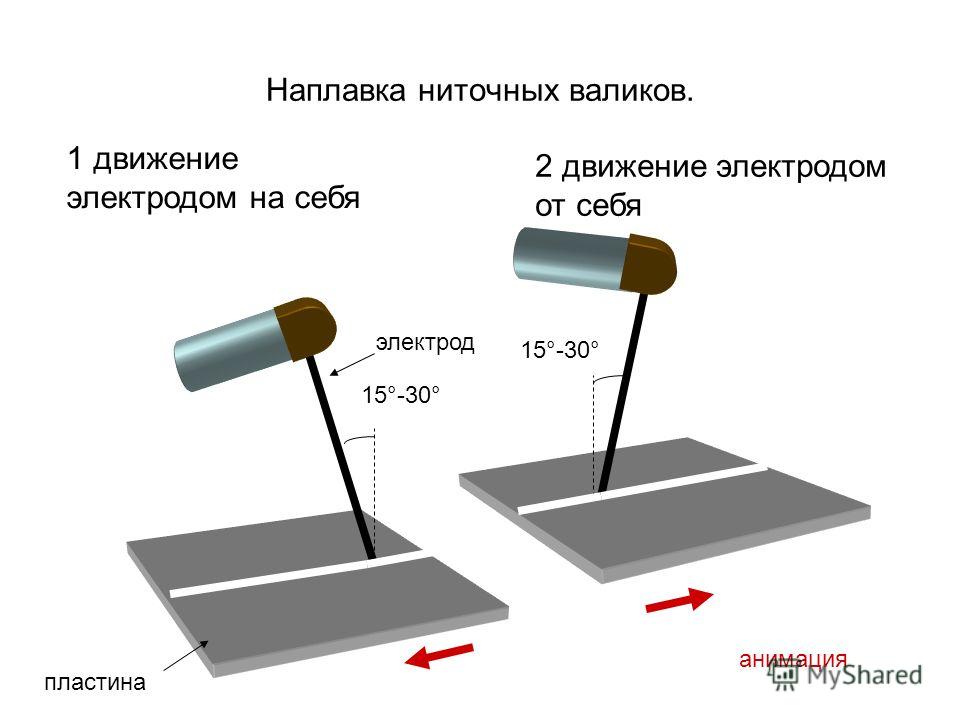
Классы сварщиков открытого набора: без кредита
- Предлагаются некредитные классы
Если вы новичок в сварке или хотите освежить свои навыки, у нас есть курсы сварки для вас!
Приветствуются студенты всех уровней.
Возраст от 16 лет и старше. занятия предлагаются каждый семестр ( при условии зачисления ). Классы встречаются одновременно.
Осень, зима, весна: В субботу утром, с 9:00 до 12:00
Летом: Во вторник и четверг вечером, с 18:00 до 21:00Необходимые инструменты для каждого класса см. в списке Инструмент и снаряжение ниже.
*Некредитные классы сварщика не дают возможности пройти сертификационное тестирование сварщика.Любое сертификационное тестирование сварщика AWS должно проводиться в частном испытательном центре.
Базовая дуговая сварка
Изучение основных принципов выполнения угловых сварных швов на низкоуглеродистой стали с использованием стандартных промышленных процедур, оборудования и электродов в процессе дуговой сварки в среде защитного газа (SMAW).Усовершенствованная дуговая сварка
Подготовка к сварке листов или труб в соответствии со стандартными процедурами. Изучение процедур сварки, рассмотренных ранее, поскольку они применимы к сварке больших толщин с соединениями типа разделки.Основы кислородно-ацетиленовой сварки
Основы кислородно-ацетиленовой сварки, включая пайку и резку.Базовая дуговая сварка металлом (MIG)
Знакомит с базовыми навыками полуавтоматической сварки металлов в среде инертного газа (MIG). Охватывает принципы, касающиеся оборудования, материалов и процедур. Использует сплошную и порошковую проволоку в типичных промышленных применениях.Базовая дуговая сварка вольфрамовым электродом (TIG)
Основы процессов сварки вольфрамовым электродом в среде инертного газа (TIG), настройка и применение машины, а также развитие навыков сварки в среде инертного газа.Включает в себя сварку нержавеющей стали и алюминия. - Расписание внеклассных занятий зима 2022 г.
Суббота, с 9:00 до 12:00
8 января — 12 марта 2021 г.Базовая дуговая сварка
CRN: 63307
Идентификатор курса: XWLD9050A
Стоимость: 229 долларов СШАУсовершенствованная дуговая сварка
CRN: 63308
Идентификатор курса: XWLD9050B
Стоимость: 229 долларов СШАБазовая кислородно-ацетиленовая сварка
CRN: 63309
Идентификатор курса: XWLD9050C
Стоимость: 229 долларов СШАБазовая сварка MIG
CRN: 63310
Идентификатор курса: XWLD9050F
Стоимость: 229 долларов СШАБазовая сварка ВИГ
CRN: 63311
Идентификатор курса: XWLD9050G
Стоимость: 229 долларов США - Как записаться на некредитные курсы сварки
*Регистрация разрешена только для одного некредитного класса сварки за семестр.
Вариант 1: онлайн
Вариант 2: Регистрационная форма
- Запросите регистрационную форму по электронной почте
Оплата:
- Список инструментов и приспособлений для некредитных курсов сварки
Все классы:
- Кожаные перчатки
- Кожаная обувь
- Бленда с линзой № 10 (ARC, MIG, TIG)
- Защитные очки
- Дополнительные пластиковые защитные линзы
- Беруши (рекомендуется, но не требуется)
- Кое-что для заметок
- Висячий или кодовый замок для шкафчика
Классы ARC:
- Отбойный молоток
- Проволочная щетка
- (2) тиски 11R или 11sp
- Датчики угловых сварных швов (только Advanced ARC при необходимости)
Класс МИГ:
- Твеко. Контактные наконечники 035 и .045 (только #14, 14H или 14T)
- Кусачки
- (2) тиски 11r или 11sp
Оксиацетилен Класс:
- Очиститель наконечника
- Клещи
- Нападающий
- Защитные очки/защитная маска для лица в оттенке #4 или 5
- Тиски
Класс ВИГ:
- 3/32 2% торированный (радиоактивный), церийированный или лантанированный (нерадиоактивный) вольфрам
- 3/32 чистый вольфрам
- Цанги 3/32
- Корпуса цанг 3/32
- Задняя крышка
- Газовые баллоны
- Клещи
- 2 зубные щетки из нержавеющей стали
*Все детали резака должны подходить к резаку #20
Вопросы? Свяжитесь преподавателем в Терри[email protected] или 503 399 5210
 Возраст от 16 лет и старше.
Возраст от 16 лет и старше.  Изучение процедур сварки, рассмотренных ранее, поскольку они применимы к сварке больших толщин с соединениями типа разделки.
Изучение процедур сварки, рассмотренных ранее, поскольку они применимы к сварке больших толщин с соединениями типа разделки.

 Контактные наконечники 035 и .045 (только #14, 14H или 14T)
Контактные наконечники 035 и .045 (только #14, 14H или 14T)Введение в сварочные работы – Общественный колледж Калхуна
Зарегистрироваться на базовый курс | Зарегистрируйтесь в продвинутом классе
Базовая дуговая сварка
Этот курс предназначен для начинающих сварщиков, которые имеют ограниченный опыт сварки или не имеют его вообще.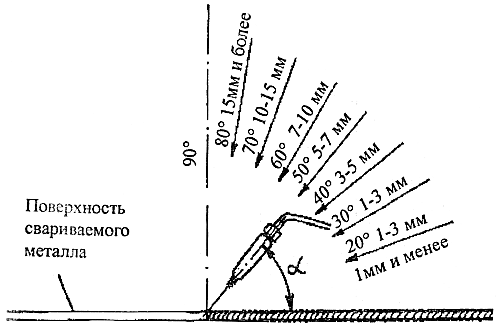 Акцент делается на базовой практической сварке стали для домашнего или сельскохозяйственного использования. Безопасность будет подчеркнута с помощью контролируемой лабораторной практики по газовой сварке, резке и дуговой сварке. Будет рассмотрено различное сварочное оборудование и методы сварки. В стоимость входит сварочное оборудование и расходные материалы.
Акцент делается на базовой практической сварке стали для домашнего или сельскохозяйственного использования. Безопасность будет подчеркнута с помощью контролируемой лабораторной практики по газовой сварке, резке и дуговой сварке. Будет рассмотрено различное сварочное оборудование и методы сварки. В стоимость входит сварочное оборудование и расходные материалы.
Этот вводной курс сварки будет включать в себя:
- SMAW (экранированная металлическая дуговая сварка)
- GMAW (газовая металлическая дуговая сварка)
Даты: февраля 3 — 24, 2022
раз: 5:00. до 21:30
Дни: Четверг
Расположение: Кампус Калхун Декейтер, Сварочный цех промышленных технологий
Стоимость: 425 долларов.00 (включая оборудование и расходные материалы) Класс ограничен 8 участниками!
Крайний срок регистрации 1 февраля 2022 г. Акцент делается на сварке различных материалов и техник. Выбранные студентами проекты часто включаются в этот курс. Безопасность будет подчеркнута с контролируемой лабораторной практикой в газовой сварке и дуговой сварке.В стоимость входит сварочное оборудование и расходные материалы. Требуется минимальная регистрация.
Выбранные студентами проекты часто включаются в этот курс. Безопасность будет подчеркнута с контролируемой лабораторной практикой в газовой сварке и дуговой сварке.В стоимость входит сварочное оборудование и расходные материалы. Требуется минимальная регистрация.
Даты: 6 октября — 27 октября, 2021
Раз: 5:00
дней: Среда
дней: Среда
Расположение: Calhoun Huntsville Campus, Sparkman Строительство, Сварочная лаборатория
Стоимость : $450.00 (включая оборудование и расходные материалы)
Крайний срок регистрации 1 октября 2021 г.
Класс ограничен 8 участниками!
Возврат средств
Полный возврат средств можно получить, отправив письменный запрос в Calhoun Community College Workforce Solutions, менеджеру проекта промышленного обучения, не позднее, чем за 10 дней до даты начала программы. Возврат невозможен после 10 дней до даты начала программы.
Возврат невозможен после 10 дней до даты начала программы.
Свяжитесь с Дженнифер Гейгер по адресу [email protected] или по телефону 256.306.2584 для получения дополнительной информации.
Учебное пособие по дуговой сварке
Это руководство предназначено для предоставления практических советов начинающим дуговым сварщикам. Он был создан с большой помощью и под руководством профессиональных сварщиков. чье время финансировалось участниками форума и сторонниками. Изучайте учебник медленно и отрабатывайте работу, описываемую на каждой странице, прежде чем переходим к следующему.
Дуговая сварка (сокращение от ручной дуговой сварки металлическим электродом (MMA), также известная как Stick
и SMAW) — очень сложная тема, и мы освещаем только то, что вам нужно.
разгоняться, набирать скорость. На эту тему есть много книг, и более подробная информация
можно найти в другом месте в Интернете. Также у нас есть очень
дружественный форум, который может помочь.
Как и при любом другом процессе электросварки, кожу и глаза необходимо должным образом защищены от УФ-излучения.Поражение электрическим током, пары, ожоги и пожар – другие риски.
На странице безопасности обсуждается, как минимизировать эти риски.
Дуга зажигается мгновенным прикосновением электрода к работать, чтобы замкнуть электрическую цепь, прежде чем поднимать электрод установить дугу.
«Запуск от касания» и «запуск с нуля» являются двумя распространенными методами запуск дуги.Какой из них использовать, зависит от личных предпочтений и может зависит от типа стержня и сварочного аппарата. Обе техники проиллюстрированы с видео на этой странице.
На этой странице описаны основы дуговой сварки с практической укладкой бусины в горизонтальном положении.
Показаны угол наклона стержня, длина дуги, скорость перемещения и движение сварки. с фотографиями и видео, а видео показывает эффект изменения
длина дуги.
с фотографиями и видео, а видео показывает эффект изменения
длина дуги.
Изучая любой новый процесс, вы, скорее всего, начнете что-то делать неправильный. Сравниваются профили и сечения сварных швов с различными дефектами. с хорошими сварными швами на этой странице.
Рассматриваемые неисправности: неправильная скорость перемещения, неправильная длина дуги, и неправильные усилители.
Дуговая сварка особенно подходит для соединения толстых материалов в качестве холодных соединений легко избежать.Это позволяет работать с более толстым материалом. с использованием нескольких проходов сварки.
На этой странице рассказывается о подготовке суставов и методах, используемых при множественных проходная дуговая сварка.
Потратив время на сварку корневого шва на предыдущей странице
Вы найдете угловую сварку на одном дыхании.
Многократные проходы также обычно используются в угловых соединениях. Эта страница охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения.
Для большинства людей инвертор постоянного тока является лучшим типом дуговой сварки. за. Они имеют много преимуществ перед старыми типами, но могут упасть по стоимости ремонта и долговечности.
На этой странице рассказывается, что нужно искать в инверторных сварочных аппаратах и других типах дуговой сварки.
Дуговая сварка существует уже некоторое время, и есть большие различия между технологиями, используемыми в старых подержанных сварочных аппаратах и новых.
На этой странице обсуждаются плюсы и минусы различных типов дуговых сварочных аппаратов.
Как сварить что угодно, от атомной электростанции до велосипеда Рамка!
В этом разделе кратко описаны процедуры сварки и расходные материалы, которые
может использоваться для сварки более широко используемых типов стали, включая
Мягкая сталь, кортен,
Weldox, Hardox, нержавеющая сталь
Сталь, хромомолибден, EN19,
EN24/EN24T, EN8, Литой
Железо, литые и марганцевые стали, кованые
Железо и наплавка. Есть также
страница, объясняющая водородное охрупчивание.
Есть также
страница, объясняющая водородное охрупчивание.
Подробнее Скоро:
Вертикально вверх — это следующий позиционный сварной шов, который мы рассмотрим, и страница по выбору стержня. и сварка различных видов стали на подходе. Тем временем есть еще много информации о дуговой сварке на форуме библиотека.
Кредиты
Большое спасибо всем, кто помог с финансированием и подготовкой этого руководства. Особенно, Snowcat за выполнение большинства сварных швов и предоставление отличных советов по нескольким сеансы сварки и письма, TechnicAl для страницы о выборе стержней для разных типов стали, Мэтт из Lorch, который одолжил мне h280, когда мой Syncrowave упакованы, и компания Weldequip, которая пожертвовала много снаряжения и расходных материалов для поддержки учебник.
Сварка: ARC — Forsyth Tech
Сварка: ARC
Это односеместровый курс, предназначенный для обучения студентов основным принципам дуговой сварки.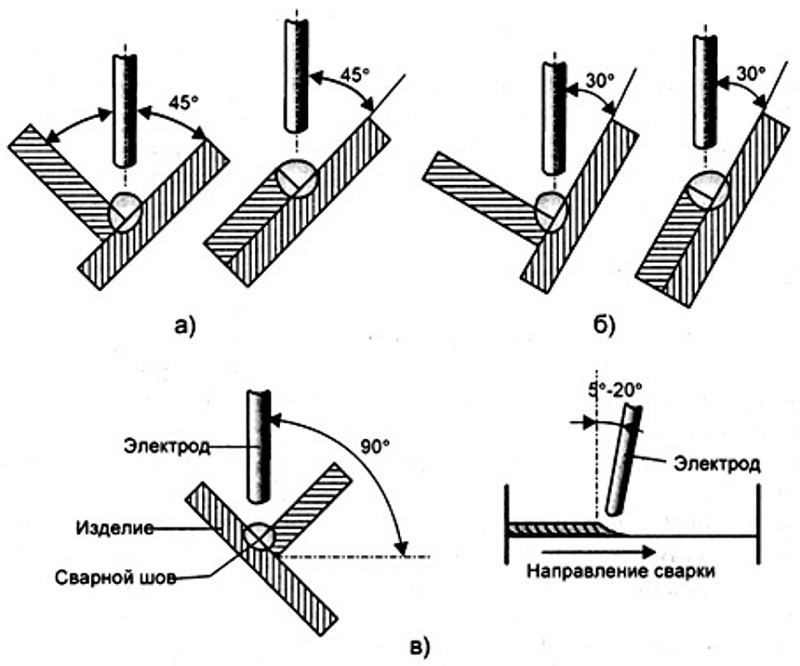 Студенты будут работать на сварочных машинах трансформаторного типа AC-DC. Исследования будут включать диапазоны температур, полярность и использование сварочных электродов с флюсовым покрытием. Сварка будет выполняться на низкоуглеродистой стали в плоском, горизонтальном и вертикальном положениях. На протяжении всего курса особое внимание уделяется безопасности при использовании инструментов и оборудования.Требуются защитные очки.
Студенты будут работать на сварочных машинах трансформаторного типа AC-DC. Исследования будут включать диапазоны температур, полярность и использование сварочных электродов с флюсовым покрытием. Сварка будет выполняться на низкоуглеродистой стали в плоском, горизонтальном и вертикальном положениях. На протяжении всего курса особое внимание уделяется безопасности при использовании инструментов и оборудования.Требуются защитные очки.
Свяжитесь с Майклом Глонцем по телефону 336-757-3701 или [email protected] , чтобы узнать, соответствуете ли вы требованиям, и запланировать ориентацию на получение стипендии. Или заполните и отправьте форму ниже.
Описание профессии
От сварщика ожидается выполнение следующих ремонтных работ:
- Ремонт и монтаж трубопроводных систем
- Ремонт механических систем
- Ремонт и строительство различных металлоконструкций
Дополнительная информация
Развитие экономической рабочей силы: Технические стандарты сварки
Доступные вакансии
Сварщики нанимаются подрядчиками по сварке, ремонтными предприятиями, больницами, заводами и другими обслуживающими компаниями.
Профессиональные перспективы
Цели обучения
Основные темы:
- Принципы дуговой сварки
- Сварочный аппарат с трансформатором постоянного и переменного тока
- Диапазоны нагрева и полярность, необходимые для сварки различных металлов
- Типы сварочных прутков, используемых для каждого свариваемого материала
- Сварочные позиции; накладной, горизонтальный, вертикальный
- Магазинная безопасность
На аудиторных лекциях и практических лабораторных работах учащиеся узнают о безопасном и практическом применении дуговой сварки.Учебные занятия проводятся в лаборатории/аудитории технических навыков сварки. Лаборатория оснащена необходимыми расходными материалами и инструментами для преподавания данного курса и ознакомления студентов с принципами дуговой сварки.
Рекомендуемые курсы и навыки
Предпосылок нет, но очень важна сильная механическая способность.
Полезные личные качества
Должен уметь работать в команде, быть организованным, внимательным к деталям и уметь решать проблемы.
Расписание курсов
Нет доступных курсов
Программный контакт
Для получения дополнительной информации обратитесь в службу поддержки клиентов по телефону 336.734.7023.
Сварка
Возможно, вы слышали о недавнем партнерстве CSM с Earlbeck Gases and Technologies of Baltimore, и мы обновляем нашу учебную программу по сварке, описания курсов, номера курсов и названия курсов, чтобы они отражали текущие стандарты сварочной отрасли.Ниже вы увидите более подробную информацию о различных процессах сварки и доступных сертификатах. Мы также будем предлагать испытания сварных швов в дополнение к нашим курсам сварки.
Выполнившие нашу вводную программу по сварке смогут начать работу в области сварки в качестве сварщика начального уровня, способного работать под руководством опытного сварщика.
CSM предлагает шесть направлений, чтобы стать сертифицированным сварщиком: Сертифицированный сварщик электродуговой сваркой в среде защитного газа (SMAW), Сертифицированный сварщик труб электродуговой сваркой в среде защитного газа, Сертифицированный сварочный аппарат дуговой сварки металлическим электродом в среде защитного газа (GMAW), Сертифицированный сварщик дуговой сварки металлическим электродом в среде защитного газа, Сертифицированный сварочный аппарат для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). ) и сертифицированный сварщик труб вольфрамовой дугой.
Сертификаты об обучении персонала
Сертифицированный сварочный аппарат для дуговой сварки в среде защитного газа
Чтобы получить Сертификат об обучении персонала для Сертифицированный сварочный аппарат для дуговой сварки в среде защитного газа , вы должны заполнить:
- TEC-5010 Основы сварки
- TEC-5040 Промежуточная дуговая сварка в защитном металле
Сертифицированный аппарат для дуговой сварки труб
- TEC-5010 Основы сварки
- TEC-5040 Промежуточная дуговая сварка в защитном металле
- TEC-6000 Усовершенствованная дуговая сварка труб защитным металлом
Сертифицированный сварочный аппарат для дуговой сварки металлическим электродом
Чтобы получить Сертификат об обучении персонала для сертифицированного сварочного аппарата для дуговой сварки металлическим электродом , вы должны заполнить:
- TEC-5010 Основы сварки
- TEC-5060 Промежуточная газовая дуговая сварка
Сертифицированный аппарат для дуговой сварки труб
- TEC-5010 Основы сварки
- TEC-5060 Промежуточная газовая дуговая сварка
- TEC-6100 Усовершенствованная дуговая сварка труб металлическим газом
Сертифицированный сварочный аппарат для дуговой сварки вольфрамовым электродом
Чтобы получить Сертификат об обучении персонала для сертифицированного сварочного аппарата для дуговой газовой сварки , вы должны заполнить:
- TEC-5010 Основы сварки
- TEC-5070 Промежуточная газовая вольфрамовая дуговая сварка
Сертифицированный аппарат для дуговой сварки труб вольфрамовым электродом
Чтобы получить Сертификат об обучении персонала для сертифицированного сварочного аппарата для дуговой сварки вольфрамовым электродом , вы должны заполнить:
- TEC-5010 Основы сварки
- TEC-5070 Промежуточная газовая вольфрамовая дуговая сварка
- TEC-6200 Усовершенствованная дуговая сварка труб вольфрамовым электродом
Просмотрите наши курсы
TEC-5020 Сварка, это для вас?
В этом сжатом и базовом введении в сварку учащийся изучит принципы безопасности при сварке, безопасную и правильную настройку и использование сварочного оборудования, а также использование надлежащего защитного оборудования (СИЗ) при сварке.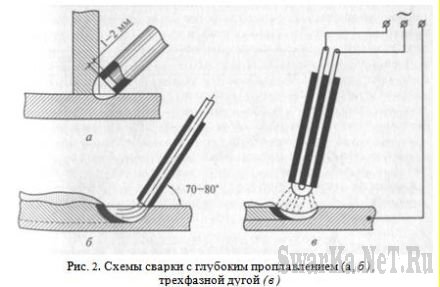 Новички узнают основные методы процессов SMAW, GMAW и GTAW и будут практиковать каждый процесс под руководством сертифицированного инструктора. Основное сварочное оборудование и инструменты будут предоставлены.
Новички узнают основные методы процессов SMAW, GMAW и GTAW и будут практиковать каждый процесс под руководством сертифицированного инструктора. Основное сварочное оборудование и инструменты будут предоставлены.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Поиск TEC-5020
TEC-5010 Основы сварки
В ходе этого курса слушатели узнают о важности безопасности сварки, сдадут тест AWS по безопасности сварки и применят обучение технике безопасности к практической сварке в сварочной лаборатории.Слушатели смогут анализировать конструкции соединений и типы сварных швов, а также определять термины. Будут изучены металлургические свойства, области сварки, сварочное напряжение, коррозионная стойкость и символы сварки. Слушатели получат краткий обзор кислородно-ацетиленовой сварки, пайки и резки. Также включен обзор неразрушающего контроля сварных швов. Стажеры выполнят безопасную настройку сварочного оборудования и отработают процессы SMAW, GMAW и GTAW. Предоставляется набор сварщика. Учебник в комплекте.
Также включен обзор неразрушающего контроля сварных швов. Стажеры выполнят безопасную настройку сварочного оборудования и отработают процессы SMAW, GMAW и GTAW. Предоставляется набор сварщика. Учебник в комплекте.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Поиск TEC-5010
TEC-5040 Промежуточная дуговая сварка в защитном металле
Стажеры-сварщики будут повышать свои навыки в процессе SMAW.В ходе аудиторных и лабораторных занятий упор делается на правильное использование средств индивидуальной защиты (СИЗ), правильную и безопасную установку, использование и уход за сварочным оборудованием, а также на способность обучаемых подготавливать материал и выполнять сварку угловых и разделочных швов на сварных швах. углеродистой стали с использованием электродов E7018 во всех положениях.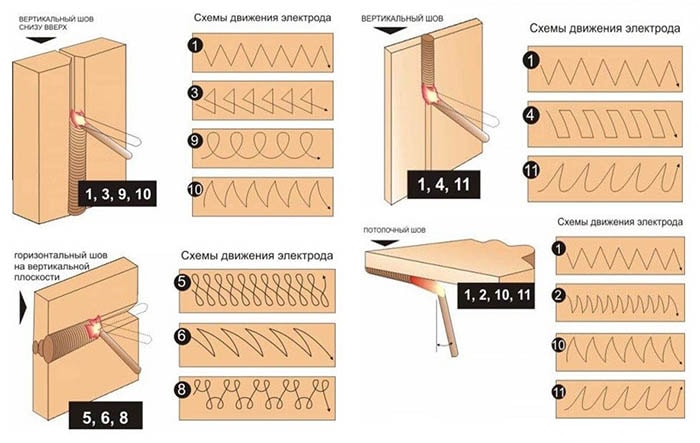 Сварочная практика предназначена для выполнения вертикальных и потолочных испытаний Кодекса структурной сварки. После успешного завершения курса сварочный образец представляется на сертификацию.Учебник в комплекте.
Сварочная практика предназначена для выполнения вертикальных и потолочных испытаний Кодекса структурной сварки. После успешного завершения курса сварочный образец представляется на сертификацию.Учебник в комплекте.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Поиск TEC-5040
TEC-6000 Усовершенствованная дуговая сварка труб защитным металлом
Стажеры-сварщики усовершенствуют и адаптируют свои навыки дуговой сварки защищенным металлом (SMAW) к сварке труб.Стажер будет обучен методам, требуемым от сертифицированного сварщика труб. В ходе обучения в классе и в лаборатории основное внимание уделяется правильному использованию средств индивидуальной защиты (СИЗ), правильной и безопасной настройке, использованию и уходу за сварочным оборудованием, а также способности обучаемого подготовить материал и выполнить надлежащие прихватки и окантовку краев, шпаклевку. металлические уголки и манипуляции для сварки труб с открытым корнем. Обучение будет состоять из корневого и горячего прохода E6010 с заполнением E7018 и крышкой с низким содержанием водорода.Сварочная практика предназначена для сертификации по ASME IX, Кодексу котлов и сосудов под давлением в позиции 6G для углеродистой стали. После успешного завершения курса сварочный образец представляется на сертификацию. Учебник в комплекте.
металлические уголки и манипуляции для сварки труб с открытым корнем. Обучение будет состоять из корневого и горячего прохода E6010 с заполнением E7018 и крышкой с низким содержанием водорода.Сварочная практика предназначена для сертификации по ASME IX, Кодексу котлов и сосудов под давлением в позиции 6G для углеродистой стали. После успешного завершения курса сварочный образец представляется на сертификацию. Учебник в комплекте.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Поиск TEC-6000
TEC-5060 Промежуточная газовая дуговая сварка
Стажеры-сварщики улучшат свои навыки в процессах дуговой сварки металлическим газом (GMAW) и дуговой сварки порошковой проволокой (FCAW).В ходе аудиторных и лабораторных занятий упор делается на правильное использование средств индивидуальной защиты (СИЗ), правильную и безопасную настройку, использование и уход за сварочным оборудованием, а также на способность обучаемых подготавливать материал и выполнять сварку угловых и разделочных швов на сварных швах.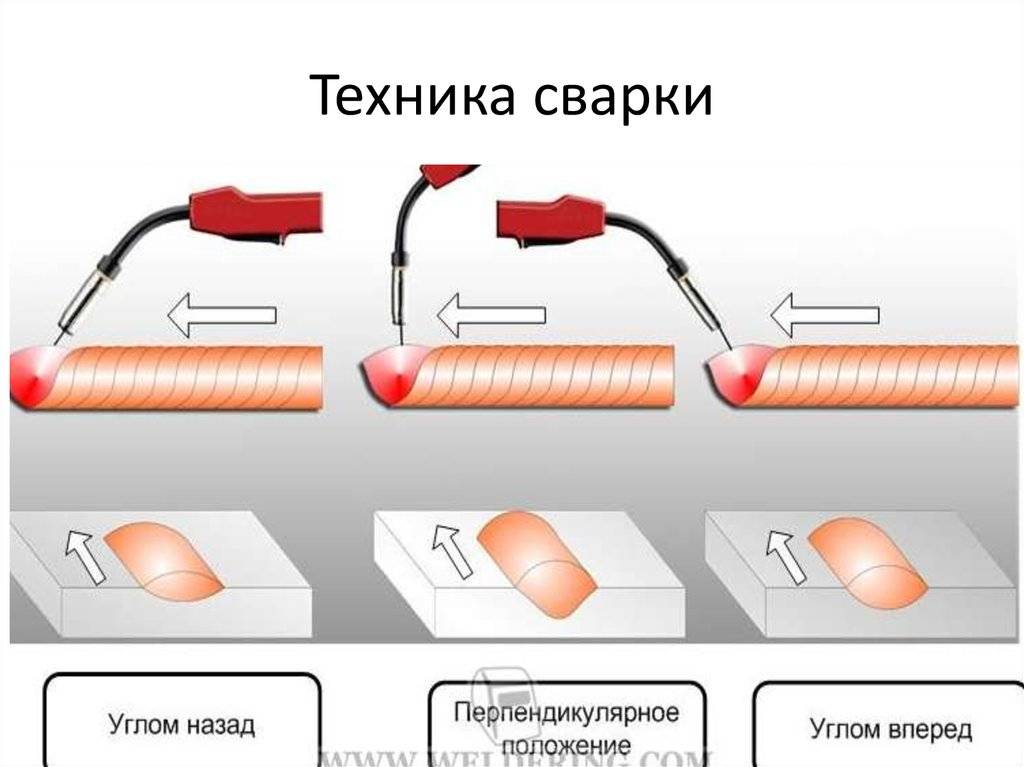 углеродистая сталь во всех положениях. Практика сварки разработана в соответствии с требованиями Кодекса сварки листового металла и вертикальными и потолочными испытаниями сварки конструкций. После успешного завершения курса сварочный образец представляется на сертификацию.Учебник в комплекте.
углеродистая сталь во всех положениях. Практика сварки разработана в соответствии с требованиями Кодекса сварки листового металла и вертикальными и потолочными испытаниями сварки конструкций. После успешного завершения курса сварочный образец представляется на сертификацию.Учебник в комплекте.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Поиск TEC-5060
TEC-6100 Усовершенствованная дуговая сварка труб металлическим газом
На этом курсе повышения квалификации слушатели-сварщики усовершенствуют и адаптируют свои процессы дуговой сварки металлическим газом (GMAW) к сварке труб.Стажер будет обучен методам, требуемым от сертифицированного сварщика труб. В ходе обучения в классе и в лаборатории основное внимание уделяется правильному использованию средств индивидуальной защиты (СИЗ), правильной и безопасной настройке, использованию и уходу за сварочным оборудованием, а также способности обучаемого подготовить материал и выполнить надлежащие прихватки и окантовку краев, шпаклевку. металлические уголки и манипуляции для сварки труб с открытым корнем. Обучение будет состоять из сварки труб из углеродистой стали с использованием процессов короткого замыкания GMAW и FCAW (с флюсовой проволокой).Сварка выполняется сплошной проволокой ER70S с коротким замыканием с переносом GMAW вниз по основанию валика порошковой проволокой E71T-1 горячими и заполняющими проходами, восходящими проходами. Сварочная практика предназначена для сертификации по ASME IX, Кодексу котлов и сосудов под давлением в позиции 6G для углеродистой стали. После успешного завершения курса сварочный образец представляется на сертификацию. Учебник в комплекте.
металлические уголки и манипуляции для сварки труб с открытым корнем. Обучение будет состоять из сварки труб из углеродистой стали с использованием процессов короткого замыкания GMAW и FCAW (с флюсовой проволокой).Сварка выполняется сплошной проволокой ER70S с коротким замыканием с переносом GMAW вниз по основанию валика порошковой проволокой E71T-1 горячими и заполняющими проходами, восходящими проходами. Сварочная практика предназначена для сертификации по ASME IX, Кодексу котлов и сосудов под давлением в позиции 6G для углеродистой стали. После успешного завершения курса сварочный образец представляется на сертификацию. Учебник в комплекте.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Поиск TEC-6100
TEC-5070 Промежуточная газовая вольфрамовая дуговая сварка
Стажеры-сварщики будут повышать свои навыки в процессе дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). В ходе аудиторных и лабораторных занятий упор делается на правильное использование средств индивидуальной защиты (СИЗ), правильную и безопасную настройку, использование и уход за сварочным оборудованием, а также на способность стажеров подготавливать материал и выполнять плоские, горизонтальные и вертикальные скругления. и плоские разделочные швы на углеродистой стали, нержавеющей стали и алюминии. Сварочные работы разработаны в соответствии со спецификацией AWS D17.1 для сварки плавлением для аэрокосмических приложений. После успешного завершения курса сварочный образец представляется на сертификацию.Учебник в комплекте.
В ходе аудиторных и лабораторных занятий упор делается на правильное использование средств индивидуальной защиты (СИЗ), правильную и безопасную настройку, использование и уход за сварочным оборудованием, а также на способность стажеров подготавливать материал и выполнять плоские, горизонтальные и вертикальные скругления. и плоские разделочные швы на углеродистой стали, нержавеющей стали и алюминии. Сварочные работы разработаны в соответствии со спецификацией AWS D17.1 для сварки плавлением для аэрокосмических приложений. После успешного завершения курса сварочный образец представляется на сертификацию.Учебник в комплекте.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Поиск TEC-5070
TEC-6200 Усовершенствованная дуговая сварка труб вольфрамовым электродом
На этом продвинутом курсе слушатели-сварщики усовершенствуют и адаптируют свои процессы дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) к сварке труб.Стажер будет обучен методам, требуемым от сертифицированного сварщика труб. В ходе обучения в классе и в лаборатории основное внимание уделяется правильному использованию средств индивидуальной защиты (СИЗ), правильной и безопасной настройке, использованию и уходу за сварочным оборудованием, а также способности обучаемого подготовить материал и выполнить надлежащие прихватки и окантовку краев, шпаклевку. металлические уголки и манипуляции для сварки труб с открытым корнем. Обучение будет состоять из сварки труб из углеродистой стали методом GTAW. Сварку выполняют сплошной проволокой из углеродистой стали ЭР70С с восходящей подачей.Сварочная практика предназначена для сертификации по ASME IX, Кодексу котлов и сосудов под давлением в позиции 6G для углеродистой стали. После успешного завершения курса сварочный образец представляется на сертификацию. Учебник в комплекте.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Поиск TEC-6200
.