техника, уроки и все подробности

Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Ряд нюансов, незаметных на первый взгляд, играют большую роль в итоговом качестве шва.Оборудование и экипировка
 Итак, что потребуется начинающему сварщику?
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Основы ручной сварки
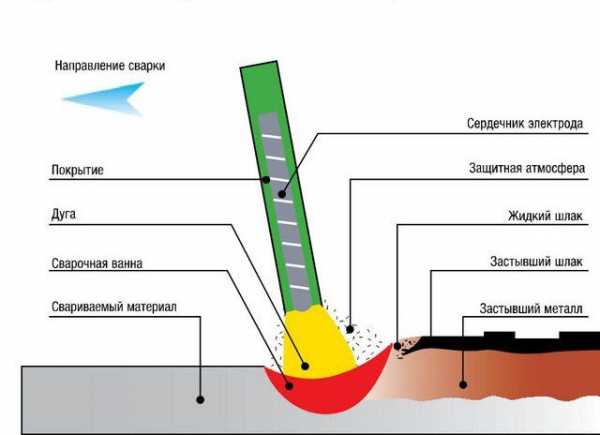
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Основы обучения электросварке
 Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
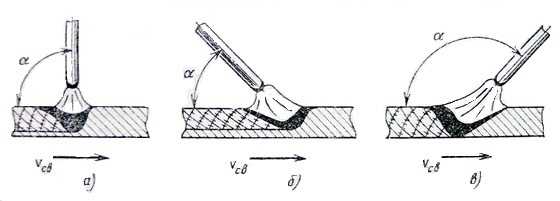
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:
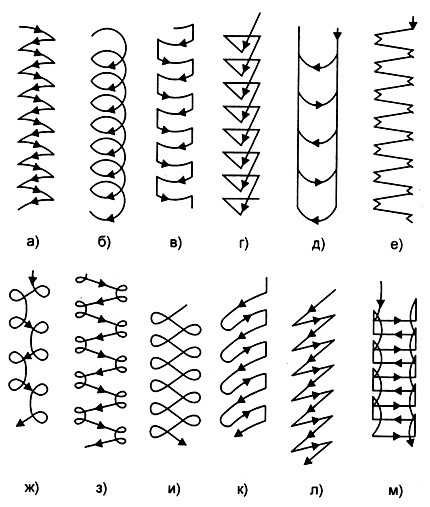
Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.
Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Еще один еще более большой обучающий материал, рекомендуем к просмотру
Резка металла электродом
 Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Ручная сварка электродом – это хотя и трудный для освоения, но одновременно и наиболее универсальный процесс, хорошо отрабатывающий умение контролировать поведение расплавленного металла во время ведения шва.Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
generatorexperts.ru
видео уроки по сварочным работам
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.

Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
Внимание! Правильно вставленный электрод не должен качаться.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
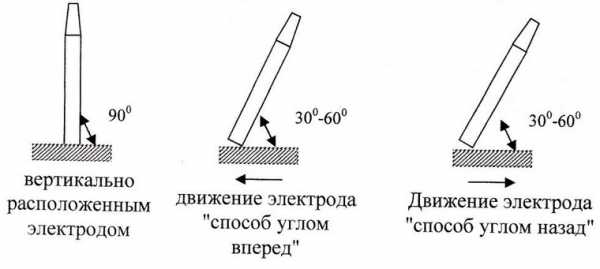
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
Схема правильного движения электрода для получения качественного шва следующая: электрод удерживается в 2-3 мм от металла, что позволяет сварщику вести контроль за сварной ванной.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
electrod.biz
Сварочные работы- обучение сварке, основы сварочного дела

Как стать опытным сварщиком или сварочные работы для начинающих
Иногда возникают ситуации, когда нужно что то приварить в гараже, доме или на даче. Постоянно искать сварщиков и к тому же постоянно платить им за услуги не очень удобно, так как стоимость сварочного аппарата относительно не большая и выполнение сварочных работ не является столь сложным делом, как кажется.
Прежде всего необходимо узнать как правильно производить сварочные работы: первым делом нужно купить сварочный аппарат, желательно с плавным регулированием тока, что даст возможность регулировать нужную силу тока для конкретной сварки, в зависимости от объема свариваемых деталей и диаметров электродов.
Также нужен сварочный щиток или защитная маска. Желательно купить брезентовые брюки, куртку, перчатки, которые будут защищать от искр.
Выполняя сварочные работы своими руками не нужно забывать о технике безопасности, согласно которой нужно расчистить рабочий участок в радиусе 1 метра, убрать все горючие материалы, приготовить ведро с водой, установить сварочный аппарат в таком месте, где будет постоянный приток воздуха, можно усилить охлаждение, установив дополнительный вентилятор, следить за чтобы никакие влажные пары и пыль не достали до прибора.
Электроды желательно покупать диаметром 2,5-3 мм, большего диаметра электроды будут давать значительную нагрузку на электросеть. Выполнение сварочных работ требует упорства, поэтому следует купить побольше электродов и запастись терпением.
Приступая к работе первым делом нужно прикрепить «массу» с свариваемой детали, прикрепить электрод в держатель, выставить на сварочном аппарате ток, что соответствует диаметру электрода.
Выставив электрод под углом 65-70 градусов медленно провести по металлу. После прикосновения стоит на несколько миллиметров приподнять электрод, создавая дугу, которая плавит и сваривает металл. Нужно хорошенько потренироваться чтобы держать нужное расстояние. Далее нужно вести электрод по горизонтали создавая сварной шов.
Существует легкий способ создания шва – это рисовать восьмерку, начиная снизу вверх. Для удобства можно “прихватить” свариваемую деталь в нескольких местах и потом доваривать весь стык, начиная снизу вверх, вырисовывая цифру восемь, не забывая сбивать шлак специальным молотком сварщика. После чего следует просмотреть шов на наличие пробелов, которые нужно проварить еще раз. Если электрод прилип к детали нужно его оторвать качая с стороны в сторону, прилипание означает что на сварочном аппарате выставлена слабая сила тока.
Немного поработав со сварочным аппаратом становится ясно, что сварочные работы своими руками это вполне реально и удобно.
kovka-svarka.net
4 особенности обучения сварщиков: виды, программа, учебные заведения
 Сварщик – специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться в принципах электрических законов, по которым работает сварочный агрегат и структуре металлов.
Сварщик – специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться в принципах электрических законов, по которым работает сварочный агрегат и структуре металлов.
Всем этим навыкам можно обучиться в рамках курса обучения профессии – сварщик.
Виды обучения сварщиков
 “Сварщик” – общее название специализации, но сама специальность подразумевает в себе множество разновидностей в зависимости от технологического процесса.
“Сварщик” – общее название специализации, но сама специальность подразумевает в себе множество разновидностей в зависимости от технологического процесса.
Обучение разным квалификациям так же разное:
- газосварщики. В народе их называют – автогенщиками.
Очень востребованный вид сварочных работ, так как он очень востребован в автомобильной промышленности, их услугами часто пользуются автолюбители;
Газосварщик может с легкостью восстановить треснувший металл, сделать наплавку и газовое напыление
- электросварщик.
Обучение этой специальности является наиболее востребованным, так как сварка посредством электрической дуги используется в 90% производства и промышленности.
Обучения навыкам электрической сварки не является трудным или высокопрофессиональным;
- электрогазосварщик – универсальная специальность, которая подразумевает владение навыками сварщика электрической дуговой сварки и газовой резки.
Владение этими навыками совместно позволяет существенно увеличить производительность;
Обучение это специальности является наиболее трудным по факту и технологически.
По освоении профессии аргоновой сварки мастер может быть направлен на курсы повышения квалификация – лазерная сварка.
Аргоновая сварка крайне востребована в работе с уникальными металлами и сплавами типа титана.
На сегодняшний день существует множество различных видов сварки, которые различают по механическим и термическим параметрам. Узнайте все о сварке металлов и классификация видов сварки.
Все что вы хотели знать, как о ремонте сварочных аппаратов, так и о ремонте различных типов сварочного оборудования в целом. Подробности читайте здесь.
 На сегодняшний день существует множество различных видов сварки, которые различают по механическим и термическим параметрам. Узнайте все о сварке металлов и классификация видов сварки.
На сегодняшний день существует множество различных видов сварки, которые различают по механическим и термическим параметрам. Узнайте все о сварке металлов и классификация видов сварки.
Курсы обучения сварщиков
 Обучение профессии сварщика проводится в небольших учебных группах с возможностью использования нового технологического оборудования.
Обучение профессии сварщика проводится в небольших учебных группах с возможностью использования нового технологического оборудования.
Весь курс включает в себя освоение теоретических знаний и практических навыков в обращении со сваркой.
Практика проходит в ремонтно-строительных организациях, на заводе металлоконструкций и т.д., в разных районах города.
Основными темами, которыми овладевают соискатели являются следующие:
- основы сварочных процессов;
При изменении специализации курс расширяется для аргоновой сварки.
- ручная дуговая сварка, основы процессов, технология ведения работ;
- электродуговая сварка;
- обучение сварщиков на полуавтомат;
- газовая сварка и резка;
- аргонно-дуговая, холодная сварка, газоэлектросварка, сварка в среде углекислого газа, сварка под слоем флюса и в защитных средах;
- дефекты и контроль качества сварных соединений;
- техника безопасности при выполнении сварочных работ.
Принципиальная схема дуговой сварки заключается в создании замкнутого контура, по которому циркулирует постоянный, переменный или высокочастотный импульсный ток. Более подробно, читайте здесь.
 Когда-то это были простейшие затемненные стекла, сейчас среди разнообразия товаров, можно выбрать очки, щитки, шлемы и сварочные маски хамелеон. Узнайте все особенности стекла хамелеон.
Когда-то это были простейшие затемненные стекла, сейчас среди разнообразия товаров, можно выбрать очки, щитки, шлемы и сварочные маски хамелеон. Узнайте все особенности стекла хамелеон.
Программа обучения сварщиков
Вся учебная программа в рамках курса обучения сварщиков построена на постепенном и поэтапном освоении студентами навыков сварки и резке.
Сначала проводится курс теоретического обучения основам, после теоретического курса начинаются практические занятия, которым уделяется 70% времени от сего курса обучения.

В рамках программы так же изучаются:
- правила промышленной безопасности на объектах, контроль над которыми осуществляется РосПотребНадзором;
- оказание первой помощи;
- изучение всех видов сварочных аппаратов, их устройства;
- курс электротехники и электробезопасности.
Сварочный шов – это пластическое соединение, которое получается после сваривания металлических фрагментов давлением или лазером. Подробнее в этой статье.
 Газодинамические лазеры можно использовать для обработки металла с любой поверхностью. Читайте статью о том, почему лазерная резка металла применяется на большинстве линий промышленного производства.
Газодинамические лазеры можно использовать для обработки металла с любой поверхностью. Читайте статью о том, почему лазерная резка металла применяется на большинстве линий промышленного производства.
Где обучают сварщиков
 Поскольку специальность является весьма востребованной технической специальностью, то первичное обучение электродуговой сварки может быть проведено в училище и системе ПТУ, куда направляются ученики школ после окончания 9 классов.
Поскольку специальность является весьма востребованной технической специальностью, то первичное обучение электродуговой сварки может быть проведено в училище и системе ПТУ, куда направляются ученики школ после окончания 9 классов.
В этом случае освоить квалификацию сварщика можно под надзором опытных педагогов совершенно бесплатно, так же не потребуется дополнительной оплаты практических занятий.
Существуют учебные центры по освоению технических специальностей.Такие центры гарантируют овладение специальностью.
Но учеба в подобных центрах является платной, при чем стоимость обучения зависит от выбранной квалификации.
Самой дорогой считается специальность “аргонщика”.
 После прохождения теоретического курса и практических занятий всех учеников отправляют на первичную аттестацию и сдачу экзамена, после сдачи которого студенты получают допуск к производству работ сваркой.
После прохождения теоретического курса и практических занятий всех учеников отправляют на первичную аттестацию и сдачу экзамена, после сдачи которого студенты получают допуск к производству работ сваркой.
Экзамен включает в себя теоретические вопросы по трем темам: технология процесса сварочных работ, оказание первой помощи, техника безопасности на промышленном объекте и во время использования сварки.
Теоретические вопросы скомбинированы в одном билете. Время сдачи ограничивается регламентом.
Практические задания включают в себя конкретные технические задачи: проварить шов, затянуть отверстие наплавкой и т.п. и т.д.
Если студент не сдает экзамен, то есть возможность еще дважды пересдать после 1 месяца.Повторная несдача ставит вопрос о переучивании и новом слушании всего курса по специальности “сварщик”.
Читайте также:
- 4 нюанса сварки для начинающих Профессия сварщика несомненно требует некоторых профессиональных навыков.Обучение этой специальности проводят в училищах и ПТУ, где студенты […]
- Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]
 4 нюанса сварки для начинающих Профессия сварщика несомненно требует некоторых профессиональных навыков.Обучение этой специальности проводят в училищах и ПТУ, где студенты […]
4 нюанса сварки для начинающих Профессия сварщика несомненно требует некоторых профессиональных навыков.Обучение этой специальности проводят в училищах и ПТУ, где студенты […] Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]
Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]metallmaster.org
всё, что вы хотели знать
Ручная дуговая сварка с применением инверторного сварочного оборудования — самый популярный метод соединения металлов среди начинающих сварщиков. Производители предлагают сотни бюджетных инверторов и электродов для выполнения самых разнообразных задач, а сам процесс сварки несложен и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но при этом электросварка имеет определенные нюансы, которые следует учесть.

Изучать азы сварки для начинающих нужно с теории, плавно переходя к практике. Наша статья — это краткая инструкция по электродуговой сварке для начинающих. Здесь собраны секреты по выбору инвертора, его правильной настройке, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы с нуля выполнить сварку качественно и быстро, но наша статья поможет вам разобраться в основах.
Содержание статьи
Сварочный аппарат и экипировка
Прежде чем мы узнаем, как научиться сваривать металл самостоятельно, нужно определиться со сварочным оборудованием. Сварочный аппарат для сварки выбирается не только по цене и внешнему виду, но и по характеристикам. Мы посвятили этой теме несколько статей: здесь мы рассказываем о том, как выбрать сварочный инвертор, а здесь мы составили рейтинг с лучшими сварочными аппаратами на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Также для освоения сварочного дела вам понадобится экипировка. Экипировка — это защита сварщика. Она защищает от брызг металла, от вспышек и потоков ультрафиолета. Стандартный комплект состоит из маски (мы рекомендуем маску «хамелеон» с автоматическим затемнением), подшлемника, рабочего костюма (называемого «роба») и специальных плотных перчаток. В качестве рабочего костюма можно использовать одежду, сшитую из грубой плотной ткани, этого будет достаточно для сварки в домашних условиях.

Чтобы научиться работать сварочным инвертором нужно знать и выполнять требования техники безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. О технике безопасности мы подробно писали тут, тут и тут. Сварочные работы категорически запрещено проводить без огнетушителя рядом. Особенно, если вы работаете на даче или дома.
Также надевайте всю экипировку перед началом работ. Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Ручная сварка для начинающих таит и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не прикасайтесь к ним до полного остывания, иначе также гарантировано получите ожоги.
Далее поговорим о технологии сварки. Пока можете посмотреть небольшой вводный урок, в нем рассказывается про оборудование и особенности. Обучение сварке и, в целом, обучение сварочному делу требует от вас максимальной концентрации и соблюдения правил. В противном случае сварочный процесс может закончиться плачевно.
Технология сварочных работ
Как научиться сваривать металл с нуля? Этот вопрос задают все новички. Для начала определимся, какие ключевые элементы нам понадобятся для выполнения работ. Это инвертор, экипировка и, конечно, электроды. Электроды для сварки имеют широкое применение, они позволяют быстро и качественно соединить различные металлы.
Для сварки инвертором используются так называемые плавящиеся электроды с обмазкой (или покрытием). Покрытие играет защитную функцию, оно не позволяет кислороду проникать в сварочную зону и ухудшать качество шва. Также благодаря покрытию дуга проще зажечь и вести, она стабильна и горит равномерно.

Существует множество типов покрытий. Покрытие выбирается исходя из металла, который нам нужно сварить. Самые популярные обмазки — основная, рутиловая и кислая. Электросварка электродами с кислым покрытием производится как на постоянном, так и на переменно токе. С помощью кислых электродов можно легко сварить загрязненный металл (но мы все же рекомендуем его подготовить перед сваркой, о подготовке мы писали в этой статье). Кислые электроды принято использовать при сварке не очень важных конструкций из низкоуглеродистой стали.
Электроды с основным покрытием очень интересны. При плавлении обмазка выделяет углекислый газ, который отлично справляется с защитой сварочной зоны. Швы получаются очень прочными и долговечными. При этом работать нужно только с постоянным током, установив обратную полярность. Но такие электроды требуют очень тщательной очистки металла перед сваркой, нужно зачистить поверхность, удалить все загрязнения и очаги коррозии. Если пренебречь подготовкой металла перед сваркой, то после работы со сварочными электродами с основным покрытием на шве будет много шлака и его будет трудно убрать.
Электроды с рутиловым покрытием самые популярные. Они универсальны, стоят недорого и позволяют сварить любой металл. Ими можно варить на постоянном и переменном токе, но всегда читайте упаковку. Ведь некоторые производители выпускают рутиловые электроды для работы только с переменкой или только с постоянкой.
На этом основы сварочных работ не заканчиваются. Нужно правильно подобрать размер электрода, а именно его диаметр. Здесь все просто: чем тоньше металл, тем диаметр меньше. Вот простой пример: нам нужно сварить тонкий лист металла (например, алюминия). Для этих целей мы берем электрод диаметром до 2 миллиметров. И так со всеми остальными металлами. От выбора диаметра напрямую зависит качество шва.
Кстати, существуют разные виды швов. Вы можете видеть их на картинке ниже.
Нижний шов самый простой. Варим его, положив деталь горизонтально на ровную поверхность. Мы рекомендуем начинать обучение именно с нижнего шва. Горизонтальный шов похож на нижний, но уже сложнее, поскольку требует от сварщика больше мастерства. Приступайте к горизонтальным швам только после того, как хорошо научитесь делать нижние швы.
Вертикальные швы еще сложнее, чем горизонтальные. Электрод нужно вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз. Нужно немало опыта и мастерства, чтобы научиться делать вертикальный шов, чтобы при этом он был равномерно проварен. Но самый сложный как раз потолочный шов. Здесь все трудности собраны воедино. Если сварщик может без проблем сварить потолочный шов, значит он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Нас часто спрашивают, как научиться сварке трубопровода или как правильно научиться варить различные трубы? Почему-то у многих это вызывает трудности. Это не удивительно: при сварке трубы швы комбинируются, вам придется уметь варить и нижний, и вертикальный, и потолочный шов, чтобы соединить трубы. Единственное, что мы можем посоветовать — больше практиковаться. Не надейтесь узнать какой-то уникальный способ, с помощью которого можно без труда сварить сложные швы. Только практикуясь вы улучшите свои навыки.
Теперь поговорим о полярности. В статье мы уже упоминали это слово. Скажем простыми словами: при прямой полярности деталь нагревается быстро, электрод расходуется мало. А при обратной полярности все наоборот. Подробнее об обратной полярности мы писали в этой статье, обязательно прочтите ее, там мы подробно все объясняем. Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.

Первое соединение металла своими руками нужно начинать с нижнего шва, поскольку он самый простой, как мы уже писали ранее. Для теста можете использовать ненужные металлические детали, которые найдете в гараже. Купите популярные электроды (например, электроды МР-3), можно выбрать подешевле. Такие электроды позволят новичку быстро зажечь и вести дугу, а шов получится не очень качественным (но это пока не главное). Не покупайте электроды УОНИ, поскольку вы просто не справитесь с ними из-за недостатка опыта.
Далее нужно научиться зажигать дугу. Существует два способа: метод постукивания (или касания) и метод чирканья. Разогрейте кончик электрода горелкой и постучите им по детали, затем легко проведите по детали. Движения должны быть плавными и уверенными, в меру быстрыми. Иначе электрод прилипнет к металлу. Благодаря предварительному прогреву электрода дуга зажжется проще, но в дальнейшем вы должны учиться зажигать дугу без прогрева.
Метод чирканья похож на ситуацию, когда вы поджигаете спичку о коробок. Быстро проведите концом электрода по поверхности металла, без предварительного нагрева. При чирканье электрод уже достаточно разогревается и при поднесении его к поверхности металла легко зажигается. Так проще начать сварку.
Подождите, пока дуга разгорится. Затем приступайте к сварке. Как только вы поднесете электрод к металлу, вы увидите, как он начинает плавится и образовывается участок с углублением. Он называется сварочной ванной. В сварочной ванне визуально заметны все процессы: выделение защитного газа, образование шлака и брызги металла. Следите за процессами в сварочной ванне, чтобы понимать, как нужно вести шов.
Шов ведут плавно, электрод держат на равном расстоянии, не изменяя его по ходу движения. Мы рекомендуем держать короткую дугу, т.е. вести электрод на расстоянии 3 миллиметров от поверхности металла. Новички могут установить меньшее значение силы тока, чтобы случайно не расплавиться металл больше, чем нужно.
Существует три типа ведения швов. Вы можете видеть их на картинке ниже. Самый популярный тип — углом вперед (на картинке обозначается буквой «б»). Буквой «а» обозначен шов под прямым углом, буквой «в» обозначен шов, который ведется углом назад. В зависимости от выбранного направления отличаются и готовые швы. Новичкам для начала рекомендуем вести электрод именно углом вперед.

На этом сварка металла не заканчивается. Шов нужно правильно довести и закончить работу. Нельзя резко отрывать электрод от поверхности металла, иначе дуга погаснет и на конце шва останется заметный кратер. Из-за него может произойти дальнейший раскол соединения. Вместо этого подержите электрод пару секунд на одном месте и затем плавно отведите его назад.
Вместо заключения
Мы рассказали все о том, что нужно знать про сварочное дело, если вы только собираетесь приобрести свой первый сварочный аппарат. Поверьте, не так уж сложно научиться варить сваркой, вы можете в свободное время прочесть пособие по сварке инвертором
или самоучитель по сварочным работам, которые можно легко найти в магазинах со специализированной литературой. Также в интернете есть наглядные уроки сварки для чайников, так что учеба сварке еще никогда не была такой простой. Желаем удачи!
svarkaed.ru
Как научиться работать электросваркой — первые шаги
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья.

Как научиться работать электросваркой
Но вот проблема – сварные работы требуют определенной подготовленности. Можно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать.
Однако, не стоит думать, что процесс обучения приемам сварки – простой и быстрый. По большому счету, чтобы научиться качественно варить металл, лучше пройти соответствующие курсы теоретической и практической подготовки, которые могут быть организованы при учебно-производственных центрах или заведениях среднего профессионального образования. Можно попросить поделиться опытом товарища, который владеет этим ремеслом. Если нет – то наверняка придётся испортить немало металлических заготовок и сжечь не одну пачку электродов, пока не «набьется» рука и можно будет сказать себе: «Да, я научился!»
Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести необходимое оборудование и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы.
Содержание статьи
Какие виды электросварки существуют
Сама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализуется в нескольких сварочных технологиях:
- Самой распространенной является ручная дуговая сварка, которая по существующей терминологии имеет аббревиатуру ММA (от английского названия «Mаnuаl Metаl Arс»). Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения, газобаллонного оборудования. Недостаток – возможность сварных работ только с черными металлами или нержавейкой.
Ручная дуговая сварка ММА
В подавляющем числе случаев, если рассматривается сварка на бытовом уровне, то имеется в виду именно эта технология.
- Сварка по технологии ТIG позволяет работать с легированными сталями и некоторыми цветными металлами. Термин «Tungstеn Inеrt Gаs» говорит сам за себя: вольфрам и инертный газ. Дуга в этом случае создается между свариваемой поверхностью и неплавким вольфрамовым электродом, а в качестве заполнения вводится присадочный пруток того или иного типа. Одновременно через сварочную горелку с жаростойким керамическим соплом постоянно подается защитный инертный газ, который обеспечивает чистоту шва.

Сварка по технологии TIG
Сварка по подобной технологии имеет массу достоинств, но требует и специального оборудования, и высокой квалификации работника.
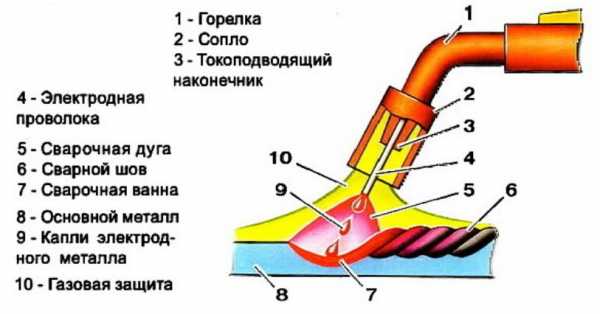
- Полуавтоматическая сварка MIG-MAG (Мetаl Inert Gаs – Metаl Aсtive Gаs ) – одна из самых передовых современных технологий, которая все чаще используется и домашними мастерами. Процесс сварки проходит также в среде инертных или активных газов с автоматической подачей присадочного материала (сварочной проволоки) которая играет роль электрода.
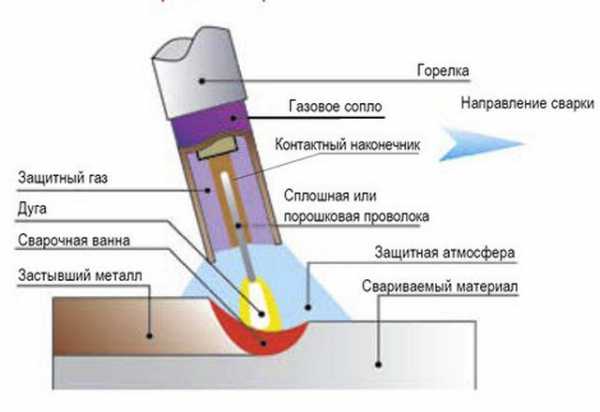
Полуавтоматическая сварка MIG-MAG
Эта технология позволяет выполнять швы высокого качества в любой плоскости и с очень большой производительностью. В какой-то мере она даже проще, чем ММА, но требует сложного и достаточно громоздкого оборудования – самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки с со специальным рукавом, через который полается проволока и защитный газ.

Контактные клещи для точечной сварки по технологии SPOT
- Существует еще и точечная электросварка – SPOT, которая находит широчайшее применение в частности, на кузовных участках предприятий автосервиса. Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.
Ручная дуговая сварка ММА – что потребуется для работы?
Любой новичок всегда начинает с освоения приемов именно ручной дуговой сварки (MMА), поэтому все рассматриваемые ниже вопросы будут посвящены именно ей.
Чтобы начать самостоятельно практиковаться, необходимо подготовить определённое оборудование, оснащение и расходные материалы.
Сварочный аппарат для дуговой сварки
Для проведения сварочных работ по технологии ММА используется один из трех типов аппаратов:
- Сварочный трансформатор – один из простейших видов оборудования. Принцип работы элементарен – сетевое напряжение 220 В (или 380, для трехфазной сети) преобразуется в более низкое, порядка 25 – 50 В, но за счет этого резко возрастает значение силы тока. Достоинства такой схемы – ее простота, высокая надежность и простота в обслуживании, высокие показатели мощности. Подобные аппараты недороги, что, наверное, во многом и предопределяет их распространённость.

Сварочный трансформатор
Недостатков же у трансформатора гораздо больше – сварочная дуга от переменного тока не отличается стабильностью, нередки случаи залипания электродов, большое разбрызгивание металла, швы не отличаются аккуратностью. Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно «просаживать» сеть. Не отличаются они компактностью и легкостью. Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
- Сварочные ММА-выпрямители отличаются от трансформаторов тем, что дают на выходе постоянный ток. Работать с ними намного легче, так как «постоянная» дуга намного стабильнее, и швы получаются более аккуратными.

Сварочный выпрямитель
Однако, недостатки остаются – та же массивность и габаритность, даже побольше, нежели у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка на сеть. По цене они дороже, чем трансформаторные аппараты.
- Без преувеличения можно сказать, что буквально революцию в сварочных технологиях произвели аппараты, работающие по инверторной схеме. Сетевое переменное напряжение 220 В с частотой 50 Гц проходит целый каскад частотных и амплитудных трансформаций, и на входе получается требуемый постоянной ток с высочайшей степенью стабилизации. Всеми процессами управляет микропроцессорная сборка, что позволяет проводить требуемые регулировки с высокой степенью точности.

Самое современное решение — сварочный инвертор
Все это дает целый «букет» достоинств такого аппарата:
— Оборудование спокойно переносит достаточно серьезные колебания м=сетевого напряжения, что особо бывает важно в загородных поселках, где подобные проблемы — весьма частое явление.
— Вместе с этим, у инверторов, по сравнению с другими аппаратами, минимальное потребление энергии — они практически не перегружают сеть.
— Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Разбрызгивание практически отсутствует.
— Аппарат отличается компактностью и малыми весом.
Выпускается широкий ассортимент подобных аппаратов – от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков – это самое оптимальное решение. Цены на качественные инверторы достаточно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, подобная разовая покупка полностью себя оправдает. А продаже появилось немало и недорогих аппаратов весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — нужно обязательно обратить внимание на ряд важных нюансов:
- Максимальный сварочный ток. Если аппарат планируется применять в условиях домашнего хозяйства, то, как правило, останавливаются на моделях с величиной 150 – 200 А. этого вполне достаточно для работы с электродами диаметров до 4 мм.
- Устойчивость электронной схемы к перепадам сетевого напряжения. Качественные инверторы должны выдерживать колебания в пределах ± 20 ÷ 25 %.
- Инвертор должен иметь систему принудительного охлаждения, работающую постоянно при включенном питании, или же оснащенную автоматикой, запускающую вентиляцию при определенном значении температуры радиаторов.
- Не следует забывать о потребляемой мощности аппарата – она может быть порядка 2 ÷ 3 кВт у небольших моделей, но может достигать и более значительных величин у аппаратов полупрофессионального или профессионального класса.
- То, о чем многие просто не знают: параметр, определяющий допустимую длительность сварочного процесса – продолжительность включения (ПВ). Никакой аппарат не может работать без перерывов, и в параметрах обязательно указывается ПВ, выраженное в процентах от общей длительности работы оборудования. У моделей бытового класса это обычно составляет порядка 40% — ничего не поделаешь, такова плата за компактность аппарата. На практике это означает, что период «отдыха», в данном случае, в 1,5 раза дольше, нежели время сварки, например, 1 минута непрерывной работы потребует затем не менее, чем полутора минутной паузы.
- Для начинающих сварщиков будут очень удобно, если в схеме аппарата реализованы некоторые полезные функции:
— «НotStаrt» существенно облегчает первоначальный розжиг сварочной дуги. Электроника автоматически импульсно повышает значение тока в момент розжига.
— «АrcFоrce» поможет справиться с извечной проблемой новичков – залипанием электрода к металлической поверхности. При уменьшении требуемого зазора между электродом и металлом повышается ток, предотвращая эту неприятность.
— «AntiStick» — функция, которая предотвратит перегрев автомата, если залипания избежать все же не удалось. В этом случае питание просто автоматически отключится.
Еще один важный совет. «Ахиллесовой пятой» инверторов является определенная сложность проведения ремонтных работ в случае выхода схемы из строя. При выборе аппарата лучше отдать предпочтение моделям с многоплатной компоновкой электронной схемы. Пксть подобные аппараты немного дороже, но диагностика поломок становится проще, ремонтопригодность — намного выше.
Видео: как выбрать сварочный инвертор
Сварочные провода, держатель электродов, зажим массы
Сварочные инверторы, как правило, уже укомплектованы проводами, держателем электродов и зажимом массы. Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
- Сварочные провода должны быть в гибкой резиновой изоляции, иметь надежные латунные контактные вилки, подходящие к разъемам конкретного аппарата. Сечение кабеля должно быть не менее 16 мм², если аппарат рассчитан на ток до 150 А, 25 мм² – при 200 А и даже 35 мм², если предполагается работа с токами 250 А и выше. Не следует гнаться за большой длиной проводов или самостоятельно удлинять их – это может привести к перегрузке электроники и выходу инвертора из строя.
- Электрододержатель – важнейший элемент экипировки сварщика, так как именно им мастер манипулирует в процессе работы. Не стоит использовать для работы самодельные «вилки» — это достаточно опасно в плане получения световых ожогов глаз или поражения током. Самыми распространенными и удобными на сегодняшний день являются держатели пассатижного типа – «прищепки». Одни удобны, позволяют легко и быстро произвести замену электрода, хорошо изолированы со всех сторон и обеспечивают должную безопасность.

Одни из самых распространенных — держатели-«прищепки» пассатижного типа
Держатель должен иметь надежный зажим для электродов, позволяющий размещать из не только перпендикулярно, но и под углом 45º. Нужно не полениться и проверить материал контактной части – там должна быть медь или латунь, но никак не омедненная сталь. Это – явный признак дешевой подделки, который легко выявить с помощью маленького магнитика. Необходимо проверить надежность фиксации электродов, особенно малого диаметра (2 мм) – с этим нередко бывают проблемы у некачественных держателей пассатижного типа.
Важным фактором является и удобность держателя, его сбалансированность, «развесовка» – работа с ним не должна вызывать быстрой усталости рук. Он должен иметь достаточно длинную рукоятку, позволяющую принять наиболее удобное положение руки, рифленую поверхность, чтобы исключить проскальзывание в ладони, одетой в рукавицу. Не забываем и о том, что для держателей также определено максимальное значение сварочного тока.
- Зажим для подключения массы должен иметь мощную пружину, надёжное соединение с проводом, латунные контакты для обжима металлической заготовки, соединенные медной шиной.

Зажим для подключения массы
Оснащение сварщика

Необходимое оснащение сварщика
- Прежде всего, для сварочных работ потребуется маска или щиток. Щитки часто идут в комплекте инверторов, но у них есть неудобство – его необходимо удерживать свободной рукой, а это далеко не всегда возможно. Лучше приобрести полноценную маску.
Этот предмет экипировки предохраняет глаза от световых ожогов, прикрывает лицо от попадания брызг металла или искр, а органы дыхания, в определенной степени, от поднимающихся газов. Вместе с тем, светофильтр должен обеспечивать хорошую видимость накладываемого шва при зажигании дуги — подбор производится индивидуально. Светофильтр должен быть прикрыт защитным стеклом.
Сама маска изготавливается из термостойкого пластика. Она не должна быть тяжелой и громоздкой, вызывающей быструю усталость. Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер.
Большой популярность стали пользоваться маски — «хамелеоны», оснащенные специальными жидкокристаллическими светофильтрами, мгновенно меняющими светопроводимость в момент зажигания дуги. Удобство бесспорное – нет необходимости постоянно откидывать маску для визуального контроля исполненного шва, упрощается и процесс розжига дуги. Такие маски имеют определенные степени регулировки быстроты срабатывания и степени затемнения – это еще одно их значимое преимущество. Недостаток у них – достаточно высокая цена.
- Для работы потребуется специальная одежда, сшитая их прочной плотной такни, исключающей моментальное проплавление или прожиг при попадании искр (например, брезент) Категорически запрещены накладные карманы на куртке или штанах.

Костюм должен быть из плотного материала, не иметь накладных карманов
Обувь должна быть кожаная, полностью закрытая, ее верх должен надежно прикрываться штанинами. Руки необходимо защитить кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястья.

Перчатки-краги для сварочных работ
- Для производства сварочных работ, кроме того, понадобится специальный молоток для скалывания шлака – секач, железная щетка для зачистки поверхности металла. Нарезка заготовок и разделка деталей (снятие фаски и т.п.) потребует машинки-«болгарки» с отрезным и шлифовальным кругами.
Какие электроды использовать?
Электрод представляет из себя стальной стержень, покрытый слоем обмазки. Стержень является и проводником для сварочного тока, и присадочным материалом. Обмазка при воздействии высоких температур создает защитный слой шлаков и газа, предохраняющий сварной шов от мгновенного окисления кислородом и азотом воздуха.

Очень важно — правильно подобрать электроды
Случаются ситуации, когда и оборудование хорошее, и все вроде делается по правилам, но сварной шов не получается. Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем, классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно.
Для примера – электрод Э42A-УOHИ-13/45—3,0-УД (ГOСТ 9966—75) или E-432(5) – Б 1 0 (ГOСТ 9967—75). О чем могут рассказать цифры и буквы?
- Э42A– специальное обозначение, говорящее о механических и прочностных качествах создаваемого шва. Характеристика, больше требующаяся для инженерных расчетов.
- УOHИ-13/45 – здесь зашифрована марка изделия. которая присвоена ему производителем.
- 3,0 – диаметр металлического стержня – 3 мм.
- Буква «У» говорит о том, что он предназначен для сварки углеродистых или низколегированных сталей – то, что чаще всего требуется в домашних условиях. Можно встретить обозначения «Л», «Т», «В» — это электроды для легированных и инструментальных сталей различного типа, а «Н» — для создания наплавочного слоя на поверхности металла.
- Буква «Д» в данном примере говорит о толстой обмазке. Тонкий слой будет обозначен «М», средний – «С» и оченьтолстый – «Г». Предпочтение следует отдать толстой обмазке.
По следующему ГОСТУ расшифровка такова:
- E-432(5) – информация для специалистов о физико-химических свойствах наплавляемой присадки.
«Б» — это классификация обмазочного покрытия. В приведенном примере – основное. Кроме того можно встретить такие обозначения:
— «А» — покрытие кислого типа, подходит и для постоянки, и для переменки, для любых типов швов, но дает сильное разбрызгивание.
— «Б» — основное, применяется для сварки мощных толстых деталей с использованием обратной полярности.
— «Р» — рутиловая обмазка – одна из самых распространённых, отлично подойдет для начинающего сварщика и для работ в домашних условиях.
— «Ц» — обмазка с целлюлозной составляющей. Очень удобна при работах большого масштаба, но требует особой квалификации сварщика, так как не терпит перегрева.
— «РЦ», «РЦЖ» — комбинированный тип. Буква «Ж», помимо этого, говорит о включении в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
- Следующая цифра говорит о пространственном расположении швов, которые можно исполнять данным электродом.
— «1» — универсальные;
— «2» — все, кроме вертикальных сверху-вниз;
— «3» — недопустимы «потолок» и вертикаль, так же, как в п.2;
— «4» — электрод может выполнять исключительно нижние швы.
- Последняя цифра маркировки – индекс, говорящий о параметрах требуемого сварочного тока. Данные сведены в специальную таблицу, учитывающие и тип тока, и величину напряжения холостого хода аппарата, и нужную полярность. Чтобы не углубляться в подробности – только несколько слов о том, что необходимо учитывать. Всего градаций десять, от «0» до «9». Для переменного тока могут применяться любые, кроме «0». При «постоянке» полярность подключения не будет иметь значения для индексов «1», «4», «7». Электроды «2», «5» и «8» — исключительно для прямой полярности, а «0», «3», «6», и «9» — только для обратной.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей. упрощенно можно ориентироваться на следующие параметры:
— Для заготовок толщиной до 2 мм — Ø 1.5 ÷ 2.5 мм
— 3 мм – Ø 3.0;
— 4 ÷ 5 мм – Ø 3.0 ÷ 4.0
— 6 ÷ 12 мм – Ø 4.0 ÷ 5.0
— свыше 12 мм – Ø 5.0.
Видео: классификация электродов для ручной дуговой сварки
Подготовка рабочего места
Чтобы приступить к практическим занятиям, необходимо подготовить себе рабочее место:
- Работать лучше всего на свежем воздухе и открытом пространстве – исключается вероятность возгорания конструкций здания, меньше воздействие токсичных испарений.
- Около рабочего места не должно быть никаких легковоспламеняющихся материалов или жидкостей.
- На случай возгорания следует приготовить средства пожаротушения – воду, трудновоспламеняемую накидку из плотной ткани, песок. При этом применять для тушения пламени воду можно только при полном обесточивании аппарата.

Оптимальное решение — металлический сварочный верстак
- Работать лучше всего на металлическом верстаке. Следует продумать вопрос фиксации заготовок (тиски, струбцины и т.п.)
- Удлинитель должен иметь сечение кабеля, отвечающее пиковой потребляемой мощности сварочного аппарата.
- Перед началом работы необходимо предусмотреть меры, чтобы исключить появление посторонних людей, а в особенности – детей.
Первые практические шаги
Если все готово, можно переходить к практическим действиям. Для начала лучше всего приготовить лист металла, зачищенный от грязи и ржавчины – первые шаги лучше отрабатывать на нем, не торопясь сразу сваривать какие-либо детали.

Для начала следует экспериментировать на ненужных кусках листового металла
К заготовке присоединяется зажим массы. Очень важен хороший контакт в месте соединения – его следует зачистить металлической щеткой
Начинать обучение лучше всего с электродами Ø 3 мм – с ними легче «набить руку». Величина сварочного тока в этом случае будет порядка 80 – 100 А. электрод вставляется в держатель, проверяется надежность его крепления.
- Первым «упражнением» будет зажигание и удержание сварочной дуги. Для этого, после включения аппарата и опускания маски, нужно либо чиркнуть электродом по поверхности металла, либо несколько раз постучать по одному месту. Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.
Нормальным зазором считается такой, которые примерно равен толщине стержня электрода – это называется короткой дугой. При инверторной сварке с использованием качественных и сухих электродов обычно со стабильностью дуги проблем не возникает. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая уже качественного шва не даст. Чрезмерное приближение электрода к поверхности может окончиться его залипанием. В этом случае следует сразу же качнуть держатель в сторону, пока не начался перегрев стержня.
При поддерживании дуги следует помнить, что электрод постоянно выгорает, и нужно корректировать его положение относительно поверхности металла.
- Теперь нужно четко разобраться со структурой расплавляемого металла в области дуги. В начале нагрева появляется красное жидкое пятно – это еще не металл, а расплавившаяся обмазка электрода, которая создала защитный слой. Через 2—3 секунды в центре этого пятна появится ярко-оранжевая или даже беловатая капля с легким дрожанием или рябью на своей поверхности – это и есть сварочная ванна, область расплавленного металла. Важно научиться четко различать жидкий шлак и саму ванну – от этого будет зависеть и качество накладываемого шва.
- Как только ванна сформировалась, начинаем пробовать осуществить ее перемещение, плавно перемещая электрод, не меняя при этом зазора. Капля металла всегда перемещается в область повышенной температуры, поэтому и ванна будет стремиться за дугой. Со своей стороны, давление дуги несколько отталкивает ванну в противоположном направлении. Поработав практически и поняв этот принцип, можно попробовать сформировать валик наплавленного металла на поверхности листа.
- Для некоторого усложнения задачи лучше всего наметить на поверхности металла линию, которую выдерживать при создании сварного валика. Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.

Возможные траектории движения электрода
После наложения этого «шва» необходимо дать ему остыть, а затем сколоть слой шлака, чтобы визуально оценить качество. Возможно, потребуются корректировки силы тока. Это, например, будет заметно по непроваренным участкам – ток явно недостаточен. Повышенное значение может привести к прожигу листа. Все это определяется только экспериментальным путем, какие-либо четкие рекомендации давать сложно.

Первое упражнение — создание ровных валиков
Не допускается пористости швов, включения в металлическую структуру частиц шлака – это соединение не отличается прочностью.
В ходе практики можно будет определиться какое направление сварки будет наиболее удобным – на себя или от себя, протягивая ванну за электродом или наоборот, толкая ее вперед. Многие мастера советуют все же проводить сварку если ровные и качественные валики начали получаться, можно переходить к следующему этапу – свариванию двух заготовок.

Пространственное положение швов
- Сварные швы по пространственному положению бывают нижними, на вертикальной плоскости (горизонтальные или вертикальные) и потолочными. Начинать, конечно, нужно с нижних – умение выполнять остальные придет далеко не сразу, по мере накопления опыта.
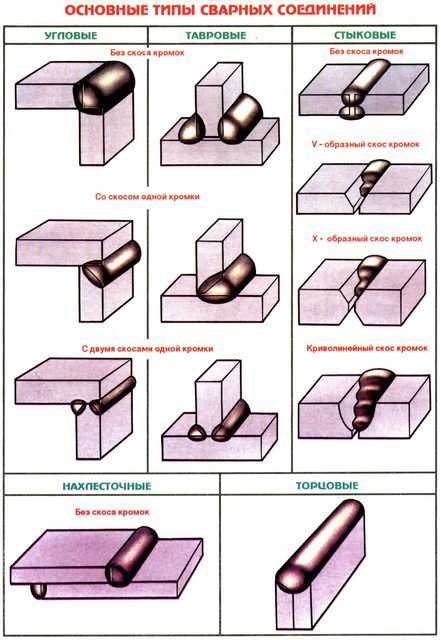
Классификация швов по взаимному расположению свариваемых деталей
- По расположению сопрягаемых деталей швы подразделяют на стыковые, угловые, тавровые и нахлесточные. Каждый из них имеет свои особенности наложения, движения электрода, разделки и выставления заготовок.
- Сварку двух деталей начинают с прихваток, которые обеспечат стабильное положение деталей при наложении основного шва. Обычно для прихватки ток вставляют на 20—30% больше, работая при этом на короткой дуге. При этом прихватки не должны быть ближе 10 мм от края заготовок или вблизи от отверстий. После наложения прихваток есть возможность проконтролировать правильность положения деталей и внести необходимые корректировки.

Способы наложения нижних швов
- Вначале следует научиться накладывать однослойные швы на тонких, 3—4 мм заготовках. Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами будут достигнуты устойчивые навыки.

Не следует пугаться вот таких первых неудач — опыт обязательно придет
Одним словом, все остальное будет зависеть только от старания и регулярных практических тренировок начинающего сварщика. Хорошо, если будет возможность обратиться к специалисту, чтобы он смог оценить получаемые результаты. Если нет – можно сравнить итоги своей работы с демонстрируемыми в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость руки, умение правильно выбирать параметры и уверенность в своих силах обязательно придут.
Видео: мастер-класс по ручной дуговой сварке
stroyday.ru
Сварка инвертором для начинающих — уроки техники и основы
Среди доступных сварочных аппаратов для покупки и начального практического обучения, сварщикам самоучкам наиболее подходящими будут недорогие, надежные, легкие и надежные модели, обладающие главным и неоспоримым свойством – удобством в работе.

Такими почти идеальными свойствами обладают современные аппараты электродуговой сварки, созданные по новым технологиям, и вобравшими в себя практически все наиболее значимые инновации – сварочные инверторы.
Как и любая другая электросварка, сварочный инвертор применяется для простого и надежного соединения между собой металлических конструкций.
Очертить более точно область применения такой технологии довольно сложно, поскольку практически повсеместно применимы сварные соединения – в строительстве, машиностроении, сельском хозяйстве и быту, в общем, там, где необходимо легко и просто соединить между собой металл.
Необходимые материалы/инструменты/защита
 Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
- Сварочный инвертор с комплектом проводов (с клеммой «массы» и электрододержателем.
- Расходные материалы – сварочные электроды для ручной электродуговой сварки (для начала в качестве тренировки подойдут диаметром 3 мм).
- Щетка по металлу.
- Небольшой молоток (как правило, в комплекте инвертора идет такой молоточек, но лучше купить специальный молоток сварщика – с пружинной ручкой и заостренными концами с плоским и пикообразным).
- Зажимы для прижатия свариваемых деталей.
В качестве материалов для начального обучения подойдут:
- Металлические железные предметы – трубы, полосы металла, строительная арматура.
Внимание! Делая первые шаги, важно знать, что для сварки алюминия, чугуна, нержавеющей стали, нужны особые электроды и очень уверенные навыки проведения сварочных работ.
Ну и главное, для проведения работ нужны специальные защитные доспехи:
- Обязательно маска со специальным светофильтром, задерживающим яркий свет от сварочной дуги.
- Защитные перчатки – ведь дело придется иметь с расплавленным металлолом.
- Специальный костюм, желательно из огнестойкого брезента.
- Рабочие ботинки на толстой и прочной подошве с высокими берцами – простой и надежный способ сохранить стопы от ожогов.
http://www.youtube.com/watch?v=NnaJTrs2qQA
Пошаговая инструкция по выполнению работ
Подготовительные шаги:
- Шаг первый – для начала следует подготовить рабочее место, убрать помещение от лишних предметов и легкогорючих материалов и жидкостей;
- Предусмотреть нормальное освещение места творческих изысканий.
- Подготовить материал для сваривания и необходимые инструменты.
- Проверить правильность и надежность соединения кабелей в случае использования электрических удлинителей.
Что касается самих работ, то здесь нужно раз и навсегда усвоить последовательность и порядок действий, это должно стать правилом и выработать все движения до автоматизма:
- Сварочные кабели разматываются и расправляются, подключается к гнездам инвертора.
- Свариваемые детали раскладываются, проверяется правильность соединений по возможности закрепляются в тисках или струбцинах.
- Одеваются средства защиты, подготавливается маска.
- Клемма массы – зажим со знаком «плюс» к одной из свариваемых поверхностей.
- Электрод вставляется в держатель.
- Проверяется подключение самого аппарата к электрической сети, без включения клавиши подачи электропитания.
- Включается питание, через 15-20 секунд аппарат готов к работе.
- Электрод подносится к месту предполагаемого шва, защитная маска подносится к лицу, разжигается дуга.
- Легкими движениями формируется образование сварочной ванны, и формируется шов.
При соединении небольших деталей, где шов имеет небольшую длину, рекомендуется не выключать аппарат на время контроля качества и удаления шлакового налета, при больших объемах работы, рекомендуется, несмотря на наличие принудительного охлаждения, выключать инвертор и делать небольшой перерыв.
По окончании работ рекомендуется:
- Убрать руку с держателем, прекратить образование электрической дуги.
- Выключить питание аппарата.
- Дать остыть 3-5 минут шву, и легкими постукиваниями оббить шлак и проконтролировать качество шва – в идеале, он должен быть похож на уложенные чешуйки, как на рыбе – одна должна вроде бы накладываться на другую.
Техника безопасности
Сварочный инвертор – электрический прибор, и поэтому запрещается производить работы при высокой влажности, под открытым небом во время дождя.
Работать необходимо только в защитной маске, в специальном огнестойком костюме и обуви, в сварочных перчатках-крагах. Рабочее место должно быть просторным, на рабочем месте не должно быть горючих и взрывоопасных материалов, жидкостей, баллонов.
Запрещается проводить сварочные работы с предметами, имеющими опасное содержимое – в канистрах, бензобаках, различными боеприпасами.
Контроль дугового промежутка
 Схема сварочной дуги
Схема сварочной дугиГоворить о начальных навыках сварщика с уверенностью можно тогда когда выработается навык правильного формирования и удержания дугового промежутка – сварочной дуги.
По сути, это несложный процесс, главное в нем понимание того, что дуга будет постоянной и наиболее качественно расплавлять электрод при правильном, немного медленном движении держателем.
Во многом, это достигается методом проб и ошибок – закрепленный навык появится тогда, когда при движении электрода начнет формироваться однородный шов, соединяющий обе соединяемых детали.
Правила формирования сварочного шва

Получение крепкого и надежного сварочного соединения во многом является результатом правильного движения электродом в сварочной ванне. Довольно примитивно это можно охарактеризовать примерно как процесс обучения письму.
Движение руки с держателем напоминает пропись первоклашки, когда навыки довольно слабые и приходится выводить то зигзаги, то кружечки, то косые линии. Но при этом, кроме движения в одной плоскости, при сваривании, нужно то приближать электрод, то наоборот удалять его.
Такие движения позволяют формировать в сварочной ванне слои металла как бы заходящие друг на друга, это и обеспечивает отлично сформированный соединительный шов.
Прямая и обратная полярность при инверторной сварке
Обычное подключение сварочных кабелей держателя к «минусу», а зажима «массы» к «плюсу» инвертора позволяет без труда сваривать все допустимые соединения, при этом такая полярность позволяет увеличить количество тепла, выделяемое при сварке.
Обратное подключение кабелей, а у инвертора такая возможность присутствует, на электрод подается «плюс», а на свариваемые детали «минус» позволяет снизить количество тепла, и соответственно соединять детали из тонкого металла без образования прожигов.
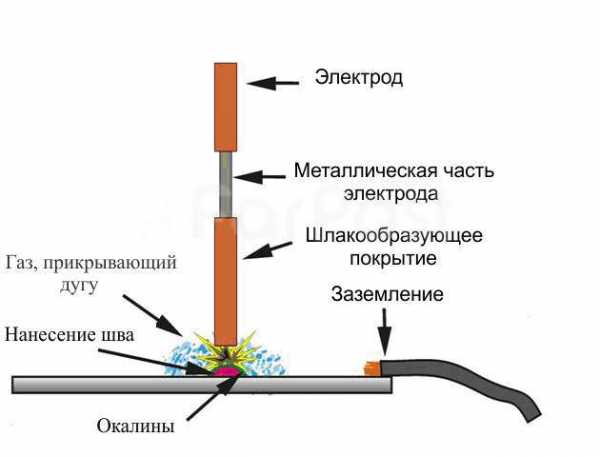 Подбор электродов
Подбор электродовВариант работы инвертором с тонким металлом удается новичкам не с первого раза, но и профессионалам это не всегда удается.
Однако, следует знать:
- При сварке тонкого металла рекомендуется использовать обратную полярность.
- При соединении тонкого металла и более толстого, для достижения результата нужно плотно прижимать тонкий металл к более толстому и сварку производить «от толстого к тонкому» для недопущения перегрева и прожигания.
- Обе детали должны быть хорошо зачищены, ржавчина должна быть удалена, во избежание образования дополнительного шлака.
Преимущества и недостатки
 Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
К «плюсам» сварочных инверторов однозначно относятся:
- Малый вес.
- Возможность работы при довольно низком напряжении в сети, электроника отлично держит дугу даже при 160-180 вольт в электросети.
- Плавная регулировка электротока, выдаваемого аппаратом.
- Возможность работать практически со всеми типами электродов.
- Легкий и эффективный розжиг дуги.
- Возможность настройки на работу с различными материалами, как по толщине сращиваемого металла, так с различными металлами – например, алюминием, чугуном.
- Практически полное отсутствие скачков напряжения при работе даже на перегруженных сетях.
К сожалению, имеются и минусы, но они в большинстве не связаны с непосредственной эксплуатацией инструмента:
- Высокая по сравнению с трансформаторными моделями цена.
- Требовательность к условиям работы – положительная температура, приемлемая влажность, незначительная запыленности.
- Дороговизна ремонта – используемые электронные компоненты чаще всего ремонтируются или в специализированных сервисных центрах, или дешевле купить новый инвертор.
Суть технологии сварочного инвертора состоит в том, что переменный ток электрической сети посредством работы электронных компонентов преобразуется сначала в постоянный ток, а потом еще одни раз в переменный, но уже с другими качественными показателями – высокой частотой (порядка 20 000–50000Гц) и большой силой тока – 100–200 Ампер, но при этом с небольшим напряжением порядка 60-90 В.
Советы и возможные ошибки

Начиная использовать сварочный инвертор, нужно самое главное — запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
- На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
- На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
- Важно взять за привычку очищать от ржавчины и налета места соединения.
househill.ru