как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Содержание:
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.

Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.

Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.

Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
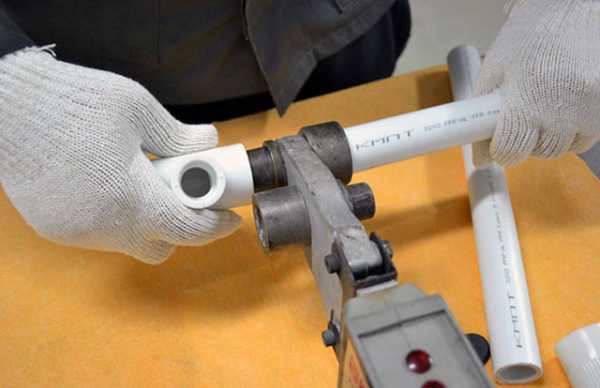
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.

Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».

В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .

Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.

В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».

В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
trubaspec.com
Как правильно сваривать полипропиленовые трубы?
Для создания комфортных условий жизни постоянно разрабатываются новые технологии, изобретаются новые материалы, воплощаются новые идеи. На протяжении последних нескольких десятилетий для монтажа водопроводной системы, канализации, а в последнее время – системы отопления, используют пластиковые трубы, в частности полипропиленовые. Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа — сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников. Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему.
На чем основан принцип монтажа полипропиленовых труб
Для установки полипропиленовых труб применяются физические свойства материала. При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке пластиковых труб из полипропилена видно не должно быть. После остывания материал снова становится твердым и сохраняет все первоначальные свойства.
Безусловно, для качественного монтажа необходим навык и опыт работы. Но для того, чтоб технология сварки полипропиленовых труб была соблюдена в полном объеме, необходимо иметь сварочный аппарат, который обеспечит необходимый температурный режим.

Технология сварки полипропиленовых труб
Какое сварочное оборудование необходимо иметь и как сварить полипропиленовые трубы поговорим далее.
Разновидности аппаратов для монтажа полипропиленовых труб
Аппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования.
- Аппарат для муфтового соединения. Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
- Прибор для стыкового соединения. В быту применяется редко из-за высокой стоимости и сложности управления, но при его помощи можно легко сварить две трубы диаметром более 40 мм. Аппарат полностью механизирован. Он оборудован ножом для резки, нагревательного диска, устанавливаемого между двумя деталями, и после окончания времени нагрева убирается. Сжатие также происходит автоматически.
При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится. Еще один немаловажный параметр для выбора сварочного аппарата — это его мощность, которой должно быть достаточно для нагрева свариваемых труб до требуемой температуры и быть в пределах 0,7-1 кВт.
Профессиональные мастера советуют обращать на страну изготовителя комплектов сварочного оборудования для полипропилена. Лучшим оборудованием признано европейское. Уступает по качеству, срокам эксплуатации, цене турецкое и китайское оборудование (он может сразу выйти из строя или использовать для набора опыта, таким образом, новичкам можно остановить свой выбор на этих производителях).
Температурный режим пайки
Необходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы.
| Наружный диаметр труб, мм | Время нагрева, с |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Аппарат для стыковой сварки полипропиленовых труб большого диаметра
Процесс соединение труб при помощи паяльника
Технология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
- Перед началом работы необходимо разогреть сварочный аппарат. Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
- Подготовка комплектующих. Неправильные, кривые с заусенцами, задирами срезы могут свести на нет все усилия по установке системы. Резку производят специальными ножницами. Их применяют следующим образом. На держатель, который надежно фиксирует материал в неподвижном состоянии, укладывается деталь, а режущая часть находится сверху и легко делается срез. Единственный недостаток при этом процессе устают руки. Можно воспользоваться для порезки болгаркой, но в этом случае много времени уйдет на обработку среза и его зачистку. Перед тем как сваривать, необходимо обезжирить, высушить все детали.
- Проведение сваривания полипропиленовых труб и инструкция по нагреву была описана выше, поэтому повторяться не будем. Обратите внимание, для хорошего, а также качественного шва все комплектующие для водопровода, канализации или отопления необходимо покупать от одного производителя. Это обеспечит подходящие по диаметру фитинги к диаметру труб (в холодном состоянии они должны с усилием соединяться). После нагрева соединительных частей снять с нагревательного элемента и соединить между собой, сразу устанавливая горизонтальное положение. После остывания исправить положение деталей между собой будет невозможно без деформации стыка. Процесс сваривания требует затраты физических усилий на несколько секунд. Соединение необходимо оставить на 2-3 минуты для остывания и после этого можно продолжать монтировать цепь далее.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Закончив работу с паяльником, обязательно требуется очищение его от материала, что остался при помощи любого мягкого куска ткани.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
- следить за тем, чтоб была надежная изоляция электрических составляющих;
- не прикасаться к нагревающим элементам.
electrod.biz
Сварка раструбных труб полипропиленовых и пластмассовых ПНД фитингов
При сварке существуют различные типы соединения, выбор варьируется в зависимости от диаметра трубы. Если диаметр меньше 63 мм, то лучше всего выбирать раструбный тип соединения. Иногда опытные мастера предпочитают прибегать к муфтовому методу.

Муфтовый метод сварки труб
В этом способе две трубы соединяются при помощи специальной детали, которую и называют муфтой. Чтобы муфта удачно села на трубу, необходимо сделать резьбу, для этого используется фитинг. Трубы диаметром более 63 мм принято соединять при помощи стыковой сварки, этот метод не требует лишних деталей, тубы соединятся напрямую.
Раструбная сварка
Аппараты для раструбной сварки так же различаются, всё зависит от того же диаметра трубы. Принято использовать ручной сварочный аппарат, если диаметр не превышает 40 мм. С более широкими трубами лучше всего работать, используя специальный центрирующий аппарат. Каждое такое приспособление имеет различную технологию использования. Способ использования зависит от марки производителя, поэтому рекомендуем тщательно изучить инструкцию по эксплуатации. Инструкция поможет понять, как правильно и более результативно применять вещь.

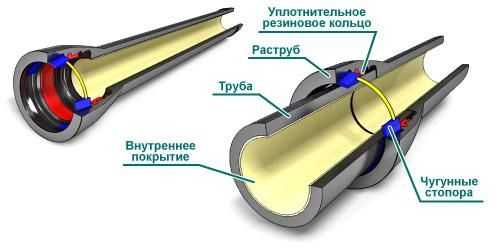
Чтобы соединить полипропиленовые детали, лучше всего найти аппараты, на которые возможна установка дополнительных насадок. Такие аппараты очень часто встречаются на рынке, сложно не найти. Насадки должны состоять из гильзы, задачей которой является оплавление поверхности трубы и дорна, что предназначен для оплавления внутренней поверхности раструба. За подобными насадками необходим тщательный уход, если хотите, чтобы они прослужили больше одного раза.
Очищать насадки необходимо в горячем состоянии брезентовой ветошью, иначе срок службы заметно снизится. Если у вас есть только деревянные скребки, то можно очистить и ими, главное не давайте насадке остыть. При остывании расплавленная пластмасса возьмется, ее нельзя будет легко и бесследно удалить.

Как использовать сварочный аппарат
Для правильной установки потребуется ровная поверхность и закрепление. До нагрева аппарата необходимо снарядить его всем необходимым, включая насадки должного размера. Насадка равномерно прогреется, это не зависит от положения на нагревателе, поэтому мастера располагают ее так, чтобы было наиболее удобно пользоваться. Если вы монтируете трубы на стену, то всю конструкцию рекомендуется собрать отдельно, лишь потом крепить.
Подобная работа должна выполняться не в одиночку, качество зависит от мелочей, поэтому необходимо иметь напарника, который подержит всё это дело, да поможет. Разные трубы требуют различной температуры, пренебрегать этим не стоит. Полипропиленовые трубы для комфортной сварки требуют температуру в 260°С. Работа с полиэтиленовыми должна проходить при температуре в 220°С. Естественно, время нагрева будет различаться в зависимости от многих факторов, например температура окружающей среды. Если температура в помещении или на улице ниже 0°С, то сварку проводить нельзя.
Это связано с физическими реакциями данных материалов. Если температура наоборот высокая, скажем 40 градусов, то процесс сварки продлится немного меньше. Обратный процесс происходит при низкой температуре. Существует одно важное правило у мастеров, диаметр не разогретого фитинга должен быть немного меньше, чем диметр трубы. Как только сварочный аппарат нагрелся до необходимой температуры, поддерживайте её еще 2-3 минуты, только затем приступайте к первой сварке. Не забывайте чистить насадку после каждого применения, на ней не должно оставаться много налепленной пластмассы.
Раструбная сварка полипропиленовых труб
Раструбная сварка полипропиленовых труб делается довольно просто, если знать как, иметь опыт.
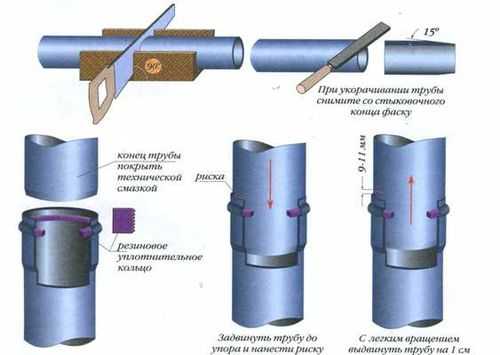
- Хорошо было бы иметь специальный труборез, но если его нет, то воспользуйтесь ножницами. Трубу обрезаем под прямым углом. ·Конец трубы и другие детали, на пример фитинг необходимо обезжирить. Чтобы обезжирить, можно использовать обычный спирт. Так же, нужно очистить от любой грязи и пыли. Если вам довелось иметь дело с трубами типа PN 10, то необходимо иметь шевер.
Этот прибор необходим, чтобы снять слой из алюминия. Если вы используете трубу и детали одной фирмы, то не придется делать дополнительных расчетов. Постарайтесь сделать на трубе пометку так, чтобы она была на расстоянии глубины двух раструбов. Теперь необходимо трубу вставить в гильзу до необходимой отметки, которая и будет показывать глубину будущей сварки. Так же не забываем, что раструб фитинга должен быть на дорне.
Технические параметры сварки
Эти параметры помогут полностью разобраться с дополнительными нюансами во время сварки и после сварки. Стыковая сварка Стыковая сварка осуществляется при толщине стенок труб в 4мм и более. Если необходимо сделать стыковую сварку деталей трубопровода, убедитесь, что толщина стенок более 45 мм. Процесс очень похож на раструбную сварку, кончики труб необходимо отторцевать, чтобы они были схожи с поверхностью, которая будет соединяться. При такой сварке очень важно, чтобы соединяемые поверхности были сносны между собой. Для таких работ чаще всего используют центрирующие приспособления. Лучше всего работы проводить в помещении, которое имеет хорошую вентиляцию.

Как уже говорилось выше, необходимо изучить документацию и соблюдать технику безопасности. Полипропилен имеет противное свойство гореть. При горении выделяется едкий дым, углекислый газ. Именно по этой причине необходима хорошая вентиляция.

Приваривание седел
Чтобы правильно и быстро приварить седло, необходимо разогреть насадку до 260 °С. Соблюдайте общие правила, труба и другие части должны быть протерты от пыли, затем обезжирены. После процесса сварки, необходимо дать минимум 10 минут для остывания, затем можно эксплуатировать. Самые частые проблемы, это непрочное крепление. Проблема может возникнуть, если не обработать часть трубы и седло спиртом.
trubygid.ru