Как правильно варить инверторной сваркой: пособие новичку
На даче, в гараже или же собственном доме постоянно присутствует необходимость выполнения какого-либо ремонта. Немаловажным значением для этого является наличие соответствующей техники. Одним из таких аппаратов является сварочный инвертор. С его помощью выполняются любые работы по сварке металлов, а также их резке. Это позволяет обходиться без привлечения дорогостоящих профессионалов при необходимости выполнения небольших объемов работ, а как правильно варить инверторной сваркой рассмотрим далее.
Сварка инвертором для начинающих становится непростым делом, если не получить теоретическую подготовку и первоначальную практику. Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками. Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.

Принцип работы сварочного инвертора
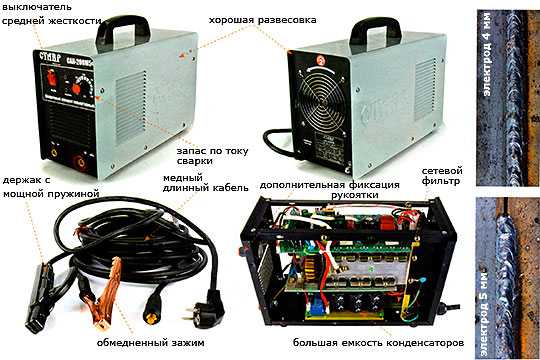
Инверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока. Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих.
В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию. Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве. Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.
Принципы работы инвертором
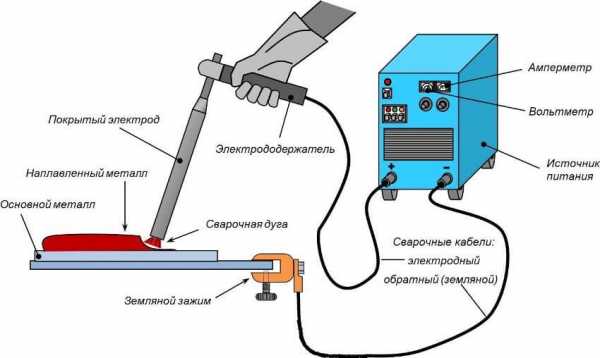
Работа на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала. Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом. Активация происходит при касании его к металлическому участку.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла. По окончании процесса накипь, а также шлак с поверхности шва удаляются при помощи постукивания молотка или же другого металлического предмета. Лучше понять процесс поможет видео, где сварка инвертором изложена весьма подробно.
Подготовка к работе (рабочее место, электроды, оборудование)
Перед началом электросварочного процесса необходимо правильно подготовить рабочую площадку и необходимую оснастку. Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей.
Рабочая площадка оснащается хорошим освещением и вентиляцией. Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком.
Электрод следует подобрать по типу свариваемого металла, а также его толщины. Качество электросварки зависит от этого правильного подбора и настройки аппарата. Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением. Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно изучить здесь.
Для инверторной электросварки применяются УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм. На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.

Работа инвертором
Чтобы основы использования инверторной электросварки были более понятными, необходимо понять физическую суть образования соединительного шва. Металлические изделия завариваются при помощи электродов. Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода.
При контакте электродного сердечника с металлической поверхностью возникает электрическая дуга. Под тепловым воздействием начинает плавиться обмазка и покрывать свариваемый участок. При этом ее часть испаряется, превращаясь в газы. Расплавленная в процессе работы обмазка сверху покрывается жидким металлом, который создает еще один защитный слой от кислородного воздействия. По окончании остывания получившийся шлак на месте сварки необходимо удалить.

Розжиг дуги
Разжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз.
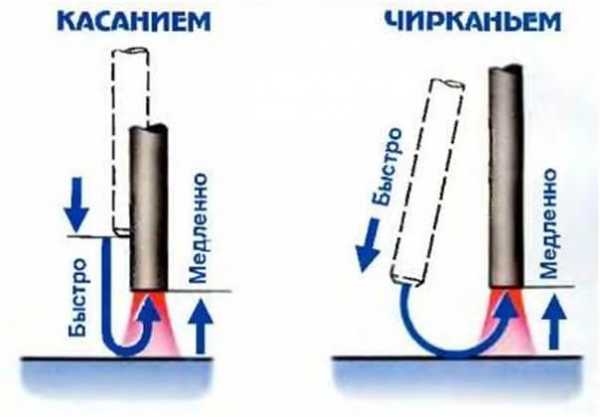
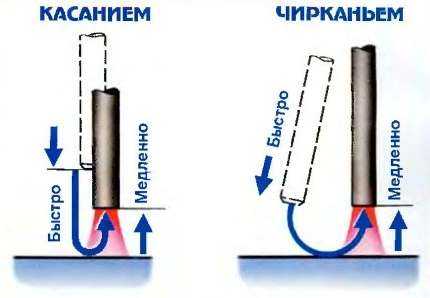
Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги.
Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.
Передвижение электрода
После розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака. Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°. Эта величина условная и влияет на ширину сварочной ванны.
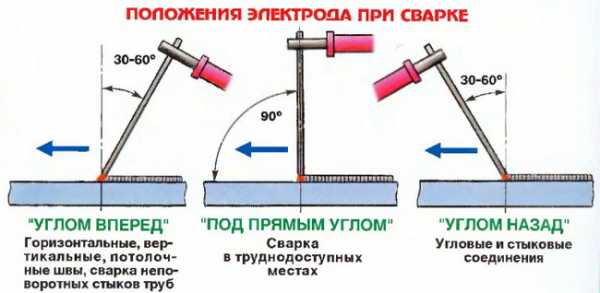
Ведение электросварочного шва выполняется тремя способами:
- под прямым углом;
- углом назад;
- углом вперед.
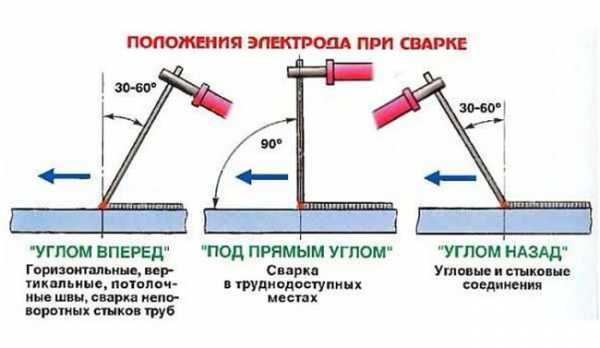
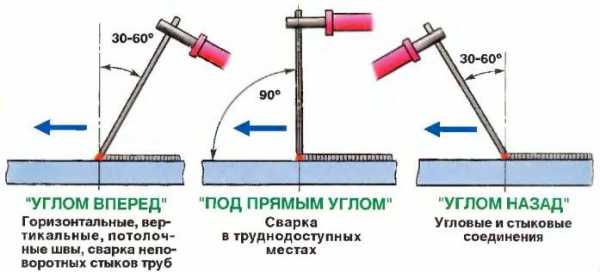
Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством. Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку.
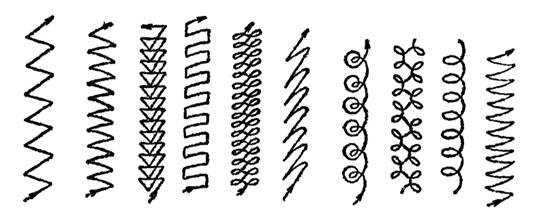
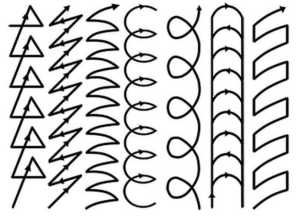
Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
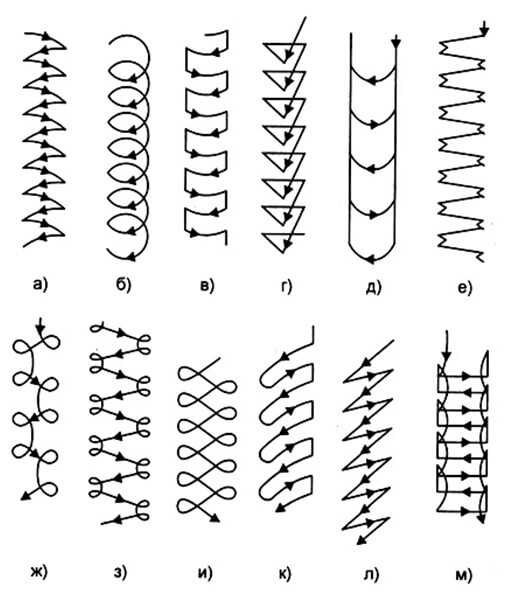
Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод.
Контроль дугового промежутка
Одним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой промежуток. При его малой величине (до 2-х мм) получается укороченная дуга. Она не прогревает место соединения, из-за чего образуется неглубокий провар. При расстоянии более 3-х мм увеличивается длина электрической дуги. Она становится нестабильной и не удерживает необходимое направление плавления. Кроме того, защитный слой не полностью покрывает плавильную ванну и увеличивается разбрызгивание расплавленного металла.
Для начинающего электросварщика существует непреложное правило – дуговой промежуток составляет 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности.
Правила создания ровных швов
На качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм. При меньшей длине шов получается чересчур выпуклым из-за малой площади прогрева. Это значительно уменьшает прочность сварного соединения. Большой зазор дуги заставляет ее скакать и недостаточно прогревать место сварки. Полученный участок соединения будет ненадежным, а сварной шов – размазанным.

Полярность и установка сварочного тока
Подключение электрода к положительному выводу называется прямым, а к отрицательному – обратным. Оба метода сварки применяются для соединения металлических изделий, однако при различной толщине. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым. Однако, этот подход не является непреложным правилом, вследствие чего пользоваться сварочником можно при любом подключении. В целом несложно понять, как именно работать инвертором при ознакомлении с основными правилами и сутью процедуры сваривания.
Физика заключается в передвижении электродов от отрицательного элемента к положительному. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше. Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов. При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному.
Величину сварочного тока выбирают исходя из толщины и типа свариваемых изделий. Если при первоначально установленном значении получаются несвязные шовные полоски, необходимо повысить значение электротока. При сложности передвижения ванночки с расплавленным металлом следует снизить токовую величину на аппарате. От выбранного для электросварки электрода, а также типа инверторного устройства напрямую зависят настройки электросварочного процесса. Для облегчения выбора токовой величины воспользуйтесь таблицей.
Безопасность при работе
Перед началом электросварочного процесса следует позаботиться о безопасности. Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь. Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги.
Не стоит забывать об опасности поражения электротоком и противопожарных мерах. Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ. Кабели обязаны иметь целую изоляцию, все электрические соединения и подключения – закрытое исполнение. На полу разместите деревянную сухую подставку и пользуйтесь электросетью с защитными аппаратами. Огнетушитель, песок и вода всегда помогут погасить возникшее случайное пламя. Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но также здоровье и жизнь электросварщика.
oxmetall.ru
Как правильно научиться варить инверторной сваркой
Очень часто в быту возникает необходимость применить сварное соединение, особенно в частном секторе. Если работы много, то можно воспользоваться услугами сварщика, но если это пара маленьких работ, то лучше прибегнуть к помощи инверторного сварочного аппарата. Почему инвертор? На самом деле, это один из наиболее простых, доступных и удобных типов сварки. Сварка инвертором, для начинающих вникать в тему сварных соединений, поможет разобрать основы, потратив немного денег, не набив при этом много шишек.
Cодержание статьи
Предварительная подготовка к сварке
Прежде, чем разбираться как варить инверторной сваркой, нужно произвести предварительную подготовку. Она состоит из ряда требований техники безопасности, а это одежда, правильно скомпонованное рабочее место, индивидуальные средства защиты и так далее. С другой стороны это использование подходящих электродов, а также настройка сварочного инвертора. Без этих знаний получить ровный, качественный шов довольно трудно, но еще сложней обеспечить себе безопасность. Средства защиты
Начнем мы с того, как научиться варить безопасно или как защитить себя во время сваривания металла инвертором. Нам понадобятся:
- Перчатки из толстой ткани (не резиновые).
- Сварочная маска. Для каждого сварочного тока должна быть собственная маска, иначе вы будете ловить «зайчиков» или просто не сможете контролировать сварное соединение. Также можно купить маску «Хамелеон» — это специальная маска для сварщика, которая самостоятельно подстраивается под интенсивность дуги. Для хамелеона есть одно замечание – при низких температурах скорость реакции снижается.
- Одежда, которая не возгорается от искр. Требования к штанам, верху и обуви универсальные — они должны выдерживать попадание окалин и не загораться при этом.

Подготовка рабочего места сварщика
Следующий шаг – создание удобной рабочей площадки, чтобы научиться варить сварочным инвертором. Опытные сварщики предпочитают использовать специальный сварной столик, для новичков подойдет любой металлический стол, чтобы удобно расположить и при необходимости зафиксировать свариваемые детали. Конечно, должно быть организовано достаточное освещение. Так, как вовремя работы с инвертором могут возникать искры и большие окалины, то стол и пространство вокруг него должно быть очищено от горючих и легко воспламеняемых жидкостей и материалов. Сам сварщик должен стоять на поверхности, защищающей от возможного поражения током, например деревянном настиле.
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретную марку металла. Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и сваривать их выбранными электродами, к примеру АНО-21 или УОНИ 13/55, сечение которых 3 – 5 мм.

Схема подключения инвертора, полярность
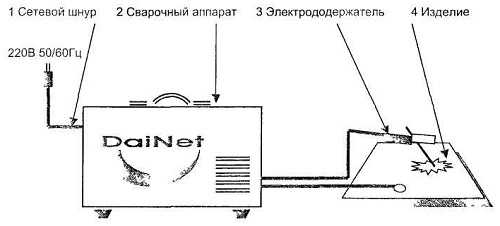
Общая схема выглядит примерно так — розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода. Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
Существует два варианта подключения массы и рукоятки: прямой (масса +, рукоять -) и обратный (масса — рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл. Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
Подготовка металла к сварке
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;;
- тавровые;
- торцовые;
- нахлесточные
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать. Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем — «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.

Как работать сварочным инвертором :
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги :
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
Как передвигать электродом во время сварки:
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно.
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость
- Чем быстрей движется электрод, тем меньше получается провар. Если вести его медленно, то может произойти перегрев металла и его прожиг.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга. Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Советы начинающему сварщику:
- Не пренебрегайте средствами защиты, особенно защитой глаз. Даже мимолетный взгляд на сварку может вызвать ожоги сетчатки, а более продолжительное действие неминуемо вызовет ухудшение или даже потерю зрения.
- При первых попытках сварить различные соединения у вас будет получаться много ошибок. Перед тем, как приступать к чистовым работам, советуем несколько дней потренироваться в различных видах соединений.
- Начать работать со сваркой, может даже ребенок, но ровное и надежное сварное соединение – результат тренировок и тщательного подхода к делу.
- Не забывайте оббивать шлак, после сваривания иначе вы стимулируете коррозионные процессы.
- Не знаете, почему прилипает электрод? Обратите внимание на настройки силы тока, а также на сухость электродов.
- Электроды для инвертора нужно ранить в сухом помещении. Сырые электроды можно просушить в духовом шкафу.
- Перед включением/выключением проверяйте положение провода иначе можно вызвать короткое замыкание.
- Инструкция по эксплуатации сварочного инвертора содержит сведения о рабочем цикле. Это оптимальная длительность непрерывной работы механизма, после которой работающий аппарат начнет перегреваться. Рабочий цикл нужно чередовать с перерывами. Надеемся, что данный материал полностью ответил на интересующие вас вопросы и вы без труда сможете подключить сварочный инвертор, для вас стала доступна техника сварки инвертором.
Используя это руководство, постепенно вы начнете улучшать свои навыки, сможете без проблем сваривать металл инвертором. После небольшой практики можно самостоятельно заменить забор, сварить арку под виноград и ряд других сварных работ. Удачи
promsnabservisnk.ru
розжиг дуги и параметры сварки
Современные сварочные аппараты, инверторы, представляют небольшое устройство, доступное к переноске и облегчающее сваривание (по сравнению с прежними трансформаторами). Научиться варить инвертором значительно проще, чем трансформаторным устройством. Поэтому сварка больше не является прерогативой профессионалов, стала популярным занятием, доступным к овладению и применению на собственном участке. Рассмотрим, как научиться сваривать металл с использованием инвертора.
Устройство и принцип работы инверторного сварочного аппарата.
Устройство сварочного инвертора: как возникает дуга?
Инвертор представляет собой металлический ящик небольших размеров (до 0,5 метра), весом до 10 кг. Главная задача сварочного аппарата — производить ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 Вольт) в сварочный. Сварочный ток большинства бытовых аппаратов является постоянным.
Прямое и обратное подключение тока.
Каждый инвертор имеет две клеммы: катод (обозначается «-») и анод (обозначается «+»). В одну клемму вставляют электрод, а вторая соединяется со свариваемым металлом. После подачи электрического тока образуется общая электрическая цепь. При небольшом разрыве цепи (с расстоянием в несколько миллиметров) в месте разрыва происходит мгновенная ионизация воздуха и возникает сварочная дуга.
Основное выделение тепла происходит в дуге. Температура ее горения составляет 5000-7000 ºC. Это выше температуры плавления всех используемых металлов. При горении дуги кромки металлов и электрод расплавляются и перемешиваются. Шлак — более легкий материал, он всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После застывания образуется сварной шов.
Полярность тока и параметры сварки — что это такое?
Классификация сварочной дуги.
Сварочный ток может двигаться от катода к аноду и, наоборот, от анода к катоду. Так образуется разная полярность тока. При движении тока от катода — прямая полярность. При обратном движении (от анода) — обратная. Для чего нужна прямая и обратная полярность?
Использование разной полярности связано с тем, что более высокая температура будет на той клемме, к которой поступает электрический ток. Если ток прямой полярности, более высокая температура образуется на аноде (то есть на свариваемой поверхности). Это наиболее распространенный вид сварки, с ним работают большинство начинающих сварщиков. Если ток обратной полярности, более высокая температура образуется на катоде (к нему подключен электрод). Такое требуется при работе с тонколистовым металлом и тех марок стали, которые нельзя перегревать (например, высоколегированных).
Диаметр электрода выбирается в зависимости от толщины свариваемых деталей. Размер электрода и сила электрического тока находятся в пропорциональной зависимости друг от друга: чем толще электрод, тем сильнее ток. Для ориентировочных расчетов принимают, что сила тока равна диаметру, умноженному на 3,5. То есть для электрода 3 мм сила тока составит: 3 * 3,5 = 105 А.
Поскольку на силу тока также влияет расположение шва (горизонтальное, вертикальное или потолочное), материал электрода, то начинающему сварщику проще пользоваться таблицей соответствия силы тока диаметру электрода и выбора диаметра по толщине свариваемых элементов (рис. 1 и 2 соответственно). Далее можно варить металл инвертором.
Преимущества инвертора перед трансформатором
Рисунок 1. Таблица соответствия толщины металла и диаметра электрода.
При обучении проще овладеть искусством сварки с помощью инвертора. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Величина сварочного тока регулируется плавно.
Варить сварочным инвертором удобно для начинающих благодаря наличию дополнительных функций. Например, в инверторе может быть запроектирован «Горячий старт» (Hot-Start), он увеличивает сварочный ток в начале работы (чем облегчает розжиг дуги). Другая функция «Сильная дуга» (Arc-Force) включается в работу, когда сварщик слишком близко приближает электрод к металлу. В таком случае инвертор автоматически увеличивает ток, ускоряет плавление и не допускает залипания.
В случае залипания включается функция «Анти-залип» (Anti-Sticking). Она снижает ток и дает возможность оторвать электрод от металла и продолжить сварку. При работе инвертора расходуется относительно небольшое количество электричества. Например, для сваривания электродом диаметром 3 мм необходим ток напряжением 4 кВт (что соответствует работе двух электрочайников). Экономия электричества окупает относительно дорогую цену инвертора.
| Инвертор | Трансформатор | |
| Устойчивость дуги | Хорошая | Средняя |
| Зависимость от колебания напряжения в сети | Низкая | Высокая |
| Потребление электроэнергии | Ниже, соответствует бытовым нормам | Выше, превышает бытовые нормы |
| Вес сварочного аппарата | 7-10 кг | 20-50 кг |
Меры безопасности при сварке
Рисунок 2. Диаметр электрода и сила тока.
Перед началом работ пространство в радиусе нескольких метров освобождается от деревянных и других легковоспламеняющихся предметов. Это важно для начинающего сварщика. Сварочный электрод или его обломок имеют большую температуру, они способны поджечь оказавшиеся рядом доски, ящики, бумажный мусор. Обязательно надевается одежда, закрывающая все тело (длинные брюки, кофта с длинными рукавами). Это также важно для начинающего, поскольку в процессе разбрызгивания капли металла могут попасть на открытую кожу рук или ног. Обязательно надевается на лицо защитная маска с темным стеклом (светофильтром). Для солнечного света это стекло непроницаемо. Горение дуги через светофильтр будет видно.
Наблюдать за дугой без защитного стекла опасно, можно получить ожог глаз. Слабая степень ожога (один-два раза посмотрел на дугу) приводит к образованию светлых пятен перед глазами («нахватался зайчиков»). При средней степени ожога глаза болят и чешутся (возникает ощущения песка в глазах). Сильная степень ожога приводит к частичной или полной потере зрения.
Как разжечь дугу?
Правила техники безопасности при сварке.
Для сваривания металлических поверхностей необходимо научиться зажигать дугу и поддерживать ее. Вначале необходимо подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в клемму катода (« — ») вставляем электрод. Для простоты работы возьмем электрод диаметром 3 мм. Сварка более толстым электродом сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует большего профессионализма. Выставляем ток 100 А (для электрода 3 мм и горизонтального расположения свариваемых поверхностей). Берем в руки ручку клеммы с электродом, включаем инвертор (подаем ток) и надеваем защитный экран.
Сварка без защитного экрана запрещена во избежание потери зрения.
Ощущение некоторого неудобства не стоит здоровья глазного аппарата. Перед розжигом дуги конец электрода обстукивают о металл, чтобы удалить обмазку с его края. Это облегчает розжиг. Существуют и применяют два вида розжига:
- Чирканье. Надо поднести электрод к поверхности металла и чиркнуть им (действие похоже на зажигание спички). Так разжигают новый электрод.
- Касание. Электрод подносят к металлу и слегка касаются его поверхности, после чего сразу отводят на расстояние нескольких миллиметров. Так разжигают электрод, когда сварка прервалась (произошло залипание или сварщик слишком удалил стержень от поверхности металла).
Процесс сварки: как поддержать дугу?
Схема сварки дугой.
Важно соблюдать небольшое (3-5 мм) расстояние между металлом и электродом. Это расстояние называют длиной дуги. При его увеличении дуга перестает гореть.
Длина дуги ориентировочно равна диаметру электрода. То есть для устойчивого горения и ровного сварного шва при электроде 3 мм необходимо удерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод слишком приблизился к поверхности металла, происходит короткое замыкание: электрод прилипает к металлу. Чтобы оторвать электрод от свариваемой поверхности, надо наклонить его в другую сторону или выключить инвертор. При прекращении подачи электричества электрод отлипает.
Угол наклона электрода может быть разным. Начинающему сварщику лучше придерживаться около 70º от поверхности металла (то есть с небольшим отклонением от вертикального положения).
Рисунок 3. Траектории движения электрода при дуговой сварке.
Для того чтобы варить качественно, необходимо научиться визуально (сквозь щиток светофильтра) оценивать размер сварной ванны. Ширина красноватой лужицы в светофильтре должна превышать толщину (диаметр) электрода в 2 раза.
На размер ванны влияет скорость перемещения электрода. Если он перемещается слишком медленно, образуется слишком много расплавленного металла и широкая сварная ванна, которая препятствует взаимодействию дуги со свариваемой основой, образуя непровары. Если дугу перемещать слишком быстро, возникнет недостаточное расплавление кромок и, как следствие, также непровар.
Первые шаги в сварке
Первые сварочные операции стоит пробовать выполнять на любой ненужной металлической поверхности. После розжига дуги надо вести электрод над металлом, стараясь получить ровный сварной след. Когда стало стабильно получаться воспламенять дугу, можно приступить к свариванию поверхностей. Их располагают встык друг к другу, получают дугу и проводят электродом вдоль линии соединения. При этом движения должны быть не прямолинейными (вдоль шва), а колебательными (то вправо, то влево). Типичный рисунок движения электрода при сварке приведен на рис. 3.
После охлаждения слой шлака снаружи сбивают молотком и оценивают качество соединения визуально. Хороший сварной шов должен быть одинаковой толщины, без видимых пустот и щелей.
После упражнений в течение одного-двух часов у большинства начинающих сварщиков стабильно получается разжигать дугу и поддерживать ее горение. Можно выполнить простые соединения металлических поверхностей. Когда научишься работать сварочным инвертором, сможешь выполнить самостоятельно разнообразные работы на приусадебном участке.
moyasvarka.ru
Как правильно сваривать металл инвертором: последовательность операций (видео)
Сварочный инвертор — устройство, позволяющее выполнить соединение металла свариванием. В сравнении с выпрямителем или трансформатором, сварка инвертором легче, проще и доступнее. Как научиться сваривать металл инвертором?
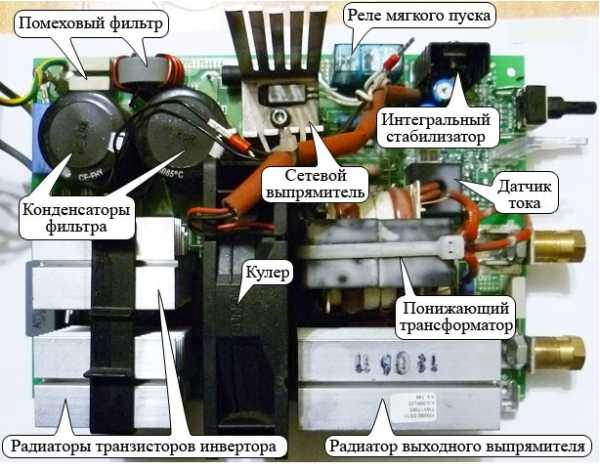
Схема элементов инверторного сварочного аппарата.
Сварка инвертором: последовательность операций
Технология сварки состоит из ряда последовательных действий. Их правильное выполнение обеспечивает качественный результат — сплошное прочное соединение двух металлических поверхностей. Как правильно варить металл инвертором, на что обратить внимание при обучении сварке?
Вернуться к оглавлению
Подготовка к сварке
Схема источника питания инверторного сварочного аппарата.
- Подготовка места для сварки. Пространство в радиусе метра освобождается от деревянных, бумажных, пластиковых предметов. Они могут возгореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).
- Берем в руки клемму с электродом. Включаем инвертор (тумблером) — появляется небольшой гул. Выставляем значение сварочного тока (регулятором на лицевой панели). Для традиционного электрода диаметром 3 мм необходим сварочный ток величиной 100 А. Опускаем на лицо маску (рис. 1).
Вернуться к оглавлению
Розжиг дуги в начале сварки
Рисунок 1. Зависимость диаметра от толщины деталей.
- Приступаем к сварке. В начале надо разжечь дугу. С опытом это будет получаться легко. Для начинающего сварщика розжиг дуги — первая сложность. Перед началом розжига электрод обстукивают о поверхность металла для удаления обмазки с его конца. Для розжига дуги по холодному металлу (в начале сварки) применяется метод чирканья. Он похож на зажигание спички. Электрод проносят над металлом, слегка задевая поверхность свариваемой детали. У неопытного начинающего сварщика стержень часто залипает (приклеивается к металлу). Чтобы отлепить его, надо резко наклонить клемму с электродом в другую сторону (отломать стержень от детали). Если не получается, выключить питание инвертора. При прекращении подачи тока залипание исчезнет.
- Чиркаем до тех пор, пока не образуется электрическая дуга. Она очень яркая, смотреть на нее можно только через светофильтр.
- Для поддержания дуги фиксируем конец электрода в 3-5 мм от металла. В начале обучения будет сложно выдерживать необходимое расстояние. Если слишком приблизить электрод, произойдет короткое замыкание, и он прилипнет к детали. Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.
Вернуться к оглавлению
Сварная ванна и сварной шов
Рисунок 2. Зависимость диаметра от толщины деталей.
- При розжиге дуги образуется жидкая лужица расплавленного металла. Это сварная ванна. Для соединения металлических деталей по всей поверхности контакта электрод медленно перемещается вдоль границы раздела. Следом за ним перемещается сварная ванна (зона жидкого металла). Конец стержня совершает колебательные движения (туда-сюда, вправо-влево) относительно шва между двумя деталями. Так обеспечивается качество соединения.
- Если дуга была потеряна (электрод оказался слишком удален от сварки), повторный розжиг происходит легче. Для возгорания дуги достаточно приблизить конец стержня на расстояние нескольких миллиметров.
- В сварной щиток хорошо видна яркая электрическая дуга и менее яркая сварная ванна. Хуже различимы контактирующие свариваемые поверхности в зоне сварки. Однако снимать щиток и подглядывать на сварку без защитного светофильтра нельзя. В лучшем случае будут неприятно чесаться веки (ощущение песка в глазах). В худшем — можно лишиться зрения без возможности его восстановить.
- Когда стержень укорачивается до 5-6 см, сварку прекращают, инвертор выключают и меняют электрод в клемме.
- В конце сварки застывший шов металла обстукивают молотком для удаления слоя шлака. Очищенный от шлака шов имеет блестящую поверхность.
Такова технология сварки инвертором в целом. А теперь остановимся более подробно на том, как правильно выбрать электрод и сварочный ток.
Вернуться к оглавлению
Какими электродами варить металл?
Электрод — металлический стержень, покрытый снаружи обмазкой. Вещество обмазки является шлаковой смесью, которая при сварке также расплавляется, поднимается на поверхность сварной ванны (она легче металла) и защищает жидкий металл от окисления и насыщения азотом (рис 2). В некоторых случаях в состав обмазки вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода.
Классификация электродов.
Состав внутреннего стержня определяется видом свариваемых металлов (малоуглеродистые и низколегированные стали, латунь и бронза, магниевые сплавы, титановые сплавы). Чтобы сваривать металл обыкновенной углеродистой стали, применяются электроды марки УОНИИ. Их также используют для коррозионностойких сталей. Сварка УОНИИ выполняется только прямым током.
Более универсальными считаются стержни маркировки АНО. Они подходят как для прямого, так и для обратного тока любой полярности.
Электроды отличаются не только составом обмазки и стержня, но и диаметром. Размеры стержня в обмазке варьируются от 1,6 мм до 5 мм в диаметре. Чем толще свариваемые детали, тем больший диаметр электрода необходим для их сплавления. Существуют математические формулы расчета диаметра для заданной толщины металлических деталей. Начинающему сварщику проще пользоваться таблицами.
Второстепенными факторами, влияющими на выбор электрода, является вид соединения деталей (горизонтальная, вертикальная или нависающая сварка, стыковой или угловой шов). Из данных таблицы видно, что диаметр электрода для углового соединения незначительно отличается от диаметра для стыковой сварки деталей.
Положения электрода при сварке.
При этом для сварки нависающих поверхностей не используются сварочные стержни большого диаметра. Для потолка их размеры ограничены диаметром 4 мм.
Варьирование диаметра стержня при сохранении всех других параметров может усилить или ослабить удельный ток сварки (ток, приходящийся на единицу сечения электрода). Это повлияет на глубину проплавления и толщину сварного шва. Если электрод более тонкий, сила тока концентрируется и проплавляет глубже, сварной шов получается узкий. Если электрод более толстый, удельное значение силы тока уменьшается, и глубина проплавления становится меньшей, а ширина шва — большей.
Вернуться к оглавлению
Как выбрать значение сварочного тока и его полярность?
Сила тока определяет глубину проплавления металла. Чем сильнее ток, тем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорционально зависит от диаметра электрода и толщины сварки. Ее можно определить расчетами по формулам или воспользоваться готовыми таблицами.
На силу тока влияет расположение сварного шва. Максимальное значение тока используется для проплавления горизонтальных поверхностей. Для того чтобы сварить вертикальные швы, сила тока меньше на 15%, для нависающих (потолочных) соединений — меньше на 20%.
Бытовой инвертор имеет шкалу силы тока до 200 А. В полупрофессиональных моделях значение шкалы градуировано выше, до 250 А.
Рисунок 3. Движение электрода при сварке.
Полярность — направление движения тока. Инвертор дает возможность изменять направление тока. Как это делается и для чего необходима смена полярности?
Поток электронов (ток движется от минуса к плюсу) в сварке инвертором двигается от клеммы «-» к клемме «+». Та клемма, на которую приходят электроны («+»), прогревается сильнее. Этот факт используют для обеспечения качественной сварки на различных металлах, при различной толщине элементов. Если детали массивные, то клемма «+» крепится к их металлической поверхности (к одной из деталей). Такое подключение называют прямой полярностью, оно чаще используется в сварочных работах.
Если сплавляется тонкий лист стали или высоколегированный сплав, склонный к выгоранию легирующих элементов, то к ним подключают клемму «-». Получаемая полярность называется обратной. При таком движении тока максимальный разогрев происходит в электроде, а основной металл разогревается меньше.
Обратная полярность характеризуется большей стабильностью дуги, ее легче разжечь и поддержать ее горение.
Вернуться к оглавлению
Как передвигать электрод во время сварки?
Электрод передвигается вдоль сварочного шва не прямолинейно, а по возвратной траектории (зигзагом вправо-влево, спиралью, елочкой). Это обеспечивает наиболее качественное проплавление, отсутствие непроваров и несплошностей в шве. Схема наиболее традиционных видов движения конца стержня при сварке инвертором приведена на рис. 3.
Управление сварочным инвертором.
Скорость сварки или скорость передвижения электрода формируют поверхность шва и его параметры: выпуклость, ширина и глубина. Чем быстрее передвигается сварная ванна, тем меньше глубина шва и его выпуклость после застывания. Сварное соединение получается узким и ровным. Медленное передвижение электрода увеличивает глубину шва и придает его поверхности более выпуклый вид, сварное соединение получается широким, со значительной выпуклостью и наплывами.
В конце сварки клемма со стержнем задерживается на несколько секунд в зоне окончания шва. Это позволяет накопиться расплавленному металлу и предупредить образование углубления (кратера).
На параметры сварного шва влияет положение электрода при сварке. Угол наклона электрода определяет положение сварной ванны. Угол расположение электрода к поверхности металла должен быть близок к 90º и может отличаться от него на 15-20º.
Рассмотренные нами показатели (величина тока, полярность, диаметр и вид электрода) называются характеристиками сварки. Их правильный выбор обеспечивает качественное сплавление деталей. Для домашней сварки инвертором на приусадебном участке (каркас теплицы, лестница, беседка для винограда) или в индивидуальном строительстве (каркас фундамента) наиболее востребованы электроды диаметром 3 и 4 мм, с использованием сварочного тока силой около 100 А, при прямой полярности.
Сварка инвертором представляет доступный обучению процесс.
Инверторы — устройства нового поколения. Они значительно облегчают обучение свариванию и имеют ряд дополнительных функций, помогающих начинающему сварщику стать профессионалом.
moiinstrumenty.ru
Как правильно сваривать металл инвертором: пошаговая инструкция
Необходимость в создании надежного соединения разного рода металлических изделий периодически возникает практически в любом хозяйстве. В большинстве таких ситуаций лучшим решением является сварка. Новичкам, как показывает практика, проще всего научиться варить инвертором. Такой аппарат позволяет получать гораздо более надежные соединения, если сравнивать с результатами ближайших предшественников, в особенности при отсутствии должного опыта и навыков. Варить различный металл инвертором несложно, нужно лишь полностью изучить инструкцию и во всем следовать полученным рекомендациям.

Устройство сварочного инвертора.
Подготовка к работе с инвертором: основы качественной сварки
В большинстве случаев хозяева предпочитают именно сваривать металл, т.к. сварка позволяет получать самые прочные сварные швы при необходимости обеспечения неразъемного соединения деталей. Под воздействием аппарата материалы претерпевают пластическую деформацию. Частицы электрода и заготовок соединяются, в результате чего создается сверхпрочная межмолекулярная связь.
Разработано множество современных и высокофункциональных технологий. К примеру, металл можно варить с использованием электронного и лазерного излучения, изделия соединяют газовым пламенем и варят ультразвуком. Наиболее широко использующимся источником энергии является электрическая дуга.
Принципиальная схема сварочного инвертора.
Ее создают сварочные аппараты либо инверторы. Именно с такого агрегата лучше всего начинать познавать мастерство создания надежных и долговечных сварных соединений.
Сварщика без опыта нельзя считать мастером своего дела. Все навыки человек осваивает при выполнении различных практических задач. Поэтому новичку нужно в первую очередь запастись терпением и выделить достаточно времени на тренировочные работы.
Помните о том, что работа с инвертором является потенциально опасной. При неосторожности можно обжечься брызгами расплавленного металла. Помимо этого выделяются различные токсические вещества, да и риск поражения электротоком никто не отменял. Излучение может привести к ожогу роговицы глаз. Именно поэтому перед работой с инвертором нужно уделить должное внимание технике безопасности, подготовке защитной экипировки, рабочего места и оборудования.
Преимуществами сварочного инвертора является его легкий вес, компактный размер, возможность плавной регулировки тока, быстродействие и высокая производительность. Опытные сварщики рекомендуют новичкам начинать осваивать мастерство именно с этого аппарата. На рынке представлено множество недорогих моделей, которые не ударят по вашему бюджету и не займут много места в домашней мастерской.
Какие электроды лучше всего использовать
Результаты испытаний плавящегося электрода.
Традиционно для сварки металла применяются плавящиеся электроды. Через них ко шву подводится ток. Одной из главных составляющих такой работы является порошковая проволока. Она постепенно подается в зону плавления. Во множестве обучающих курсов можно встретить рекомендации по началу работы с применением электродов, которые выпускаются в формате твердых стержней и имеют специальное плавящееся покрытие. С такими электродами вы сможете быстрее научиться варить металл инвертором и создавать ровные четкие линии.
Новичкам лучше всего начинать учиться варить металл с использованием электродов-стержней на 3 мм в диаметре. Более толстые электроды требуют сварочного оборудования более высокой мощности. Сварка тонколистового металла осуществляется с применением электродов на 2 мм. Крайне не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Лучше закупать их непосредственно перед началом сварочных работ. Залежавшиеся электроды с большой долей вероятности окажутся отсыревшими, так что никакого толку от них не будет.
Техника безопасности при работе с инвертором
Среди преимуществ современных инверторов нужно дополнительно отметить их безопасность. Все провода спрятаны в герметичном пластмассовом коробе. Такое решение существенно сокращает риск поражения электротоком, так что даже новичок сможет начать учиться варить металл безо всяких проблем и затруднений. Однако сварочный инвертор, как и любые другие электроприборы, является потенциально небезопасным механизмом. При работе с ним нужно выполнять ряд правил. Главные из них:
Способы подключения сварочного инвертора.
- Категорически запрещается варить под дождем и при отрицательных температурах воздуха.
- При работе должны быть созданы все условия для защиты сварочного агрегата от намокания.
В комплекте с любым инвертором должна идти инструкция по использованию. Обязательно убедитесь в ее наличии. В таком руководстве вы найдете советы по поведению в разнообразных ситуациях. В конце руководства обычно приводятся полезные рекомендации сварщику, дается краткое описание первой помощи при различных повреждениях и травмах, обязательно даются выдержки из техники безопасности. Все советы пишутся предельно понятным языком, чтобы даже у новичка не возникло никаких сложностей.
Обычно в комплекте с инвертором идет защитная маска и перчатки. Общий вес стандартного сварочного инвертора в полной комплектации составляет примерно 6-7 кг. Это позволяет брать аппарат с собой практически всюду.
Металл можно варить исключительно при наличии защитного щитка и маски сварщика. Эти приспособления защищают роговицы глаз от ожогов.
Таблица требуемых технических характеристик для сварочного инвертора.
Непосредственно ожоги можно получить от яркого излучения. Раскаленные металлические брызги способны обжечь незакрытые участки кожи, поэтому их быть тоже не должно.
Для защиты кожи рук используются замшевые или брезентовые перчатки. Изделия из хлопчатобумажной ткани и трикотажа не подходят. Халат и штаны или комбинезон должны быть изготовлены из плотной ткани. Лучший вариант — толстый плотный брезент.
Рядом с рабочим местом поставьте ведро с водой. Подготовьте старое плотное одеяло. Все это поможет вам потушить случайное возгорание в случае его возникновения. Практиковаться лучше всего на улице, но можно и в помещении. Нужно лишь убрать от рабочего места все воспламеняемые предметы.
Первые шаги в освоении инверторной сварки
Прежде чем приступать к освоению технологии сварки металла, потренируйтесь на плоской поверхности. Сначала вам надо разобраться, как вести электрод по заготовке. Стержень следует держать под углом в 70-75° к поверхности. Дугу держите на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние сохранялось по всей длине шва, иначе он будет иметь дефекты.
Инструкция по использованию инвертора.
Также вам необходимо знать, как правильно выставить ток. При работе с электродом диаметром 3 мм хватит тока 80 А. Если ток будет слишком низким, вам не удастся поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для этого агрегата составляет 70%, нужно понимать, что 70% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся же 30% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 7 минут на полной нагрузке, после чего он потребует 3-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Функциональные возможности сварочного инвертора.
Как правило, новички начинают учиться варить металл с создания валиков на ненужных изделиях. Это позволяет попросту освоить порядок расплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность предварительно обязательно очищается от коррозии и всевозможных загрязнений.
Чтобы сделать валики, придерживайтесь такой последовательности действий:
- Возьмите сварочный электрод и вставьте его в держатель инвертора.
- Запустите ток в зону плавления. Для этого обычно достаточно чиркнуть концом стержня по металлу, будто спичкой. Можно вместо этого несколько раз коснуться заготовки постукивающими движениями.
- После того как появится электрическая дуга, направьте электрод на металл. Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой. Важно, чтобы оно не выходило за границы 3-5 мм.
Хотя это и тренировка, все равно не забывайте о том, что качество шва напрямую зависит от умения поддерживать расстояние между дугой и металлом на постоянном уровне. Если расстояние будет колебаться, вы попросту получите дефективный шов. Стержень держите под углом к поверхности заготовки. Лучшим считается уклон в 70°. Электрод можно наклонять и назад, и вперед. Делайте так, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам нужно научиться устанавливать силу тока так, чтобы обеспечивалась его стабильная подача.
Если тока будет недостаточно, вы не сможете поддерживать стабильную дугу. При слишком мощном потоке тока металл проплавится. Оптимальное значение определяется только опытным путем.
Уделите этому достаточное время и найдите подходящее значение.
Пошаговая инструкция по сварке поверхностей
Когда вы научитесь делать валики, устанавливать ток и поддерживать дугу, можете переходить к следующему этапу обучения варки металла. Обычно все выполняется в проверенной множеством сварщиков последовательности. Придерживайтесь следующего рабочего порядка:
Процесс сварки требует изоляции всех токоподводящих проводов от сварочной дуги.
- Возьмите электрод, подготовьте его к работе и установите в держатель первого провода.
- Закрепите зажим другого провода на металл в том месте, где в будущем будет выполняться сварка.
- Зажгите дугу. Эта операция уже описывалась. Легонько постучите электродом или чиркните им по металлу.
- Электрод необходимо вести вдоль стыка. Спешка ни к чему. Главное, чтобы все было сделано максимально аккуратно. В отличие от рассмотренной ранее технологии создания валиков, при которой электрод направлялся по прямой, при сварке отдельных изделий вам нужно будет делать движения возвратно-поступательного характера.
- Обработайте небольшой участок и оцените выполненную работу. При необходимости удалите шлак с помощью металлической щетки или молотка.
- Если качество вас устраивает, завершите работу.
В результате вы получите сварочный шов. Вряд ли он сразу будет идеальным. Чтобы получать швы высокого качества, нужен опыт и тренировки. Со временем вы освоите данную работу и сможете делать все на лучшем уровне.
Таким образом, вы можете как пользоваться услугами сторонних специалистов, платя им довольно большие деньги, так и научиться все делать своими руками. Потратив некоторое время и силы на обучение, вы будете меньше зависеть от других людей. Со временем вы освоите данную профессию и сможете создавать угловые швы, потолочные соединения и другие сложные вещи. Придерживайтесь инструкции, и у вас все получится. Удачного обучения и работы!
moyasvarka.ru
Сварка инвертором для начинающих. Инструкция по инверторной сварке.

Содержание статьи
Что такое «инвертор»?
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.

Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.

Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.

Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
 Движения электрода при сварке инвертором
Движения электрода при сварке инверторомС чего начать сварку металла инвертором?
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.

Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- 60 | 110- 120 | 110-120 (при d=3MM) 140-160 (при d=4MM) | 140- 160 | 140-160 (при d=4MM) 225-300 (при d=5MM) |
Как пользоваться сварочным инвертором?
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
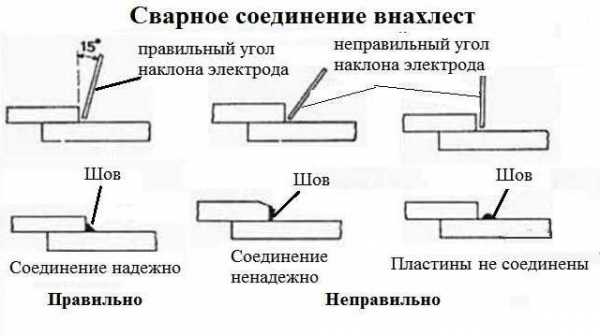
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
[Всего голосов: 7 Средний: 4.3/5]svarkaed.ru
Как научиться сваривать металл — советы для начинающих
Современная сварочная техника имеет доступную цену и большие возможности по соединению металлических заготовок различными способами. Закономерное желание сэкономить не позволяет переплачивать сторонним специалистам или учиться на дорогостоящих курсах. Чтобы понять самому, как научиться сваривать металл, нужны советы для начинающих от более опытных людей. Лёгкие и мощные инверторные аппараты обладают набором нескольких полезных функций, существенно облегчающих рабочий процесс и саму процедуру обучения. Мы расскажем подробно об этих агрегатах и наиболее простых способах сварки различных материалов.
Сварка металлов и необходимые инструменты
Процесс сваривания металлов становится возможным, благодаря воздействию на заготовки мощного переменного постоянного или импульсного тока короткого замыкания. В этот момент температура в месте контакта детали и электрода достигает 6000оС, что позволяет расплавить металл и частично испарить его. Также испаряется флюс, создавая газовую сферу, защищающую зону сварочной ванночки от агрессивной кислородной среды.
Покрытый флюсом электрод или сварочная проволока и материал заготовки, расплавляясь, позволяют получить соединительный шов, который при остывании даёт цельное, монолитное соединение деталей.

Этот процесс делает возможным возникновение сварочной дуги, именно в зоне её действия происходит выделение большого количества теплового и светового излучения. Если правильно подобрать напряжение и силу тока, то с помощью дуги, длиной около 5 мм, можно достигать оптимального расплава в сварочной ванночке и соединять детали качественным, прочным швом.
Поскольку при работе появляются брызги расплавленного металла и мощное световое излучение с ультрафиолетовой и инфракрасной составляющей, то необходимо принять меры для защиты зрения и кожного покрова. Поэтому прежде чем понять, как научиться сваривать металл нужно приготовить защиту и подобрать инструменты для работы, а именно:
- защитные краги и специальная одежда сварщика;
- сварочная маска типа Хамелеон для защиты органов зрения;
- молоток и металлическую щётку для очистки шва от шлака;
- струбцины или специальные магниты для фиксации деталей в нужном положении;
- устойчивый и прочный сварочный стол;
- углошлифовальная машина (болгарка) используется для зачистки и раскроя заготовок;
- электроды, соответствующие толщине свариваемого металла;
- кабели с зажимом и держателем электродов, а также удлинитель;
- сварочный инверторный аппарат.
После подготовки инструмента нужно обеспечить надёжное электрическое соединение сварочных кабелей и сетевого подключения 220 В или 380 В в зависимости от типа инвертора. Покрытые штучные электроды для обучения лучше выбирать сухие и новые диаметром от 2 до 4 мм. Сетевой удлинитель не должен быть длиннее 25−30 метров с жилами сечением не менее 2,5 мм2, а сварочные кабели не более 3 метров длиной с сечением 50 мм2.
Очень важно перед началом работ ознакомиться с инструкцией по эксплуатации инверторного аппарата и способом подключения электрических кабелей, чтобы избежать поражения током.
Виды сварочных инверторов
Сварочная аппаратура нового поколения позволяет соединять металлы и разнообразные сплавы, включая алюминий, медь, чугун, оцинкованную и нержавеющую сталь, а также титан и бронзу. Для таких материалов крайне важно подобрать не только соответствующие электроды или сварочную проволоку, но и правильно выбрать инверторный агрегат с нужными характеристиками. Разнообразные модели с доступными ценами дают возможность варить металл разного качества и даже разнородный по химическому составу. Работа с тонкостенным листовым материалом при кузовном ремонте становится вполне осуществимой, а такая потребность возникает довольно часто.
Планировать, как сваривать те или иные материалы нужно со знанием свойств электродов и проволоки, используемой при работах. Существует огромное количество справочных материалов, но на начальном этапе любой грамотный консультант подскажет вам, как варить, какими электродами и в каком режиме.
Важно помнить о том, что материал электрода и покрытия должен максимально соответствовать свариваемым заготовкам, а диаметр согласовываться с толщиной детали и током сварки.
Инверторные аппараты, в отличие от сварочных трансформаторов, характеризует невысокое потребление энергии от сети общего пользования, устойчивая работа при неравномерном питающем напряжении и небольшой вес. Аппаратура инверторного типа бывает следующих видов:
- инверторы ММА для работы плавящимися покрытыми электродами, со сварочным током от 160 до 250 А, устойчиво варят при входных напряжениях от 160 до 260 В, имеют вес не более 5 кг;
- аппараты MMA+TIG предназначены для сварки тугоплавким вольфрамовым электродом с ручной подачей присадочного материала в зону плавления, работа происходит в среде инертного газа;
- агрегаты MIG/MAG с полуавтоматической подачей сварочной проволоки в зону шва и работе в среде защитного или активного газа.
Наиболее недорогим и приемлемым для обучения является лёгкий инвертор ММА, который очень дружелюбен к новичкам, поскольку у него, как и у большинства инверторов, присутствуют функции антизалипания электродов, форсажа дуги и горячего старта. Также он может работать в режиме постоянного или импульсного переменного тока и имеет довольно широкий диапазон регулировок.
В комплекте поставки присутствует ремень для переноски, что даёт возможность сваривать металл инвертором даже в труднодоступных местах или на высоте. Также заслуживает внимания новичка аппараты MMA+TIG, которые дают дополнительные возможности при сварке сплавов и разнородных металлов в среде инертного газа.

Сварочные работы
Для обучения сварке инвертором существуют разнообразные курсы и обучающие программы, но не все находят время и деньги для таких занятий. Чтобы наилучшим образом понять, как научиться сваривать металл выслушать советы для начинающих совершенно необходимо. Это позволит избежать грубых ошибок и сохранить аппаратуру в целости, а также не причинить вред здоровью.
Перед началом работ располагают инструменты в пределах шаговой доступности, и подключают кабели к инвертору. Далее необходимо настроить сварочную маску и убедиться в её срабатывании, направив на источник яркого света.
Обучение лучше начинать с электрода диаметром 3 мм, соответствующего по параметрам материалу заготовки для проб. До того как сварить две детали между собой, необходимо приобрести навык розжига дуги. Нужно подключить инвертор к сети, вставить электрод в держатель, включить питание и надеть маску. После этого, подключить прищепку массы к детали и постукивающими или чиркающими движениями добиться розжига и устойчивого горения дуги на черновом куске металла. Сварочный ток выставляется по следующему принципу:
- при толщине металла от 1 до 2 мм используем электрод диаметром 2 мм и выставляем значение тока в пределах от 50 до 70 А;
- толщина от 3 до 5 мм, подразумевает электрод от 3 до 4 мм в диаметре и сварочный ток от 110 до 150 А;
- заготовки толщиной от 6 до 8 мм сваривают электродами 4 мм и током от 130 до 160 А;
- детали толщиной 9−10 мм варятся электродом от 4 до 5 мм при токе от 170 до 260 А.
Эти данные являются ориентировочными и индивидуальны для каждого инвертора, поэтому требуют корректирования в ходе работ. После того как вы подобрали необходимый ток и научились поджигать дугу, нужно сделать на заготовке пробный шов. Таким образом, вы научитесь получать ровный и протяжённый валик с надлежащим проваром, отрегулировать скорость сварки, и подкорректировать ток.
Длина дуги должна находиться в пределах от 2 мм до 5 мм, если она будет длиннее, то это приведёт к плохому прогреву заготовок и потере качества соединения. Электрод следует держать под наклоном в сторону движения либо углом вперёд, либо углом назад под 30−60о от вертикали. Теперь можно произвести пробное соединение двух деталей между собой, соблюдая технику безопасности при сварочных работах.
Важно, следуя инструкции по эксплуатации, регулярно очищать радиаторы инвертора от пыли и беречь его от избыточной влаги, поскольку это может привести аппарат в негодность от перегрева или замыкания.
Подводим итог
Для начинающего сварщика важна забота о своём здоровье, знание принципа работы аппаратуры и состава соединяемых заготовок. Научиться сваривать различные металлы и сплавы, зная технологию работ, не так уж и сложно. Современные инверторы изготовлены с учётом потребностей человека и обладают удобными функциями для улучшения обучения и повышения качества сварочных работ.
electrod.biz