Принцип работы сварочного инвертора — схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через диодный мост, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
Поделись с друзьями
1
0
2
1
svarkalegko.com
Инверторная сварка: основы работы для новичков

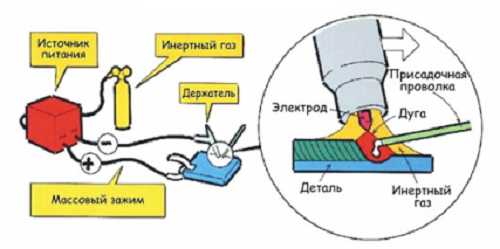
Для произведения сварочных соединений существует три вида аппаратов: выпрямители, трансформаторы и инверторы. Каждый из них имеет свои преимущества и актуальность применения при определенных обстоятельствах. Сейчас подробно рассмотрим, что такое инверторная сварка, как и чем она производится, что для этого нужно и по какой технологии стоит работать.
Содержание статьи
Сварочный инвертор: что это
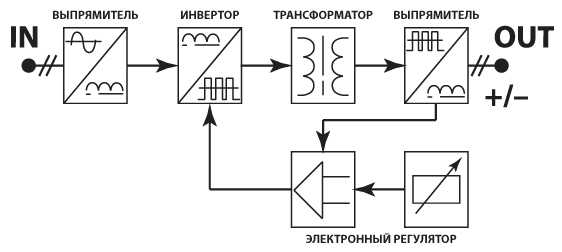
Инвертор представляет собой устройство, используемое для преобразования электрической энергии стандартной сети с напряжением 220В в переменный ток, но уже с более высокой частотой. Суть его работы можно подробнее рассмотреть на рисунке:
Переменный ток с частотой 50 Гц от сети попадает в аппарат на сетевой выпрямитель №1 и преобразуется в постоянный. Затем он сглаживается через сетевой фильтр №2 и перетрансформируется опять в переменный ток в модуле №3 (это и есть инвертор – преобразователь частоты), но уже с частотами до 100 кГц. После этого, напряжение понижается в трансформаторе №4 до 50-60В, а ток увеличивается до показателя, который необходим для сварки (60-200А). Далее №5 модуль выпрямляет переменный ток. Все эти процессы перехода тока контролируются специальным блоком управления №6.
Устройство имеет огромное преимущество в сравнении с другими сварочными аппаратами, так как он единственный может преобразовать энергию. Кроме этого, он обладает рядом других преимуществ:
- экономичность — сам аппарат стоит не дорого и за счет высокого коэффициента полезного действия энергию «мотает» умеренно;
- доступность — данный аппарат можно приобрести в любом магазине бытовой техники;
- мобильность — агрегат весит не более 10 килограмм, в зависимости от модели. Его легко транспортировать;
- универсальность – при разных настройках данным аппаратом можно сварить любой металл;
- невысокие требования – достаточно напряжения в 170В в сети, чтобы варить электродом 3мм;
- простота в использовании и легкость в обучении – он не требует ученой степени достаточно разобраться в базовых понятиях и элементарных настройках.
 Инверторный аппарат может работать при напряжении в 220В или 380В. Но в отличие от других, он не садит сеть и никаким образом не влияет на напряжение. Говоря простым языком – пробки не выбьет и у соседей свет «мигать» не будет. На скачки в электросети аппарат не реагирует, а это еще один важный плюс, так как дуга не пропадает. Для обучения новичкам лучше всего использовать инвертор сварочный, так как на нем проще всего удержать дугу, благодаря чему и шов получится ровным и красивым.
Инверторный аппарат может работать при напряжении в 220В или 380В. Но в отличие от других, он не садит сеть и никаким образом не влияет на напряжение. Говоря простым языком – пробки не выбьет и у соседей свет «мигать» не будет. На скачки в электросети аппарат не реагирует, а это еще один важный плюс, так как дуга не пропадает. Для обучения новичкам лучше всего использовать инвертор сварочный, так как на нем проще всего удержать дугу, благодаря чему и шов получится ровным и красивым.
Как выбрать аппарат
Что такое инверторный сварочный аппарат – разобрались, теперь нужно ознакомиться с основными критериями его выбора. Ведущие производители выпускают множество моделей с различными функциями и параметрами. Покупая такое оборудование, надо отнестись ответственно и обратить внимание на следующие показатели:
- Питание сети. Устройства бывают однофазные, работающие от стандартной розетки в 220В. Они отлично подойдут для домашнего использование, но силу тока больше, чем 200А не выдадут. Трехфазные, которым требуется напряжение 380В относятся к классу профессионального оборудования, они более мощные, но и дорогие, соответственно;
- Величина сварочного тока – это показатель, в зависимости от которого выбирается толщина электрода для спайки деталей. Диапазон тока в разных моделях колеблется от 5А до 350А и для них подходят электроды от 1,6 мм до 5мм. Для домашнего использования подойдут аппараты с силой до 200А, на которых свободно можно применять «троечку»;
- ПН (продолжительность нагрузки) – это параметр, означающий время работы одного цикла до выключения. В документах к технике указывается ПН, но следует учесть, что на практике он «тянет» 60%. То есть, если в паспорте написано 10 минут, то он выдержит 6, что вполне достаточно для промышленного и бытового использования.
- Дополнительные функции, которые присутствуют во многих моделях. Например, Arc-Force стабилизирует дугу, то есть, при случайном прерывании автоматом увеличивается сила тока для ее удержания. Tig позволяет подключить аргон (эта опция превращает инвертор в универсальный аппарат для сварки разных видов металлов). HOT- START облегчает контактный поджог дуги (достаточно просто коснуться кончиком проводника поверхности и дуга возбуждается автоматически). Anti Stick препятствует прилипанию электрода к свариваемым поверхностям. Наличие небольшого экрана, на котором видно текущие настройки для работы – упрощают обучение новичкам.
Подготовка к работе
Разобравшись, что такое сварочный инвертор и как он работает, можно приступать к делу. Изначально нужно подготовить все необходимое:
- Защита — это все те средства, которые применяются в целях безопасности. Перчатки из плотного тканевого материала (резиновые – под запретом) защитят кожу в случае попадания искры. Очки или маска (лучше использовать «Хамелеон»), которые защитят глаза от «зайчиков». Роба – это форма одежды, которая стойкая к горению. Она защищает все тело и основную одежду, если разбрызгивается плавящийся металл.

- Рабочее место – одно из главный условий безопасности. Стол для сварки должен быть железным, без покрытия лакокрасочными изделиями. Мастер во время работы должен стоять на деревянной подложке. Важно проводить работы в помещении, где нет легковоспламеняющихся предметов и материалов.
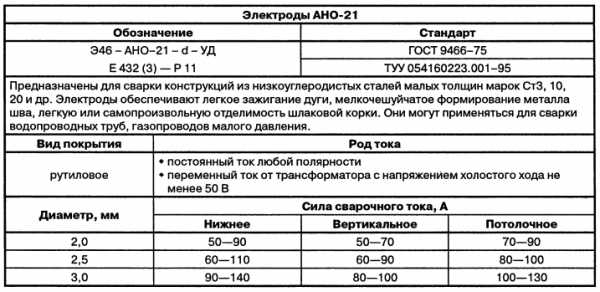
- Выбор электрода зависит от толщины и типа металла. Проводники в продаже обозначены специальной маркировкой для определенного типа изделий. Например, электродом для чугуна нельзя варить сталь. Электроды для инверторной варки указаны в таблице ниже:
- Подготовка металла заключается в его очищении от грязи и различных покрытий, которые могут помешать свариванию. По возможности их нужно закрепить, чтобы они не двигались под воздействием высокой температуры.
- Настройка силы тока в зависимости от типа и толщины изделия:

Технология инверторной сварки
Когда все готово к работе , это означает, что можно начинать. Первым делом необходимо поджечь дугу. Это может производиться тремя способами – чирканьем, постукиванием или касанием ( в случае, если в аппарате есть функция автоматического поджога). Как только она образовалась нужно начинать расплавлять металл, чтобы образовалась сварочная ванна, где потом, когда металл кристаллизуется, останется качественный шов. На этом этапе очень важно положение электрода по отношению к поверхности. Вести можно прямо под углом 90 градусов или наискось, под углом 30-60 градусов. Прямо вести электрод нельзя. Его нужно перемещать «петельками», «зигзагом», «треугольниками». Выбор узора, по которому будет реализоваться шов, для начинающих – по желанию. Потом с опытом, мастер сам поймет, в каких положениях ему удобнее вести проводник тем или иным способом. И, наконец, немаловажным моментом является удержание дуги. Для этого необходимо четко соблюдать равномерное расстояние между металлом и электродом. В идеале это 2-3 мм. При подымании проводника дуга теряется и от этого страдает шов. Есть агрегаты с функцией автоматического удержания дуги, если не получается вручную, лучше воспользоваться такой опцией. Если и так все получается, значит мастеру не потребуется дополнительная возможность техники.
Советы для начинающих
Что такое инверторная сварка – мы рассмотрели, но для начала качественной работы, рекомендуется следовать советам опытных сварщиков:
- не стоит игнорировать правила безопасности и пренебрегать защитными масками, так как один взгляд на искры может вызвать ультрафиолетовый ожог роговицы;
- прежде чем перейти к полноценной варке изделий, нужно «набить» руку на черновых заготовках и перепробовать все виды швов;
- сразу после кристаллизации шва нужно оббить шлак, иначе он станет причиной коррозии металла;
- перед использованием аппарата требуется изучить инструкцию и выставлять режимы, которые соответствуют текущему виду детали;
- если прилипает электрод, нужно уменьшить силу тока;
- нельзя использовать отсыревшие электроды (их лучше предварительно просушить в духовке).
Видео, подробно объясняющее, что такое инверторная сварка:
[Всего голосов: 1 Средний: 1/5]svarkaed.ru
Как научиться работать сварочным инвертором

Новые технологии на то и новые чтобы стать намного ближе, и сделать до недавнего времени громоздкие технологии проще и удобнее, и при этом сделать пользование плодами цивилизации и прогресса намного легче и удобнее. Примерно так можно охарактеризовать и возможность пользования сварочным инвертором, небольшим, легким и компактным инструментом для электродуговой сварки и резки металлов, как в бытовом пользовании, так и промышленном.

А вместе с тем приобретение сварочного инвертора это только начало долгого процесса учебы пользования и наработки навыков работы. Именно навыков, поскольку самые дорогие видеоуроки и самые популярные книги никогда не заменят тренировок в работе со сварочным инвертором. А в практической работе именно сформированный навык, и практический опыт порой играют самую важную роль.
Что нужно для того чтобы начать работу
Как ни странно, но после покупки самого сварочного инвертора, рекомендуется сначала внимательно прочитать инструкцию по его применению и трезво оценить свои силы и возможности.
На начальном этапе рекомендуется подготовиться, при этом сам процесс подготовки и первые тренировки чем-то напоминают первый класс школы и весь процесс к 1 сентября:
- подготовка необходимых материалов;
- покупка экипировки;
- подгонка снаряжения;
- подготовка места для первых уроков.
Организация сварочных работ подразумевает выполнение определенных операций с опасным для жизни человека оборудованием и материалами. Такой подход к организации работ, при котором во главу угла ставится прежде всего техника безопасности, вполне оправдан, поскольку непосредственно сварочные работы производятся с помощью сварочного инвертора, электрического сварочного аппарата, преобразующего ток электросети с варочный ток большой силы, и это уже само по себе выступает фактором опасности.
Второй момент – работы при сваривании металла происходят при высокой температуре свариваемых частей, и хотя расплавленный металл быстро остывает, но остывает он до температуры, способной очень сильно травмировать кожные покровы.
Работа со сварочным аппаратом требует проводить сварочные работы под постоянным визуальным контролем, чтобы воочию видеть, что и как происходит, а для этого необходима специальная сварочная маска с защитным стеклом, пропускающим только определенный спектр света.
Приступая к серьезной работе, когда появляется уже определенный опыт сварщика, не лишне дополнительно позаботиться о том, чтобы все конструкции были надежно соединены, ведь металлические конструкции имеют весьма солидный вес и способны очень тяжело травмировать при падении.
Таким образом, как и первокласснику, необходимо собрать портфель и школьную форму начинающему сварщику необходимо укомплектовать весь ученический набор:
- маску сварщика со светофильтром;
- брезентовый костюм сварщика;
- брезентовые рукавицы;
- краги для сварки – удлиненные кожаные перчатки, которые надеваются до локтя;
- респиратор;
- обувь на резиновой подошве, при этом желательно, чтобы подошва была тугоплавкой, ведь часто приходится просто наступать на окалину.
Для расходных материалов учебы нужно:
- электроды для электродуговой сварки постоянным током диаметр 3-3,2 мм, самый популярный диаметр электрода;
- сварочный молоток;
- щетка по металлу;
- небольшой напильник по металлу;
- небольшую струбцинку или сварочный зажим;
- несколько металлических заготовок, для начального обучения.
Ну и, конечно, сам сварочный аппарат.

Подготовка к работе
Первый урок, он на то и первый, чтобы перебороть страх. На более-менее безопасной ровной площадке, с твердым жестким негорючим покрытием и обязательным хорошим освещением необходимо расположить сварочный аппарат и кабели.
Подключение аппарата производится напрямую в розетку, без использования кустарных удлинителей. Но это будет несколько позже. Пока заматываются сварочные кабели и подключаются к аппарату, гнезда, куда вставляются штекеры кабелей и сами кабели маркируются цветом, на начальном этапе достаточно подсоединить кабели к гнездам соответствующих цветов, красный к красному, черный или синий к соответственно черному или синему.
Кабель с креплением в виде прищепки крепится к свариваемым деталям, или хотя бы одной из них, так чтобы он соприкасался с металлом, а не лакокрасочным покрытием. А в электрододержатель вставляется электрод. Все осталось включить прибор и начать варить первый шов.
Использовать для обучения нужно только хорошие электроды, маркировка и рекомендуемый сварочный ток всегда указываются на коробке, или ярлыке пачки, поэтому предварительно на регуляторе (а у многих инверторов используется именно регулятор, а не сенсорная панель) выставляется рекомендованный ток. Впрочем, такие регуляторы часто дополнены кроме шкалы тока еще и шкалой диаметра используемого электрода, что еще больше облегчает работу с инвертором.
Перед включением инвертора рекомендуется перевести регулятор в самое низкое положение, максимально ослабив силу тока. Кроме того, нужно проверить и положение соединений кабелей и целостность изоляции, для нового аппарата это кажется, несколько глупо, а вот для тех, кто работает уже продолжительное время приходиться не только проверять целостность изоляции, но и периодически изолировать прожженные металлом участки ПВХ изолентой, а иногда и менять весь кабель.
Обязательно нужно проверить, чтобы кабель электрододержателя и сам электрод не соприкасались с кабелем с зажимом и свариваемыми деталями.
Включение инвертора происходит довольно просто – шнур электропитания в розетку, и после этого кнопку включения в положение «включено». Все, прибор начал работу, кулер набрал обороты и начал охлаждать электронные компоненты, инвертор готов к работе.

Начало работы
Одним из важных моментов влияющим на качество и скорость работы выступает культура сварщика, то, как он берет электроды, как правильно ведет шов, как наматывает кабель электрододержателя на руку. Да, именно наматывает, для того чтобы удобней было проводить работы, кабель электрододержателя наматывается на руку – делается один оборот вокруг предплечья. Сам по себе сварочный кабель состоит из нескольких медных жил, общее сечение такого кабеля в самом маленьком размере 1 см, и соответствующая жесткость, а значить удерживать кабель кистью довольно сложно, именно поэтому опытные сварщики простым движением делают один оборот кабеля вокруг предплечья.
Удержание электрододержателя обязательно должно быть рукой в одетой брезентовой рукавице или краге. Также в обязательном порядке необходимо надеть и застегнуть костюм сварщика, ни о каких майках, шортах и вьетнамках на ногах не должно быть и речи, ведь диаметр залета брызг и искр достегает 2,5 метров. А учитывая, что рука находится всего в 25-30 см от эпицентра сварки, то и основные искры приходятся именно на сварщика.
Еще один момент, связанный с экипировкой, в принципе вместо брезентового костюма, возможно и использование другой одежды с длинным рукавом и брюками до пят, но при этом это должна быть только натуральные волокна, синтетика мало того что прожигается, она может в мете прожига и прилипнуть к коже, образовав глубокое поражение.
Как начинать варить первый шов?
Установив правильный ток, соответствующий электроду, поднеся маску к лицу на уровень глаз для начала достаточно просто прикоснуться к свариваемым деталям, чтобы возникла электрическая дуга. Все, первый шаг сделан, теперь остается только совершенствовать навыки.
Начало каждого шва начинается с того что электрод подносится к заготовке в месте где планируется проложить сварной шов на расстояние в 3-4 см, после подносится маска и только после этого аккуратно кончик электрода касается свариваемых поверхностей. Правильное положение руки с электрододержателем, требует, чтобы она не прижималась к корпусу тела, а была несколько отодвинута в сторону, чтобы ее движения не были стеснены, чтобы кисть могла свободно двигать электродом.
Для начала, чтобы понять сам процесс формирования электрической дуги и сварочной ванны, рекомендуется проводить наложение швов средней длины, а саму заготовку длиной не более 20 см пробовать проварить в нескольких положения.
Для тех, кто только начинает работу со сварочным инвертором, и вообще с электросваркой, важно правильно подобрать режим дыхания, ведь при первом касании рефлекторно дыхание замирает, а потом требуется наполнить воздухом легкие как можно больше и происходит это тоже рефлекторно, правда, вдох получается весьма насыщенный горячими парами и газом. Поэтому рекомендуется отработать технику дыхания именно на коротких швах, чтобы и ритм дыхания и общая координация движения были гармоничными.
Организация рабочего пространства для начального обучения требует, чтобы основные свариваемые детали находились в горизонтальной плоскости в удобном для сварщика положении. Идеально если вначале, электрод был размещен строго вертикально под углом в 90 градусов. Первые движения рекомендуется делать сначала рукой, а позже когда появиться уверенность и первый опыт движения были столько кистью. От вертикального положения, электрод наклоняется и постепенно отводится в сторону шва под углом в 40-45 градусов. Зажженная дуга при таком движении должна быть непрерывной, вообще на первых уроках необходимо тренировать удержание дуги как можно дольше, под разными углами и на разной высоте, чтобы выработать чувство движения и ощущать формирование самой сварочной ванны интуитивно.
На начальном этапе применяется три основных вида положения электрода и соответственно движения кисти:
- сварка методом «углом вперед»;
- сварка под прямым углом;
- сварка «углом назад».
Наложение шва методом «углом вперед» производится путем формирования сварного шва после прохождения электрода вперед, при этом угол наклона электрода направлен в сторону шва.
Положение под прямым углом применяется для сваривания в труднодоступных местах и при этом электрод направлен строго вертикально на поверхность. Соединение «углом назад» формирует шов при движении «на себя» при этом угол наклона от вертикали может быть от 30 до 60 градусов.
Удобство работы со сварочным инвертором заключается в меньшем количестве случаев залипания электрода, а значит при качественных и сухих электродах дуга должна возникнуть буквально после первого касания о металл.
На начальном этапе, когда для сварщика важно привязываться к конкретным цифрам и значениям рекомендованное расстояние от свариваемого металла до кончика электрода 2-3 мм, позже, когда появится опыт, этот параметр будет регулироваться автоматически, в зависимости от качества дуги и непосредственно от ощущения самого сварщика.
Формирование сварочного шва начинается с момента розжига электрода, здесь важно с первого момента почувствовать то ощущение, когда между электродом и металлом возникает электрическая дуга. Здесь нужно не только почувствовать сам процесс плавления электрода, но и взять его под контроль, таким образом, чтобы дуга не прерывалась.
Розжиг электрода можно сделать двумя способами – постукиванием, и чирканьем. При первом методе оббивается покрытие, и оголенный электрод пропускает через себя ток, образует дугу в одной точке, а при втором, похожем на использование обычных спичек дуга, возникает постепенно, оставляя после себя трассу из точек металла.
Для новичков важно знать, что обычно разжигать легче новый электрод, его достаточно просто поднести к металлу, а вот касаемо уже используемого электрода, то здесь образовавшееся шлаковое напыление будет препятствовать розжигу дуги. Для того чтобы разжечь уже использованный электрод нужно несколько раз его с усилием ударить о поверхность металла.
Особенности технологий современных инверторов
В отличие от стандартных трансформаторных сварок инверторы оснащены рядом функций, позволяющих существенно облегчить работу прибора и соответственно всего процесса сварки деталей:
- Hot Start – обеспечивает легкость разжигания дуги;
- Arc Force – усиливает сварочный ток и препятствует такому явлению, как залипание электрода;
- Anti Stick – функция, обеспечивающая спасение уже залипшего электрода, аппарат сам снижает сварочный ток, тем самым освобождая электрод.
Уроки чистописания и каллиграфии
Сравнивая начинающего сварщика с первоклашкой нет ничего придуманного, ведь оба только учатся держать ручку и электрододержатель. И один и второй тренируются в прописях и каллиграфии, старательно выводя сначала подготовительные упражнения, а только потом переходя к написанию букв и формированию красивых швов.
Для сварщика достаточно сначала научиться прокладывать прямые швы. Далее, рекомендуется начинать делать колебательные движения, и таким образом, осваивать свой почерк в формировании шва. Такие, действительно похожие на прописи школьников зигзаги и синусоиды необходимы для формирования прочных швов, прежде всего на ответственных участках несущих конструкций для прогрева свариваемого металла.
В основном используются следующие виды швов:
- Зигзаг;
- Елочка;
- Спираль;
- Обратная спираль;
- Двойная спираль.
На начальном этапе освоения этих техник достаточно овладеть небольшим по величине колебательным движением, а позже перейти к остальным видам. Увидеть красоту такого сварного соединения и свой, собственный почерк сварщика получается практически сразу после окончания работы, для этого достаточно просто постучать молотком и зачистить щеткой образовавшийся шов.
Внимание! Шлаковое образование очень хрупкое, и при ударе мгновенно разлетается на мелкие частицы, учитывая, что температура такого осколка может быть и 250 и 300 градусов в обязательном порядке нужно надеть защитные очки, или защитную прозрачную маску.
Еще один секрет красивого шва заключается в том, чтобы при окончании сваривания провести электрод в обратную сторону, такое движение избавит от образования в конце небольшого кратера.
Когда сделаны первые шаги…
Уверенное расходование первой пачки электродов вполне может говорить о достаточном формировании опыта сварочных работ, а дальше, дальше нужно осваивать уже тонкости сварочного мастерства.
Одним из таких моментов выступает умение накладывать однопроходные и многопроходные швы.
При однопроходном сварочном шве накладывается шов достаточный для восполнения толщины свариваемого металла, он применяется для сваривания тонких полос до 3 мм и восполняет толщину полностью.
Многопроходный метод применяется для соединения более массивных конструкций, при этом шов может накладываться несколько раз.
Проверка прочности сварного шва проводится довольно просто, при ударе молотком шлаковая шапка должна быстро осыпаться, не оставляя следов, ровный прочный шов под ней не образует раковин, он ровный и гладкий, а вот если видны раковины, картеры и пропуски, то такое соединение необходимо обязательно переделать.
На этапе совершенствования мастерства необходимо, кроме прочего, правильно научиться подбирать электрод и сваривать обратной полярностью. Инверторный аппарат позволяет с наименьшими усилиями научиться сваривать тонкий листовой металл, что весьма проблематично при работе с обычным трансформаторным аппаратом. Обычно для подбора сварочного тока пользуются приблизительной формулой 30А на 1 мм диаметра электрода. Так, что если необходимо использовать для сварки тонких пластин электрод диаметром 1,6 мм, то сварочный ток должен быть в пределах 45-55А.
Для тонкого металла применяется и такой метод сварочных работ, как сварка обратной полярностью. Суть метода заключается в том, чтобы с помощью изменения полярности подключения изменить направление потока электронов, от электрода к свариваемой поверхности, на обратную. Такой прием позволяет не перегревать металл и тем самым добиться соединения заготовок из тонкого металла. Выполняется этот прием довольно просто – меняются местами соединения кабеля массы и электрододержателя в гнездах аппарата.
Для того чтобы такой прием был более действенным необходимо еще и правильно подбирать электроды, при указании типа и маркировке в обязательном порядке на упаковке указывается и полярность подключения. Еще одним существенным моментом того как правильно сваривать тонкий металл выступает правильность подбора размера электрода. Для тонких работ соответственно выбирается электрод более тонкого диаметра.
Среди хитростей работы с инверторным аппаратом нужно выделить еще одну, немаловажную деталь – возможность прибора прожигать отверстия. Это качество необходимо для формирования отверстия в трубах, при резке толстого металла, при необходимости укоротить заготовку без помощи болгарки.
Такую операцию провести очень просто – сварочный ток выставляется на максимальную отметку, и далее электродом в одном месте что называется, прожигается отверстие, а далее до необходимого диаметра оно доводится с помощью постепенного разогрева по окружности.
Резка металла проводится обычно в вертикальной плоскости, при горизонтальном расположении заготовки, на обратной стороне образуются капли металла, что делает вид не очень эстетичным. Кроме того при резке с помощью электродов ровно отрезать заготовку просто невозможно, так что там где необходимо получить максимально ровную линию все-таки придется воспользоваться болгаркой.
svarkagid.com
Как научиться варить сварочным инвертором — изучаем основы
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Основные элементы конструкции инвертора, принцип образования дуги
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.

У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов. Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
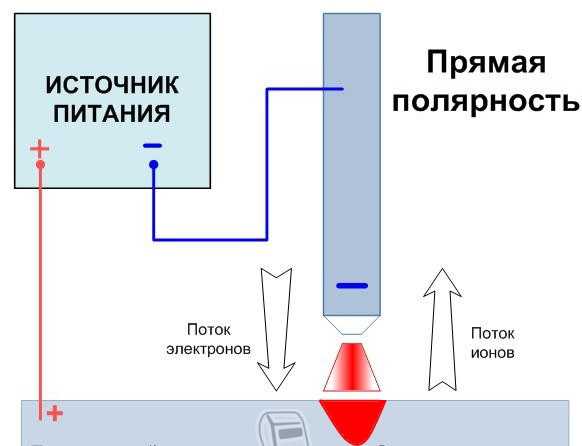
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.

Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
electrod.biz
Как работает инверторный сварочный аппарат: принципы и устройство
Традиционный сварочный аппарат, в состав которого входит в обязательном порядке громоздкий трансформатор, в последнее время активно вытесняется инверторами. Чтобы понять, как работает сварочный инвертор, необходимо разобраться с его конструкцией, принципом действия, эксплуатационными особенностями, что определяет достоинства и выявляет минусы данного устройства.

Инверторный сварочный аппарат используется для сварки различных деталей из металла.
Общие принципы работы инвертора
В отличие от более привычных сварочных трансформаторов, в этом устройстве преобразование электрического напряжения в сварной ток происходит в несколько этапов: посредством маломощного трансформатора, по габаритам почти соизмеримого с пачкой сигарет, и электронной схемы. Также инверторный аппарат имеет систему (блок) управления, которая значительно облегчает процесс сваривания и позволяет формировать качественный шов. Как же работает инверторный сварочный аппарат?
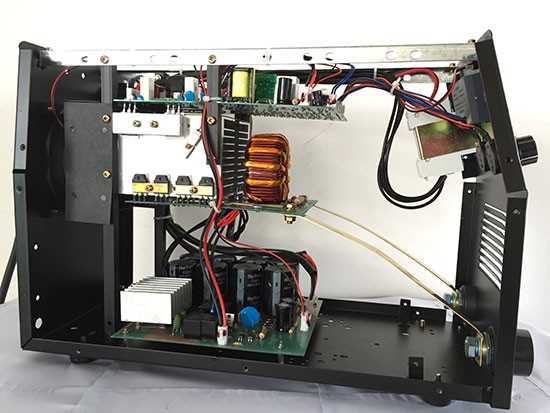
Устройство инверторного сварочного аппарата.
Сначала входной ток в 220 В частотой 50 А проходит через выпрямитель сварочного аппарата, преобразуется в постоянный и попутно сглаживается фильтрами (обычно в виде электролитических конденсаторов). Полученное постоянное напряжение посредством модулятора, собранного на полупроводниках, преобразуется опять в переменное, но уже с более высокой частотой (до 100 кГц). Далее производится выпрямление и понижение напряжения до значения, нужного для сваривания металла.
Использование высокочастотного преобразователя позволило применить трансформатор относительно небольших размеров, в результате чего габариты и масса инверторного аппарата значительно уменьшились. Например, чтобы получить в инверторе сварочный ток в 160 ампер, понадобится трансформатор весом примерно в 0,25 кг: чтобы достичь аналогичного результата на традиционном сварочном агрегате, придется использовать трансформатор весом не менее 18 кг. При работе инверторного сварочного аппарата важную роль играет электроника: она осуществляет обратную связь с электрической дугой, что позволяет жестко регулировать и поддерживать на нужном уровне ее параметры. Их малейшее отклонение тут же «пресекается» микропроцессорами. Все эти «дополнения» гарантируют стабильную дугу, которая гарантирует высокое качество работ при использовании сварочного аппарата инверторного типа.
Вернуться к оглавлению
Как работает основная электронная схема?
Внутреннее устройство сварочного инвертора .
В сетевом выпрямителе электрический ток (220 В) выпрямляется при помощи сильного диодного моста (обычно это диодная сборка), сглаживание пульсаций переменного тока производится за счет электролитических конденсаторов. Т.к. диодный мост при работе сильно нагревается, то его устанавливают на охлаждающие радиаторы. Плюс имеется термопредохранитель, срабатывающий при нагреве диодов более +90°С и защищающий недешевую диодную сборку. Рядом с выпрямительным мостом выделяются своими габаритами электролитические конденсаторы (круглые «бочонки»), емкость которых колеблется в пределах 140-800 мкФ. Дополнительно в сварочный аппарат ставят фильтр, который не допускает возникновения радиопомех.
В схему самого инвертора входят 2 мощных транзистора (чаще MOSFET или IGBT), также устанавливаемые на радиаторы. Эти полупроводники коммутируют ток, проходящий через импульсный трансформатор: при этом частота переключений достигает десятков кГц. В итоге формируется переменный ток большой частоты. Чтобы защитить дорогие транзисторы от выбросов напряжения, применяют защитные цепи, включающие в себя резисторы и конденсаторы небольшой емкости. После того как транзисторы свое «отработали», со вторичной обмотки понижающего трансформатора снимается меньшее напряжение (до 70 В), но ток при этом может быть равен 130-140 и выше ампер.
Электронная схема инверторного сварочного аппарата.
Чтобы на выходе получить постоянное напряжение, используется надежный выходной выпрямитель. Обычно это устройство собирают на основе сдвоенных диодов, имеющих общий катод. Эти приборы отличаются максимальным быстродействием, т.е. быстро открываются и закрываются, при этом время восстановления не превышает 50 наносекунд. Последнее качество очень важно, т.к. эти диоды выпрямляют ток очень высокой частоты: обычные полупроводники с подобной задачей не справились бы, они не успевали бы переключаться. Поэтому при ремонте важно заменять эти диоды на такие же высокочастотные (наиболее распространены приборы типа VS 60CPH03, STTH6003CW, FFh40US30DN), которые должны быть рассчитаны на обратное напряжение 300 В и ток 30 А.
Вернуться к оглавлению
Работа платы управления
Для питания элементов платы применяется стабилизатор напряжения, рассчитанный на 15 В и установленный на теплоотводящий радиатор. Напряжение питания поступает из основного выпрямителя. Одна из функций стабилизатора питания — подача напряжения на реле, обеспечивающее «плавный пуск» устройства. При подаче напряжения начинают заряжаться конденсаторы: при этом напряжение возрастает и, чтобы защитить диодную сборку, применяется схема ограничения, в которую входит мощный (на 8 Вт) резистор. Как только конденсаторы зарядятся, инвертор заработает, реле замкнет свои контакты, и резистор в дальнейшей работе участвовать не будет.
Управление сварочным аппаратом.
Помимо стабилизатора напряжения, в электронной схеме инвертора есть множество других систем, обеспечивающих высокие эксплуатационные качества устройства. Основными из этих электронных блоков является:
- Система управления и драйверы: здесь главный элемент — микросхема ШИМ-контроллера, которая «занимается» управлением работы мощных транзисторов;
- Регулировочные и контрольные цепи: основной элемент — трансформатор тока, чья задача заключается в контролировании силы тока выходного трансформатора;
- Система контроля напряжения питающей сети и тока на выходе: состоит из ОУ (операционного усилителя), собранного на микросхеме (например, LM324). Назначение системы — при необходимости включать аварийную защиту, отслеживать работу и исправность основных элементов электронного блока.
Вернуться к оглавлению
Особые возможности инверторов
Кроме плюса, заключающегося в небольшом весе, сварочные аппараты инверторного типа позволяют применять электроды как для переменного, так и для постоянного тока. Это особенно важно при сваривании элементов из чугуна, цветных металлов. Большинство моделей имеет опции, которые делают процесс сваривания более удобным, особенно эти дополнения подойдут тем, кто только учится владеть сваркой:
- горячий старт (или Hot start): задает для розжига электродуги наиболее оптимальные параметры;
- антизалипание (или AntiSticking): в случае короткого замыкания ток сваривания автоматически уменьшается до минимального, в результате чего электрод не прилипает к детали:
- ArcForce: эта опция выдает оптимальный ток в момент отрыва металла от электрода, что также предотвращает залипание.
Хорошее разжигание дуги в сварочном инверторе реализовано благодаря независимости выходного напряжения от входного, что присутствует в традиционных сварочных устройствах. В обычной сварке слишком малый ток вызывает прилипание электрода, а слишком большой чреват пережигом металлической детали. Т.е. при работе с инвертором нельзя деталь «недожечь» или «пережечь», что гарантирует прочность шва (в нем отсутствуют раковины, трещины).
Еще одна особенность инвертора — необязательность соблюдения длины дуги.
В обычном аппарате нужно выдерживать расстояние до стыка соединяемых деталей примерно в 2 диаметра электрода, иначе величина тока будет меняться. Инверторы держат ток в строго заданных рамках, к тому же он постоянный, а не переменный. Это позволяет не так критично смотреть на длину электродуги, что облегчает работу, особенно если сварщик начинающий. При этом качество шва от длины дуги не зависит.
moiinstrumenty.ru
Как работает инверторный сварочный аппарат — принцип действия
Традиционные сварочные агрегаты, в конструкцию которых обязательно включены довольно громоздкие трансформаторы, сегодня энергично вытесняют инверторы для сварки. Чтобы понять работу сварочного инвертора, работающего от напряжения 140 вольт, нужно разобраться из каких элементов он состоит, по какой схеме он работает, его функциональные особенности, выявить плюсы и минусы инструмента.
Что такое сварочный инвертор и как он работает?
Инвертор — современный инструмент, предназначенный для сварочных работ. Приборы данного типа интенсивно вытесняют из автомобильных мастерских, гаражей сварочные приборы, оснащенные трансформаторами, генераторы, выпрямители.
Принцип действия такого аппарата аналогично любому другому сварочному оборудованию основывается на выработке максимальной силы тока, необходимого для возбуждения дуги, дальнейшей ее стабильной работы. Как правило, дуга формируется между электродом и свариваемыми металлическими заготовками. В результате этого процесса металл расплавляется и заполняет пустоты между соединяемыми деталями, формируется очень прочный сварной шов, ничем не отличающийся от монолитных изделий. В традиционных сварочных агрегатах мощный ток вырабатывал стандартный трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии.

Общий принцип работы инверторных устройств
Преобразование тока в инверторных сварочниках в отличие трансформаторных происходит в несколько стадий с помощью трансформатора небольшой мощности, размеры которого практически не превышают пачку сигарет, и электронной схемы.
Для инверторного оборудования дополнительно предусмотрена система управления, благодаря которой с инструментом намного проще работать, а сварочный шов получается достаточно высокого качества.
Преобразование сетевого напряжения происходит следующим образом:
- Первостепенно входной ток с параметрами – 220В, 50А пропускается через выпрямитель прибора, реформируется в постоянный, одновременно сглаживается фильтрами.
- Постоянное напряжение, полученное при помощи модулятора, снова преобразуется в переменное напряжение, но его частота уже составляет практически 100 кГц.
- Следующий шаг – выпрямление, понижение напряжения до необходимого значения для выполнения сварочных работ.
Применение высокочастотного преобразователя предоставило возможность использовать мини-трансформаторы. Благодаря этому инверторы значительно компактнее и имеют малый вес. К примеру, для того, чтоб инвертор выдавал сварочный ток 160А, будет достаточно трансформатора весом 250 гр. Для сравнения: для традиционной сварки, чтобы получить аналогичный сварочный ток, понадобится трансформатор весом 18 кг.
Электроника в процессе эксплуатации инверторных аппаратов имеет большое значение. Она необходима для обратной связи с электродугой. Это дает возможность четко поддерживать ее параметры на необходимом уровне. Микропроцессоры мгновенно предупреждают самые незначительные отклонения. В результате стабильность работы дуги гарантирована!
Как работает сварочный инвертор?
Преобразование в инверторе электроэнергии осуществляется следующим образом:
- Переменный ток от сети 220В преобразуется в постоянный.
- Далее ток постоянный снова реформируется в переменный ток посредством электрической схемы аппарата, но уже с достаточно большей частотой.
- Высокочастотное напряжение понижается, увеличивается сила тока.
- Полученный ток высокой частоты, пониженным напряжением, высокой силы реформируется в постоянный ток, который непосредственно используется для выполнения сварочных работ.
Изобретение современного инверторного оборудования предоставило возможность существенно снизить массу, размеры сварки. В аппаратах данного типа намного эффективнее производится регулировка сварочного тока. Габариты оборудования зависят от частоты тока. Чем она выше, тем размеры инвертора меньше.
Главная задача любого инверторного агрегата – повышение частоты сетевого электротока. Возможно это из-за применения транзисторов, переключающихся при частоте 60-80 Гц. Но, как правило, на транзисторы подается лишь постоянный ток, а в стандартной электросети переменный с частотой 50 Гц. Для того чтоб сделать переменный ток постоянным, инверторы оснащены специальными выпрямителями, сделанными на основании диодного моста.

В сварочниках данного типа после транзисторного блока, формирующего переменный ток повышенной частоты, размещается трансформатор, уменьшающий напряжение, повышающий силу тока. Для регулирования высокочастотного тока, напряжения используются компактные мини трансформаторы, не уступающие по мощности своим громоздким аналогам.
Преимущества
- Небольшая потребляемая мощность. Для стандартного трансформатора при использовании электродов диаметром 3 мм потребуется мощность электросети порядки 8 кВт, а для инвертора необходимо не более 3 кВт при работе четырехмиллиметровыми электродами. На холостом ходу сварка инверторного типа также потребляет гораздо меньше электрической энергии.
- Высокий КПД. Минимальные затраты на электромагнитную индукцию, формирующуюся в сварочных трансформаторах стандартного типа, предоставляет возможность достигать КПД инверторного оборудования больше 90 процентов. Энергия, потребляемая сваркой, практически в полном объеме уходит на электрическую дугу.
- Малая масса, небольшие размеры. Как говорилось выше, применение для преобразования тока высокой частоты предоставило возможность существенно уменьшить размеры трансформатора, предназначенного для снижения напряжения.
- При выполнении сварочных работ разбрызгивание расплавленного металла минимальное. Это особенно заметно при работе электродами небольшого диаметра. В данном случае дуга зажигается и работает достаточно мягко, в результате практически не образуется шлак, а сварочный шов получается высокого качества.
- Плавная настройка параметров тока сварки. При эксплуатации сварочного инвертора, работающего от напряжения 140 вольт, уменьшить ток можно до 10A, а сваривание металлических образцов осуществлять электродами Ø1,6мм.
- Улучшенные показатели дуги. Благодаря постоянному контролю, корректировке параметров дуги сварки, ее показатели значительно улучшились.
- Минимальная нагрузка на электросеть. Инвертор в процессе сварки не перегружает электрическую сеть, можно даже не отключать бытовые электроприборы, так как риски их выхода из строя минимальны. Оборудование данного типа можно питать даже электрогенератором.
- Возможность сваривания заготовок из нержавеющей стали, цветных металлов. При использовании специальных электродов инверторами можно сваривать детали из меди, нержавейки. А неплавящимися электродами можно варить алюминиевые образцы в газовой защитной среде.
- Применение электродов разного типа. Плавная регулировка рабочих параметров агрегата предоставляет возможность применять электроды любого типа в зависимости от свариваемого металла. Также можно менять полярность тока.
- Удобство, простота эксплуатации. Благодаря дополнительным функциям, к примеру, горячий старт, антизалипание при помощи инверторного оборудования качественно выполнять работы могут даже молодые неопытные сварщики.
Недостатки
- Сложность конструкции. Использование для инверторного оборудования полупроводниковой электроники делает его менее надежным.
- Высока цена. По сравнению с традиционной трансформаторной сваркой инверторы стоят намного дороже.
- Чувствительность к строительной пыли. Инструмент достаточно чувствителен к строительной пыли, предполагает периодическую очистку в процессе работы на достаточно запыленных строительных участках.
- Необходимость контроля нарушений контактов. Из-за плохих контактов происходит искрение, способное формировать в выходных цепях неконтролируемые автоматикой токовые скачки.
- Негативное влияние температурных колебаний. Инверторным сварочным аппаратом не рекомендуется пользоваться сразу после резких скачков температуры. Если инструмент находился зимой в не отапливаемом помещении и его занесли для проведения сварочных работ в достаточно теплое помещение, то его не стоит включать на протяжении нескольких часов, так как существует большая вероятность выпадения конденсата. Поэтому перед началом работы нужно дать испариться влаге с электронных плат оборудования.
Итог
Несмотря на эти незначительные недостатки, при правильной эксплуатации, соблюдении правил безопасности инструмент характеризуется довольно продолжительным сроком службы.
electrod.biz
Как правильно варить инверторным сварочным аппаратом
Сварочный инвертор – оборудование, которое помогает существенно упростить работу мастера и выполнять каждый этап сварочных работ более качественно. Однако, достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы и расскажем далее.

Основные правила перед началом эксплуатации инвертора
- Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки, которое не будет захламлено лишними предметами и позволит вам без неудобств осуществлять работу. Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора.
- Обратите внимание на технические возможности вашего прибора (коэффициент продолжительности включения — КП), такие характеристики помогут узнать, какое время он может работать до перегрева. Это также позволит избежать поломки проводки.
- Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при максимальном токе – 10 мин. Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.
- Чтоб избежать поломок не ставьте перед агрегатом непосильные задачи, не соответствующие его мощности
- Залог успеха при работе с инвертором – регулирование тока и стабильное положение дуги. Именно эти факторы помогут предотвратить залипание электрода и позволят создать правильные и аккуратные швы.

В комплекте со сварочным инвертором обязательно необходимо использовать вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом
Особое внимание следует обратить на ее светофильтр, ведь они бывают разной степени тонирования. Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром.
Это позволит обеспечить максимальную безопасность вашей деятельности.
Также следует обратить особое внимание на выбор проводов, которые специальным зажимом соединяются с основным проводом. Способность пропуска электрического тока в них бывает разная от 200 до 500 А, для домашнего использования, как правило, применяют минимальные, однако, стоит подбирать их с учетом толщины выбранного электрода и силы проводимого тока.
Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо применять держатели электродов. Это могут быть пассатижи или специальные сварочные держатели.
Подготовка к использованию сварочного инвертора
Для успешной работы с подобным оборудованием необходимо соблюдать порядок выполнения всех действий:
- Поместите инвертор на рабочую поверхность на расстоянии более 2 м от стен и других предметов.
- Проверьте заземление (кроме сварочного кабеля аналогично должен быть подключен кабель заземления)
- Выберете электроды. Их размер зависит от толщины материала, который необходимо сварить (в быту обычно используются размеры 2-5 мм)
- Выставьте сварочный ток. Этот параметр определятся исходя из толщины выбранного электрода и плотности свариваемых деталей.
Для новичков на корпусе самих инверторов размещают таблицу соотношения размера электрода с необходимым сварочным током. Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.
- Однако, при его недостаточности для поджигания дуги, ток можно увеличивать, но делать это стоит очень аккуратно, чтоб избежать залипания электрода.
- Подготовьте детали для сваривания (для этого их нужно зажать в тисках или надежно закрепить иным образом.
Начните процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к детали, которую необходимо обработать
- Зажгите дугу с помощью касания (принцип схож с зажиганием спички). Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Водите зажженной дугой, делая медленные поступательные движения, по заготовке до образования угла в 75 градусов. При этом лучше концентрировать взор не на свете, образованном дугой, а фокусироваться на сварочной ванне, чтоб следить за процессом сварки.
- Во время сваривания главное, что нужно соблюдать – это расстояние между электродом и рабочим металлом (дуговой промежуток). Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
- Лишнюю металлическую стружку, на образованном сварочном шве, после остывания заготовки необходимо убрать молотком, а затем зачистить до блеска щеткой.
В результате должен получиться красивый и качественный шов.
В помощь новичкам
Успешность и плодотворность работы с современными инверторами новичков обеспечивают встроенные автоматические системы, к ним относятся:
- Система Hot Start позволяет решить наиболее типичную проблему, с которой сталкиваются большинство новичков – сложность первого поджигания дуги.
- Функция Arc Force позволяет предотвратить залипание электрода в случае быстрого приближения последнего к свариваемой детали путем увеличения сварочного тока.
- Если же электрод все-таки залип можно воспользоваться функцией Anti-Stick, которая отключает сварочный ток и способствует предотвращению перегревания сварочного инвертора.
Таким образом, эксплуатация сварочного инвертора позволит существенно облегчить работу, как профессионалам, так и сгладить типичные ошибки новичков, позволяя сделать им более качественные изделия. Такое оборудование удобно в использовании и обеспечивает создание приближенных к идеалу сварочных швов.
Для получения знаний о принципах работы таких агрегатов так же можно посмотреть это видео:
invertor.ksio.ru