Сварочное оборудование для ручной дуговой сварки: виды, модели
Ручная дуговая сварка является самым распространенным видом соединения металла. Специально для нее создаются различные типы техники, которые рассчитаны на работу, как с толстыми, так и с тонкими электродами. Сварочное оборудование для ручной дуговой сварки является наиболее распространенным среди всей подобной техники. Для данного процесса требуется иметь ряд устройств, которые будут работать совместно. Комплект значительно меньше, чем тот который требуется для аргонодуговой сварки за счет более простого принципа проведения работ.
Оборудование для ручной дуговой сварки
Сварочное оборудование для ручной дуговой сварки покрытыми электродами предназначается для обеспечения условий проведения соединения металла. Основной функцией является преобразование тока из сети со стандартными параметрами в такой, который требуется для заданного режима сварки. Именно по этой причине на оборудовании есть множество настроек, параметры которых и определяют, подходит ли сварочный аппарат для сварки определенных изделий или нет.
Область применения оборудования очень широка. Его можно встретить как в домашних условиях, так и на серьезных предприятиях. Для каждой сферы желательно подбирать свой тип оборудования, так как профессиональные и бытовые модели сильно отличаются по внутренней компоновке и по функциональным особенностям.
Преимущества
Данная техника обладает значительными преимуществами, чем и заслужила столь широкую популярность среди многих пользователей. К основным из них относятся:
- Широкий выбор изделий на современном рынке от отечественных и зарубежных производителей;
- Относительно небольшая стоимость оборудования;
- Высокая производительность во время работы;
- Доступность расходных материалов;
- Универсальность, за счет выбора различных режимов работы и параметров;
- Наличие дополнительных функций, которые улучшают работу.
Недостатки
Несмотря на преимущества, тут есть ряд недостатков:
- Плохо справляется со сложными типами сварки;
- Не дает достаточного уровня защиты, как это происходит с газовой сваркой;
- Скорость проведения сварочных работ может быть слишком высокой;
- Большие затраты энергии при работе.
Виды оборудования для ручной дуговой сварки
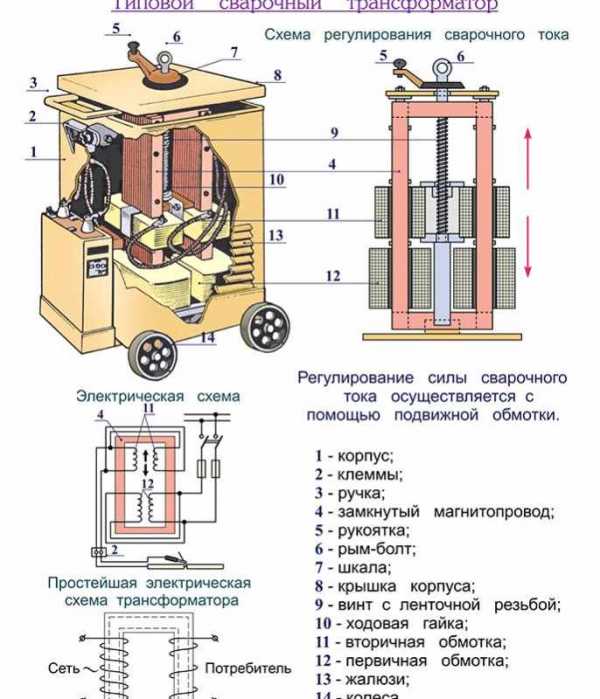
Оборудование для ручной аргонодуговой сварки неплавящимся электродом и обыкновенной дуговой сварки во многом похоже. Основной разновидностью техники является сварочный аппарат. Он может быть нескольких типов. Наиболее простой – это сварочный трансформатор. У него грубая настройка рабочих характеристик и работает он не столь экономично, как его более современный аналог. Но он может выдерживать более длительные нагрузки, а также прост в эксплуатации и ремонте. Для современной деятельности трансформаторы обладают большим серьезным недостатком. У них слишком большие габариты, так что используют их преимущественно стационарно в различных предприятиях.

Сварочный трансформатор
Более современным и часто используемым является сварочный инвертор. Это компактное устройство, в котором помимо трансформатора, меньшего по размерам, есть еще масса электроники. Это одно из основных отличий этой разновидности. Инвертор не может работать длительное время, хотя некоторые профессиональные модели могут составить конкуренцию в этом параметре трансформаторам. Именно инверторы могут обладать рядом дополнительных функций, которые упрощают работу сварщика. Тем не менее, они чувствительны к ударам, попаданию пыли и влаги, их сложнее ремонтировать и стоимость такого оборудования намного выше.
В качестве дополнительного оборудования можно отметить держатели, которые устанавливаются отдельно. Вы можете подобрать наиболее удобную для вас модель, с которой комфортно будет работать.
Популярный модельный ряд
Сварочная техника постоянно развивается, и появляются новые более совершенные модели. На данный момент есть определенные изделия от проверенных производителей, которые успели заслужить наибольшую популярность среди покупателей. Это значит, что их цена и качество обладают хорошим соотношением, а рабочие характеристики оказываются весьма практичными. Среди самых популярных моделей можно отметить следующие:
Fubag IR 200
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 5 — 200 |
| Диапазон рабочего напряжения, В | 150 — 240 |
| Фазы питания | 1 |
| Напряжение х.х, В | 65 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 — 28 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 40 |
| Диаметра наплавочных материалов, мм | 1.6 — 5 |

Сварочный аппарат Fubag IR 200
Ресанта САИ 220
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 — 200 |
| Диапазон рабочего напряжения, В | 140 — 260 |
| Фазы питания | 1 |
| Напряжение х.х, В | 80 |
| Род рабочего тока | постоянный |
| Напряжение, В | 26 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 70 |
| Диаметра наплавочных материалов, мм | 1.6 — 5 |

Сварочный аппарат Ресанта САИ 220
Сварог 205
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 — 180 |
| Диапазон рабочего напряжения, В | 187 — 253 |
| Фазы питания | 1 |
| Напряжение х.х, В | 75 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 — 28 |
| Мощность номинальная кВ*А | 8.2 |
| ПВ, % | 60 |
| Диаметра наплавочных материалов, мм | 1.6 — 4 |

Сварочный аппарат Сварог 205
Критерии выбора
Современное сварочное оборудования для ручной дуговой сварки должно быть оснащено всеми необходимыми аксессуарами, которые нередко идут в комплекте с самим сварочным аппаратом. При выборе стоит в первую очередь ориентироваться на тип аппарата. По современным меркам инверторы значительно превосходят трансформаторы и не зря занимают первые места в рейтинге лучших и наиболее популярных моделей.
После этого стоит определиться с мощностью техники. Чем мощнее модель, тем с более толстыми электродами она сможет работать Сила тока является одним из основных параметров выбора, так как именно от нее зависит температура, с которой будет плавиться электрод. Слишком слабое значение все приводит к тому, что электрод будет залипать или не сможет проплавить металл до нужного значения. Запас иметь очень удобно, но мощные модели стоят выше остальных.
Если вам параметром будет период включения. Он показывает, сколько аппарат может проработать беспрерывно. В частной сфере завышенных требований к этому параметру не предъявляется, так как интенсивность использования здесь намного меньше. Для профессионалов приходится эксплуатировать аппарат по несколько часов подряд в течение рабочей смены.
«Важно!
Для специалистов не рекомендуется брать технику с ПВ ниже 80% на максимальных параметрах.»
Дополнительные функции являются очень приятным дополнением к инверторам. Следует проследить, чтобы на модели был форсаж дуги, антизалипание и горячий старт. Это основные функции, с которыми сложные соединения может провести даже новичок. Качество самих функций во многом зависит от производителя, так что нужно выбирать только проверенные торговые марки, чтобы все заявленные требования соответствовали действительности. Это также поможет более длительной службе оборудования.
Для удобства использования желательно ориентироваться на оборудование с цифровой шкалой. Это помогает выставить максимально точные параметры, чтобы они полностью соответствовали требованиям режимов.
Производители
- Ресанта;
- Барс;
- Сварог;
- Фубаг;
- Кентавр.
svarkaipayka.ru
Особенности сварочных аппаратов для аргонодуговой сварки
Аргонодуговая сварка – это процесс, производимый электрической дугой в атмосфере аргона. Инертный газ защищает сварочную ванну от вредного воздействия атмосферного кислорода. Благодаря этому появляется возможность соединения некоторых металлов, которые в обычных условиях качественно сварить невозможно.
Этот метод сварки позволяет получать прочные сварные швы при соединении разнородных сталей, чугуна, титана, меди, алюминия и других цветных металлов и сплавов.
В аппаратах для аргонной электродуговой сварки может использоваться постоянный и переменный ток, плавящийся и неплавящийся электрод, с применением присадочной проволоки или без нее. Функционал определяется конкретной моделью оборудования.

Разновидности оборудования
По степени механизации и автоматизации процесса оборудование для сварки аргоном можно разделить на три вида:
- аппараты для ручной сварки;
- механизированная или полуавтоматическая техника;
- автоматизированные аппараты;
- роботизированная техника.
При ручном аргонодуговом способе сварки оборудование обеспечивает только требуемый сварочный ток в зоне дуги, все остальное зависит от сварщика. Он должен сам передвигать горелку и подавать присадку или электрод. Этот способ сварки требует специалистов высокого уровня для получения высококачественного соединения.
При механизированном способе аргонодуговой аппарат, кроме сварочного тока, обеспечивает бесперебойную и плавную подачу присадочной проволоки.
Сварщику требуется только перемещать горелку вдоль шва, сохраняя при этом постоянное расстояние между присадкой и свариваемым металлом. Это значительно упрощает процесс, повышает производительность труда и не требует таких высоких навыков, как при ручной сварке.
При автоматизированной аргонодуговой сварке весь процесс осуществляется без непосредственного участия человека. Оператор производит управляющие манипуляции дистанционно. Подача проволоки, газа, перемещение горелки происходит автоматически.
При роботизированной сварке выполнение работ происходит даже без опосредованного участия человека. Сварочный робот самостоятельно производит установку всех режимов работы в зависимости от типа свариваемых материалов, вида швов, толщины металла.
Специализация
По степени специализации сварочные аргонодуговые аппараты подразделяют на три вида:
- узкоспециализированные;
- специализированные;
- универсальные.
Аппараты первого вида предназначены для выполнения только конкретной одной операции при изготовлении определенного вида заготовок. Они используются при серийном производстве на больших предприятиях в составе мощных производственных линий.
Специализированное оборудование применяют для аргонодуговой сварки изделий одного типа, например, труб большого диаметра или двутавровых балок. По-другому такие аппараты использовать невозможно.
С помощью универсальных аппаратов для аргонодуговой сварки можно варить различные виды изделий. Но эта универсальность приводит к снижению производительности и качества работ. Специализация обеспечивает высокое качество и производительность в ущерб возможностям использования в других производствах.
Устройства типа MIG
Наиболее популярны аппараты аргонодуговой сварки типа MIG (металл, инертный газ). Обычно они имеют возможность работать и с активными газами типа углекислого.
В состав оборудования входит источник питания трансформаторного или инверторного типа, газовый баллон с понижающим редуктором, сварочный кабели, газовый шланг и горелка.
На сегодняшний день среди домашних мастеров и работников ремонтных мастерских наибольшим спросом пользуются инверторные аппараты для аргонодуговой сварки с функцией «Горячий старт».
Они имеют малый вес, что позволяет работать в труднодоступных местах и на высоте. Имеется плавная регулировка сварочного тока, а характеристики электрической дуги не зависят от скачков входного напряжения. В таких аппаратах предусмотрена защита от короткого замыкания, они имеют высокий КПД.
В отличие от инверторов, трансформаторные блоки питания чаще используются на предприятиях, где тяжелые условия по пыли, которую инверторы плохо переносят.
Оборудование типа TIG
Сварочные установки TIG (вольфрам, инертный газ) в качестве источника питания использует тот же сварочный инвертор или трансформатор, тот же аргон, но имеет горелку другого вида.
Она предусмотрена для неплавящегося электрода из вольфрама или его сплавов. При использовании инверторных аппаратов типа AC/DC (переменный/постоянный ток) возможности аргонодугового процесса расширяются.
В режиме DC предусмотрена сварка разнообразных сталей, меди, титана. Режим аппарата AC позволяет варить сплавы алюминия, магния, меди большой толщины.
Сварка TIG обеспечивает высочайшее качество шва благодаря защите сварочной ванны инертным газом и отсутствию примесей от электрода при работе без присадки.
В некоторых сварочных аппаратах полуавтоматическая аргоновая сварка реализуется сразу нескольких типов (MAG, MIG, TIG), в комплект входят дополнительные горелки.
Овладение электродуговым способом сварки в ручном режиме занимает много времени и сил. Сварщики вынуждены постоянно поддерживать длину дуги в пределах 4-6 мм, совершать сложные движения концом электрода при сваривании толстых металлов при том, что он постоянно уменьшается.
Использование инверторного преобразователя наряду с автоматической подачей присадочной проволоки значительно упрощает процесс обучения и производства работ.
При соблюдении инструкций практически любой человек при минимальной наработке сможет получать качественные сварные швы. Особенно это касается аргонодуговой сварки в режиме с неплавящимся электродом без присадочной проволоки.
Достаточно равномерно вести конец горелки на постоянном расстоянии вдоль сварного шва и результат гарантирован.
Обзор некоторых моделей
В категорию популярных аппаратов аргонодуговой сварки попадает бюджетный, надежный, малогабаритный аппарат «Ресанта САИ 190». Он варит током до 190 А, предназначен для использования в ручном режиме с ведением электрода.
Аппарат инверторного типа СВАРОГ ARC 205 используется при ручной аргонодуговой TIG сварке. Широко применяется в быту и малом бизнесе. Аппарат не перегревается, его запас мощности обеспечивает сваривание металла толщиной до 6 мм. Газовый баллон для аргонодуговой сварки в комплект поставки не входит, так что его надо будет покупать отдельно.
Аппарат аргонодуговой сварки СВАРОГ TECH TIG 200P AC/DC подойдет для любителей и профессионалов. Он работает на переменном токе и на постоянном с неплавящимся электродом, в атмосфере аргона или обычной электродуговой сварки.
Режимы работы аппарата можно регулировать нажатием кнопок, поджиг дуги происходит без контакта с изделием, что упрощает работу, также предусмотрена защита от скачков входного напряжения. Для контроля параметров предусмотрен цифровой дисплей и пульт управления.
Советы по выбору оборудования и сварочным работам
Конструкции сварочных аппаратов для аргонодуговой сварки постоянно совершенствуются. Они получают все больше разнообразных функций и дополнительных приспособлений.
Некоторые люди предпочитают делать ремонт своей техники самостоятельно или строят дом, дачу, гараж, имеют хобби связанное со сваркой металлических изделий. У всех возникает желание приобрести сварочный аппарат, а специалистов по каждому пустячному вопросу вызывать накладно.
Нынешние аппараты для аргонодуговой сварки настолько приспособлены к различным изменениям параметров работы, что варить ими может практически каждый, кто внимательно прочитал инструкции.
Чтобы выбрать оптимальный прибор, необходимо в первую очередь определить главные области его использования. Некоторые аппараты для аргонодуговых работ оснащены иногда такими функциями, которые пользователю никогда не понадобятся.
Поэтому перед покупкой надо определиться, с какими металлами предстоит работать, и только потом подбирать соответствующее оборудование. Полезен будет обзор отзывов на то или иное устройство, хотя и к ним тоже надо относиться критически. Лучше поговорить с профессиональным сварщиком, который расскажет обо всех особенностях сварочных аппаратов.
Кроме сварочного оборудования для работы надо приобрести защитную маску или очки и специальную одежду, санитарную аптечку и огнетушитель. Процесс сварки чреват ожогами и возгоранием предметов, поэтому необходимо правильно организовать рабочее место.
Питающие розетки должны иметь надежный контакт. Сварочный кабель должен быть развернут, не преграждать проход к инвертору. Соединяемый металл должен быть тщательно зачищен от любых загрязнений иначе качественный шов получить будет невозможно.
svaring.com
Сварочные аппараты для дуговой, газовой, точечной сварки: обзор и классификация
Сварка — это процесс соединения двух и более металлических деталей путем их частичного сплавления. Для образования расплавленной зоны на границе двух деталей их требуется нагреть. Тысячелетиями кузнецы нагревали обе соединяемые заготовки в горнах кузниц, а потом ударами молота соединяли их.

Аргонодуговая сварка силумина
В начале 20 века, с развитием химии и изобретения способа безопасного использования горючих газов, была разработана и применена технология газовой сварки и созданы первые газосварочные аппараты. Появилась возможность нагревать огнем газовой горелки не все детали целиком, а только зону их соединения.

Сварочный агрегат
Практически одновременно инженеры и ученые догадались использовать свойство электрической дуги для локального нагрева соединяемых деталей, пропуская через них мощный электроток. Так родился первый электросварочный агрегат.
Виды сварочных аппаратов
Сварочные аппараты, применяемые в домашней мастерской, подразделяются на:
- Трансформаторного типа.
- Инверторного типа.
- Полуавтоматические.
- Аргонодуговые.
- Точечной сварки.
- Газосварочные.

- Газовый набор для сварки

- Электрический аппарат для сварки труб

Аппарат для сварки бывает электрическим или газовым. Электросварочные аппараты, чаще всего, проще в использовании и в освоении, менее пожароопасные и поэтому более популярны у домашних мастеров.
Трансформаторы
Сварочный трансформатор представляют собой мощный понижающий электротрасформатор. Понижая напряжение в десятки раз, он по законам физики одновременно дает возможность использовать в десятки раз более сильный ток, до сотен ампер. Сила тока становится достаточной для возникновения между деталью и электродом постоянного электродугового разряда, расплавляющего рабочую область деталей.
Конструкция сварочного трансформатора примитивна, и стоимость невысока. НА этом его достоинства исчерпываются. Недостатков же набирается существенный список:
- Малый диапазон и низкая точность регулировки сварного тока.
- Очень большой вес.
- Низкая стабильность дуги.
- Залипание электрода.
- Качественный шов получается только у опытного сварщика.
- Падение напряжения в питающей сети при включении режима сварки.
- Низкий коэффициент полезного действия ввиду высоких индуктивных потерь.
Трансформатор для электродуговой сварки
Два-три десятилетия тому назад 99 из 100 сварочных аппаратов были трансформаторного типа. Сегодня использовать такой сварочный аппарат для домашних работ уже никому не придет в голову. За этот короткий срок они окончательно ушли в прошлое, сохранившись лишь в политехническом музее и в дедушкином сарае.
Выпрямители
Такой агрегат представляет собой сварочный аппарат трансформаторного типа, на выходе которого добавлен блок выпрямителя. Работа проводится постоянным током, что повышает устойчивость дуги и позволяет работать менее опытным мастерам.
Однако основные минусы аппарата трансформаторного типа:
- Существенная масса и габариты.
- Скачки напряжения в электросети.
- Большие потери энергии.

Внешний вид сварочного выпрямителя
Сохраняются и у выпрямителей. Сегодня такие сварочные аппараты также окончательно вошли в категорию устаревших.
Инверторы
Инвертор отличается современной конструкцией и многими преимуществами. Напряжение на его входе проходит несколько стадий преобразования:
- Переменный электрический ток частотой 50-60 герц и напряжением 110-220 вольт преобразуется в постоянный
- Импульсы его сглаживаются
- Постоянный ток преобразуется в переменный с частотой 25-55 кГц
- Высокочастотный трансформатор, габариты и масса которого в сотни раз меньше, чем у низкочастотного, понижает напряжение до 80 в, увеличивая силу тока до 250- и даже 500 А.
- Наконец, переменный ток снова выпрямляется и превращается в постоянный и подается на электрод.
Сложность конструкции многократно окупается следующими достоинствами
- Широкий диапазон изменения рабочего тока.
- Стабильность сварочной дуги.
- Качественный шов даже у начинающего сварщика.
- Возможность автоматической регулировки тока в начале шва для предотвращения залипания электрода.
- Отсутствие бросков напряжения в электросети.
- Высокий коэффициент полезного действия.
- Скромный вес и размеры.

Инструкция сварочного инвертора
Такие агрегаты завоевали доминирующее положение на рынке домашних и полупрофессиональных устройств.
Полуавтоматы
Полуавтоматические сварочные аппараты — это следующий этап эволюции по отношению к инверторам. Вместо дискретных электродов они используют автоматически подаваемую в рабочую зону сварочную проволоку, работа при этом ведется в защитной атмосфере инертного газа, также поступающего через горелку. Аппараты незаменимы при соединении тонколистовых изделий и цветных металлов.
Полуавтоматы могут работать в нескольких режимах:
- MIG – работа в атмосфере инертных газов. Подходит для соединения деталей из нержавеющей стали, инертный газ препятствует потере деталями легирующих присадок.
- MAG – сварка в атмосфере активных газов, подаваемых в рабочую зону. Газовое облако защищает сварочную ванну от окисления кислородом воздуха.
- MMA – традиционная ручная дуговая сварка. В этом режиме применяется специальная флюсосодержащая сварочная проволока.

Сварочный полуавтомат своими руками
Аппарат дает идеально ровный шов, не вызывает коробления даже тонких свариваемых деталей. Встроенный блок автоматических регулировок облегчает труд мастера и не требует его высокой квалификации. Аппараты стоят дорого, и экономический эффект могут дать только при больших объемах сварочных работ.
Аргонодуговой сварочный аппарат
Этот метод применяется для нержавейки и цветных металлов, особенно при значительной толщине изделий. Инертный газ защищает нагретые детали от окислительного воздействия кислорода воздуха. Аргон химически инертен и существенно тяжелее воздуха, поэтому вытесняет его из рабочей зоны. Применяются как плавящиеся, так и неплавящиеся электроды.
Современные аргонодуговые сварочные аппараты применяются и для соединения деталей из титановых и алюминиевых сплавов. Важное преимущество метода — хорошая глубина проварки шва и качественное присоединение тонкостенной детали к толстостенной.

Аппарат для аргонодуговой сварки
Недостатками являются малая производительность и высокие требования к квалификации сварщика, поэтому распространение такие аппараты получили преимущественно на производствах либо в специализированных мастерских, имеющих достаточные объемы работ. Если домашнему мастеру надо сварить два куска нержавейки, то проще (и дешевле) будет обратиться в такую мастерскую
Аппарат для точечной сварки
Точечная сварка из цехов промышленных предприятий шагнула и в домашние мастерские. Она применяется там, где нужно быстро и надежно соединить тонкостенные детали, а герметичность соединения необязательна.
Аппарат для точечной сварки генерирует короткие, но очень мощные импульсы, которые расплавляют небольшую зону контакта двух свариваемых деталей на очень короткий срок, которого достаточно, однако, для надежного соединения деталей в этой точке.

Точечная контактная сварка
Такие аппараты применяют для соединения тонкостенных конструкций из конструкционной стали, нержавейки и цветных металлов.
Аппарат для газовой резки и сварки
В аппаратах газовой сварки и резки разогрев металла до температуры пластичности происходит путем нагрева рабочей зоны огнем газовой горелки. В газовой горелке образуется газовая смесь из хранящихся в разных баллонах горючего газа и кислорода, играющего роль окислителя. В качестве горючего газа используется как обычный пропан, так и ацетилен.
Аппарат обладает рядом несомненных преимуществ:
- Ничем не ограниченная мобильность — электроснабжение для работы аппарата не требуется.
- Простота конструкции и низкая стоимость.
- Широкий диапазон регулировки степени нагрева, подачи газовой смеси и темпа формирования шва.
- Возможность использования одного и того же аппарата как при сварке, так и при разрезании металлоконструкций.
Недостатками такого агрегата являются:
- Длительность обучения и наработки опыта.
- Высокая пожароопасность.
- Ограниченный перечень свариваемых металлов и сплавов.
- Низкая производительность.

Процесс газовой сварки
Такой аппарат — неплохое решение для домашнего мастера, если ему не нужно сваривать редкие металлы и особо сложные конструкции, а нужно раз в неделю подварить ворота или починить культиватор.
Плазменная сварка
В аппаратах плазменной сварки в качестве источника тепла используется поток плазмы — высокотемпературного ионизированного газа. Температура в рабочей зоне достигает 30 тысяч градусов, что в несколько раз превышает температуру, достигаемую с помощью электрической дуги. Такая высокая энергетика процесса позволяет соединять детали толщиной до сантиметра за один проход, а за несколько проходов надежно сваривать и толстостенные детали.
К сварочной горелке подводят поток рабочего газа, кроме того, на ней действует контур водяного охлаждения.
Ввиду высокой сложности и дороговизны установки применяется исключительно в производственных условиях.
Как выбрать сварочный аппарат для дома
Как выбрать сварочный аппарат для дома? Для этого необходимо, прежде всего, определиться с перечнем тех работ, которые вы собираетесь выполнять, и их периодичностью и объемом. Если вы собираетесь раз в сезон подварить старую тяпку — то подойдет и дедушкин сварочный трансформатор из сарая. Если же в планах на строительный сезон значится 120-метровый забор с воротами и калиткой — выбираем инверторный сварочный аппарат средней мощности. Если же вы собираетесь начать свой бизнес и брать заказы на сварку как черных, так и цветных металлов — самое время посмотреть производительные полуавтоматы.
Для всех типов сварочных аппаратов необходимо проанализировать их электрические параметры, чтобы не промахнуться с подключением к сети электроснабжения.
- Питающее напряжение. На рынке доступны аппараты на 220 и на 380 вольт. Для 380-вольтового устройства потребуется прокладывать отдельную проводку, такое имеет смысл делать только в стационарной мастерской среднего уровня. Для домашних нужд будет совершенно достаточно 220-вольтового инвертора. К тому же они малочувствительны к перепадам питающего напряжения и само не оказывают на сеть снабжения отрицательного влияния.
- Выходной, или сварочный ток. Для эпизодических домашних работ достаточно тока в 160-180 А, это позволит варить электродами до 4 мм металл такой же толщины. Для более толстых листов и проката потребуется ток в 20-250 А.
- Напряжение холостого хода. От этой характеристики зависит легкость запуска электрической дуги, чем выше такое напряжение — тем легче начать шов. У бытовых моделей варьируется от 40 до 90 вольт.
- Максимальный диаметр электрода. Этот параметр зависит от сварочного тока и определяет, металл какой толщины можно будет качественно проварить на данном сварочном аппарате.
Стоит упомянуть также несколько полезных опций сварочных аппаратов, облегчающих освоение процесса сварки:
- Hot Start- в начале сварки выдается дополнительный импульс повышенной мощности
- Anti-Stick- система предотвращения залипания электрода в этом случае снижает сварочный ток
- Arc Force- если малоопытный сварщик слишком быстро приближает электрод, система
Опытный сварщик может обойтись и без этих усовершенствований.
Тип сварки
Существует несколько общепринятых обозначений типов сварки.
Сварка MMA
Manual Metal Arc — электросварка отдельными электродами. Применяется в аппаратах трансформаторного типа и в инверторах. Характеризуется небольшими издержками при малых объемах работ, подходит для начинающих мастеров.

Сущность процесса сварки MMA
Сварка TIG
Tungsten Inert Gas —применение неплавящегося вольфрамового электрода и защитного инертного газа. Применяется для работы по нержавейке и цветным металлам. Требует более высокой квалификации сварщика, чаще используется на производствах или в специализированных мастерских/

Метод TIG сварки
Сварка MIG/MAG
Metal Inert/Active Gas — полуавтоматическая сварка с механической подачей сварочной проволоки в рабочую зону. Проводится в атмосфере принудительно нагнетаемого инертного (MIG) или активного (MAG) газа.
Наиболее широко применяется в промышленности, но в последнее время метод стал приобретать все большую популярность и среди домашних мастеров.
Виды электродов
Электроды для ручной сварки делятся на две большие группы.
Плавкие электроды
Такие электроды сделаны из металла с присадками, и покрыты слоем флюсообразующей обсыпки. Они полностью расплавляются в процессе сварки и входят в состав сварного шва.

Плавящийся электрод
Неплавкие электроды
Эти электроды делают из тугоплавких относительно свариваемых деталей материалов — вольфрама, графита, специально отформованного угля и других.

Внешний вид неплавящихся электродов
Они не плавятся в ходе сварки и не входят в сварной шов, а служат для подвода электрического тока к сварочной дуге
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварочный аппарат. Типы и особенности. Сварка и дуга. Применение
Издавна люди имеют дело с металлическими изделиями: предметы быта, украшения, оружие, техника и т.д. Люди научились делать кованые изделия, плавить и штамповать чугун. А когда появилась сталь, то из металлических изделий стали строить трубопроводы, корабли, дома, автомобили и другие конструкции. В настоящее время из всего объема расходуемого металла сталь составляет 90%. В черной металлургии научились выплавлять конструкционные материалы высокого качества.
Уже в то время необходимо было создать надежный способ соединения крупных металлических элементов, болты и заклепки уже не могли справиться с большими нагрузками. В 1882 году русский инженер Бенардос создал дуговую сварку металлических деталей с помощью угольного электрода. А через четыре года он оформил патент на технологию сварки металлов. Так появился первый сварочный аппарат.
Инженер Славянов в 1888 году показал публично дуговую сварку плавящимся электродом под флюсом, которая получила название электрической отливки металла. Славянов доказал, что дуговая сварка дает возможность сваривать черные и цветные металлы. В последующие годы металлы стали сваривать уже трехфазным переменным током, и использовать эту технологию в масштабах промышленного производства.
Особенности процесса сварки
Дуговая технология сваривания распространена очень широко, так как с помощью этой технологии образуется прочное неразъемное соединение металлических деталей. Высокая прочность соединения объясняется непрерывностью полученных молекулярных структур и сцеплений металла.
Главный фактор процесса сварки — высокая температура. В теории такие соединения между атомами металла достигаются повышенным механическим давлением. Однако такой способ не подходит для стали, а годится только для металлов с низкой твердостью, например, свинца.
Как возникает электрическая дуга
Сварочный аппарат способен создать высокую температуру для плавления металла с помощью электрической дуги. Она образуется при коротком замыкании двух электродов, которые находятся на близком расстоянии. Напряжение на электродах постепенно повышают до тех пор, пока не возникает воздушный пробой. При этом возникает эмиссия электронов катода, которые повышают температуру от воздействия электрического тока, и перемещаются к ионизированным атомам анода.
Далее события развиваются с большой скоростью: возникает электрическая дуга и цепь замыкается. В результате воздушный зазор ионизируется и формируется плазма, которая является особым свойством газа. Воздушный зазор уменьшает свое сопротивление, в результате чего ток повышается, и температура дуги увеличивается, дуга начинает проводить ток и замыкает цепь. Это явление называют розжигом. Путем регулировки необходимого зазора между электродами дуга стабилизируется.
Процесс сварки
Если электрический разряд создается между электродами, независимыми от свариваемых деталей, то она действует при сварке косвенным путем. Обычно дуга разжигается непосредственно между электродом и деталью, являющейся частью цепи. От сварочного аппарата электрический ток подключают к заготовке, температура электрической дуги повышается и оплавляет детали. При этом создается «сварочная ванна», в которой металл какое-то время находится в жидком виде. В эту же ванну попадает расплавленный металл электрода.
В процессе сварки горящее покрытие электрода создает вокруг дуги газовую оболочку и жидкую шлаковую ванну. При постепенном удалении из рабочей зоны электрической дуги, создается сварочный шов, на поверхности которого образуется корка из шлака в виде своеобразного панциря.
Существуют методы сварки с неплавящимся электродом, изготовленным из вольфрама или графита. Например, во время аргоновой сварки шов наполняется расплавленной сварочной проволокой. Выбор качественных электродов для сварки является важным фактором, обуславливающим надежность и прочность будущего шва. Здесь имеется ввиду не диаметр электрода, а состав его материала. Проволока и электроды разных марок могут лучше сочетаться с различной глубиной плавки, длиной дуги. Обмазка электродов способна в значительной степени влиять на ход сварки, а также менять химический состав и параметры шва.
В процессе сварки место сваривания должно защищаться от воздуха для предотвращения окисления металла. Поэтому вокруг рабочей зоны необходимо формировать защитную среду.
Для решения этой задачи существуют два варианта:
- Технология MIG – MAG, при которой в зону сварки подается инертный газ.
- Сгорание оболочки электрода. При этом вокруг зоны сварки создается газовый купол, защищающий ее от воздуха. Оболочка электрода во время сгорания выводит кислород из зоны шва. В покрытии электрода имеются вещества, ионизирующие электрическую дугу, очищающие и легирующие шовный металл, чем улучшают его физические параметры.
Сварка металла является своеобразным процессом, так как необходимый режим температуры зависит непосредственно от параметров электроэнергии. Чтобы получить качественный шов, необходимо создать условия для устойчивой электрической дуги. Постоянная равномерная дуга способна избежать дефектов шва. Чем больше размер свариваемых деталей, тем электроды для сваривания требуются толще, а также необходима большая сила тока.
Особенностью сварки является то, что при постоянном токе электрическая дуга более стабильная, так как нет изменения полярности тока. При этом шов формируется более качественным. Хотя алюминий и его сплавы лучше сваривает сварочный аппарат переменного тока. Навык работы сварщика при сварке играет большую роль, так как сварщик должен выбирать длину дуги, поддерживать ее горение и правильно двигать электрод по шву, аккуратно расплавляя металл деталей. От профессиональных качеств сварщика зависит прочность, качество и внешний вид шва.
Виды и особенности устройства
Любой сварочный аппарат электродуговой сварки должен принять электрический ток из сети и уменьшить его напряжение, повысив силу тока до необходимой величины (от 100 до 200 ампер). При этом может изменяться частота тока, либо из переменного образуется постоянный ток. Исключением являются только аппараты, в которых электрическая дуга создается от энергии батарей аккумуляторов, либо генераторов с двигателем внутреннего сгорания.
Другими словами, каждый сварочник является своеобразным преобразователем энергии. Существует несколько различных устройств для сварки металлов электрической дугой. Каждый из них имеет свои особенности устройства, достоинства и недостатки, которые следует учитывать при выборе аппарата в торговой сети.
Трансформаторный сварочный аппарат
Это наиболее распространенный вид сварочных аппаратов. Такие устройства недорого стоят, надежны в эксплуатации и имеют простое устройство. Электрическая энергия в этом устройстве преобразуется с помощью трансформатора, действующего на бытовой частоте тока 50 герц. Величина тока настраивается механическим устройством изменения магнитного потока в магнитопроводе.
Получая от электрической сети энергию, первичная обмотка намагничивает сердечник. В это время на вторичной обмотке образуется переменный ток низкого напряжения около 70 вольт, с большой силой тока, которая может достигать 200 ампер. Этот ток создает электрическую дугу для выполнения сварки деталей. Величина напряжения и тока на вторичной обмотке зависит от числа ее витков. Чем меньше витков, тем больше сила тока, и меньше напряжение.
Преимущества
- Неприхотливость и надежность в работе.
- Отсутствие электронных элементов.
- Удобное выполнение ремонта и обслуживания из-за простого устройства.
- Невысокая стоимость, нежели чем инверторный сварочный аппарат.
Недостатки
- Большие габаритные размеры и вес.
- Небольшой КПД, расходует много электроэнергии, что не позволяет подключать его к бытовой сети.
- При отсутствии опыта в сварочных работах трудно удерживать электрическую дугу.
- Качество шва невысокое, так как сварочный аппарат работает от переменного тока.
Из-за невысокой стоимости такой сварочный аппарат используется в промышленности, в бытовых условиях, где мощность сети достаточна.
Выпрямители для сварки
Такие устройства по своей конструкции схожи со сварочными трансформаторами. В них электрический ток не изменяет частоту, и формируется на обмотках трансформатора низкого напряжения. После понижения напряжения, электрический ток проходит по блоку селеновых или кремниевых выпрямителей, которыми являются полупроводниковые диоды, пропускающие электрический ток в одну сторону. В результате на сварочный электрод поступает постоянный ток. Поэтому при сварке деталей электрическая дуга стабильная, не прерывается и обеспечивает качественный шов.
Устройство выпрямителей сложнее, в отличие от трансформаторного сварочника, так как чаще всего необходимо создавать вентиляторное охлаждение полупроводниковых элементов. Обычно такие устройства оснащаются вспомогательными дросселями, что дает возможность создания необходимых параметров выходного тока – он фильтруется и сглаживается.
В комплект сварочных выпрямителей могут входить измерительные защитные и пускорегулирующие устройства. В работе выпрямителя для сварки важна токовая и температурная стабильность. Для этого в него встраивают плавкие предохранители, реле, термостаты и т.д. Наиболее популярными стали трехфазные выпрямители, как наиболее функциональные устройства.
Преимущества
- Качественный шов.
- Наименьшее разбрызгивание материала присадок.
- Легко удерживается дуга.
- Возможность сварки чугуна, цветных металлов и термостойкой стали.
- Значительная глубина плавления.
- Небольшие габаритные размеры и масса, в отличие от трансформаторных сварочников.
Недостатки
- Сложное устройство.
- Нельзя подключать к бытовой сети.
- Высокая стоимость, сравнимая с инверторами.
- Малый КПД.
- Необходимость постоянного контроля за работоспособностью системы охлаждения.
Популярными моделями сварочных выпрямителей стали зарубежные образцы. Например, итальянский сварочный аппарат Blue Weld SPACE 280 отличается своей универсальностью. Он может работать на постоянном и переменном токе в большом интервале 10-220 ампер. Это устройство имеет длительный срок службы, может сваривать детали из чугуна и нержавеющей стали, хорошо подходит для применения в частном хозяйстве.
Профессионалы обычно выбирают выпрямительный сварочник BLUE WELD KING TIG 280 / 1, который имеет высокую мощность и способен сваривать даже алюминий, титан и т.д. Он наиболее удобен и универсален в работе, имеет встроенный цифровой экран на передней панели.
Похожие темы:
electrosam.ru
Электродуговая сварка, как правильно выбрать сварочный аппарат, виды аппаратов электродуговой сварки.
Проведение электросварочных работ невозможно осуществить без специального сварочного аппарата. По каким критериям необходимо выбирать данный аппарат, и какие качества должны его характеризовать с лучшей стороны?
Если у вас нет сварочного аппарата
Наиболее востребованным инструментом домашнего мастера можно с уверенностью назвать сварочный аппарат. С умелым использованием сварочного аппарата можно произвести массу полезной работы, требующей применения квалифицированной сварки.

Это может быть соединение арматуры, предназначенной для заливки фундамента или прикрепление металлических элементов. Универсальность и тонкость работы с помощью сварочного аппарата позволяет производить работы в неудобных или труднодоступных местах. Причем с использованием данного инструмента осуществляют не только сварочные работы. Применяя сварку можно разрезать металл или заклинившее резьбовое соединение.

Впрочем, сфера применения сварочного аппарата довольно обширна. Поэтому, прежде чем выбирать инструмент для нужд домашнего мастера необходимо определить круг решаемых задач.
Современный сварочный аппарат
По сравнению с почетным электросварщиком 5 разряда прошлого века, таскающего повсюду за собой неуклюжий и допотопный сварочный аппарат с самодельным трансформатором, у современного владельца аппарата масса преимуществ. Назовем лишь некоторые из очевидных преимуществ:
• осуществление сварных работ в любых пространственных плоскостях
• возможность сварки различных марок стали и цветных металлов
• простота и удобство транспортировки аппарата.

Поэтому современным ручным сварочным аппаратом дуговой сварки является инвертор сварочный. Чем привлекателен сварочный инвертор для домашней мастерской? Безусловно, это скромные габаритные размеры и вес. Малогабаритный сварочный аппарат можно комфортно повесить на плечо и идти заниматься сварочными работами к соседям по даче. Да и источником энергии сварочного аппарата поколения NEXT является ток высокой частоты с номиналом в десятки килогерц.

Кстати, при этом сварка производится с помощью постоянного тока, обеспечивая великолепное качество шва. Инверторные сварочные аппараты состоят из следующих элементов:
• выпрямителя
• трансформатора
• преобразователя
• схемы управления.
Инверторы сварочные работают на доступной элементной базе – мощных силовых транзисторах, изготовленных по инновационной технологии IGBT или MOSFET.

К тому же, сварочные инверторы можно без волнения включать в любую бытовую розетку. Инверторные аппараты соответствуют требованиям европейского стандарта EN 61000-3-12, который регламентирует определенные ограничения для электросетей и подключаемого к ним оборудования.
Для чего необходима электродуговая сварка
Одним из способов сварки, при которой в процессе производства используется электрическая дуга, является электродуговая сварка. Процесс нагрева и плавления металла при данном типе достигается за счет значительной температуре нагрева электрической дуги и может достигать 5000 градусов. С использование сварочных аппаратов ручной и автоматической дуговой сварки производится сваривание конструкций из металла.

Поэтому сварочный аппарат наиболее востребован при ежедневных работах, связанных со сварными операциями.
В прямой зависимости от степени механизации различают следующие виды сварных работ:
• ручную электродуговую сварку (ММА)
• полуавтоматическую и автоматическую дуговые сварки (MIG/MAG).
Процесс сварных работ зависит от таких факторов:
• начала процесса зажигания и поддержания длины дуги
• корректных манипуляций электродом при создании сварного шва
• окончания перемещения электрода по рабочей линии создания шва.
Поэтому независимо от типа сварного аппарата, технология электродуговой сварки остается общей.
Технология электродуговой сварки
Ручная технология электродуговой сварки предполагает осуществление работ по образованию качественного сварного шва без применения каких-либо механизмов. При полуавтоматической дуговой сварке механизированы работы по подаче проволоки электродной в рабочую зону, а затем производится стандартная ручная сварка. При автоматической сварке дуговой механизированы операции:
• возбуждения электрической дуги,
• поддержание стабильной длины дуги и перемещению дуги вдоль основной линии создания сварного шва.

Для точки образования и поддержания дуги подводится постоянный или переменный сварочный ток. Поэтому в системе электродуговой сварки задействован сварочный трансформатор или инвертор.
Как произвести выбор сварочного аппарата поможет предложенное видео.
Под воздействием электрической дуги происходит расплавление стержня – электрода и металла свариваемого изделия. Образовавшийся электродный металл из отдельных капель переходит в состояние «сварочной ванны». В сварочной ванне происходит смешивание расплавленного металла с металлом свариваемого изделия.

Образовавшийся в процессе сварки шлак всплывает на поверхность. Результатом плавления электрода является образование характерной газовой атмосферы, которая оттесняет воздух из зоны сварки и предотвращает возможность его последующего взаимодействия с металлом.
По мере продвижения электрода для электродуговой сварки металл, находящийся в сварочной ванне кристаллизуется, образовывая надежный сварной шов. Таким образом, результатом электродуговой сварки является шов, образовавшийся из слоя затвердевшего шлака.

Какой тип электродов необходим для сварки
Для производства сварных работ при электродуговой ручной сварке используют следующие виды электродов:
• для традиционных бытовых работ
• для сварки ответственных конструкций.

Для обычных бытовых работ используют электроды марки МР-3, АНО. Диаметр бытовых электродов составляет от 2 до 4 мм. Для сваривания ответственных конструкций предпочтение лучше отдать марке УОНИ. Качество сварки и прочность шва сварного у электродов марки УОНИ гораздо выше. Кстати, основное правило выбора электродов: чем толще по размерам деталь, тем толще должен быть электрод и выше ток сварки.

Однако, конкретные показатели рабочего тока сварки и толщины электродов подбираются экспериментальным путем во время процесса.
Как выбрать электроды для электродуговой сварки поможет видео.
Кроме этого, необходимо позаботиться о сварочных кабелях и электро держателях с быстросъемными креплениями непосредственно к аппарату. Для сопряжения с аппаратом сварочным необходимо два кабеля, оснащенных на концах разъемами для надежного крепления к свариваемой детали.

svouimirukami.ru
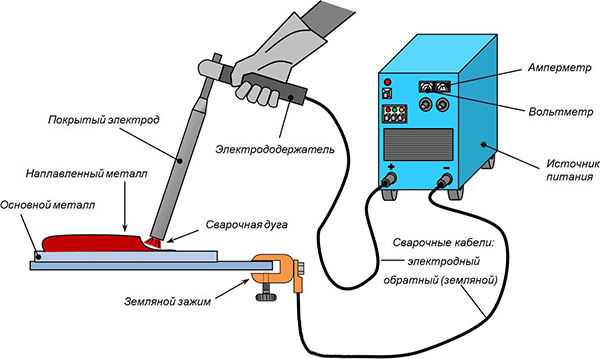
Оборудование для ручной дуговой сварки
Если идёт речь о соединении плавлением, дуговая сварка будет одним из самых распространённых способов её осуществить. Источником нагрева в этом случае выступает электрическая дуга. Она поддерживается переменным или постоянным источником тока, а образуется благодаря дуговому разряду. Выбор оборудования сварочного поста для ручной дуговой сварки —это ответственный шаг. Все соединения производятся плавящимися и не плавящимися электродами. Ручным способ называется из-за зажигания дуги, её контроля и перемещения вдоль соединения, которое воспроизводится специалистом полностью самостоятельно, без помощи автоматизированного процесса.
Особенности сварочного поста
Сварочным постом принято называть рабочее место сварщика. Оно включает в себя все необходимое для полноценного проведения различного рода работ. Пост и все материалы не всегда в обязательном порядке должны находиться в специально подготовленном помещении.
При необходимости сварочное оборудование переносится на открытую местность. Поэтому посты делят на два вида — стационарные и мобильные (передвижные). На рабочем месте будут располагаться сварочные трансформаторы, чтобы осуществлять сварку с переменным током, или же выпрямитель для постоянного напряжения.
Сварочные посты зачастую включают в себя:
- Рубильник.
- Сеть питания.
- Электродержатель.
- Сварочные кабели.
- Источник питания.
- Зонд вытяжки.
Кабина поста также должна иметь свои определённые размеры: 1,5 м и не меньше 2 метров в высоту. Внутри она оборудована столом из металла, в верхней части необходимо установить зонд вытяжки. Стол имеет один или больше ящиков для хранения какого-либо инструмента. Никогда не стоит забывать о средствах личной защиты, к ним относится спецодежда, которая должна быть выдана сварщику.
Сварочное оборудование
Для ручной дуговой сварки принято использовать генераторы, трансформаторы или выпрямители. Подбор каждого из аппаратов производится в зависимости от типа и сложности сварочных работ. Но всё оборудование для осуществления дуговой сварки должно отвечать общим нормам.
К ним относятся:
- наличие специального устройства для контроля силы тока;
- обеспечение отсутствия нарушений в работе устройств при замыканиях;
- наличие возможности холостого хода с поддержанием дуги, в случае если сварочная цепь будет разомкнута;
- аппарат должен быть наделён высокими динамическими возможностями, то есть после короткого замыкания иметь возможность быстро восстановиться;
- хорошие внешние показатели.

Более простое оборудование для ручной дуговой сварки, которое подойдет для использования в домашних условиях, будет отличаться парой свойств. Во-первых, сложные и простые агрегаты будут отличаться максимальными показателями сварочного тока. А во-вторых, будет разным рабочее время — на его протяжении в цикле и будет вырабатываться этот максимальный сварочный ток.
Генераторы
Сварочный генератор работает с характеристиками постоянного тока, способными обеспечить стабильное горение дуги для сварки. В его состав входят статор с магнитными полюсами и якорь с коллекторами и обмоткой. Когда якорь вращается в магнитном поле, которое создают полюса статора, в обмотках начинает появляться переменный ток, а коллекторы преобразуют его в постоянный.
В первом случае движение якоря сопровождается электродвигателем. Он расположен с ним на одном и том же валу. Это оборудование будет называться «сварочный преобразователь». В аппаратах для сварки вращающим устройством выступает двигатель ВС (внутреннего сгорания). Их преимуществами является возможность осуществлять соединение деталей без внешних источников электричества.
Выпрямители
Выпрямитель — это источник питания, который состоит из регулирующего устройства, блока выпрямителей и трансформатора. В основе его действия лежит питание электрической дуги постоянным током, который протекает по звену первичной обмотки и блоку кремниевых или селеновых выпрямителей. Чтобы получить падающую внешнюю характеристику, аппараты часто дополняются ещё одним дросселем. Стандартно сварочные выпрямители производятся по трехфазной схеме, так как у неё есть свои преимущества в виде большого числа пульсаций напряжения, для равномерной нагрузки самой цепи.
Трансформаторы
Это оборудование для дуговой сварки создано для обеспечения устойчивости электрической дуги. Это значит, что трансформаторы обязательно должны иметь соответствующие параметры. По стандарту, это падающая характеристика, ведь многие трансформаторы используются в том случае, когда нужна аргонодуговая сварка или сварка под флюсом.
В России промышленный ток установлен на отметке 50 Гц. Трансформатор обеспечивает преобразование высокого напряжения в более низкое, до того уровня, пока оно не будет соответствовать сварке. Вторичный показатель напряжения, учитывая холостой ход, равен 60-75 В. На малом токе 65-100 А. Чтобы дуга была стабильной, желательно использовать напряжение 75-80 В.
electrod.biz
Сварочный трансформатор в аппарате для дуговой сварки: применение, характеристики и обслуживание
Известный многим трансформатор для дуговой сварки по своей сути является преобразователем сетевого напряжения. Он увеличивает переменный ток до величины, обеспечивающей условия получения дугового разряда.
Достичь этого удаётся за счёт понижения питающего напряжения до некоторого значения, что по правилу трансформации позволяет во столько же раз увеличить ток в нагрузочной цепочке. В основе действия трансформатора положен закон электромагнитной индукции.

Принцип работы преобразователя
Для лучшего понимания принципа действия устройства желательно детально ознакомиться с особенностями его конструкции, а также с тем, какие типы сварочных трансформаторов чаще всего применяются на практике. Не будет лишним и внимательное изучение возможности самостоятельного изготовления таких агрегатов.
Назначение сварочного трансформатора состоит в понижении сетевого напряжения до 50-60 Вольт, что позволяет получать значительный по величине ток во вторичной обмотке (прядка тысячи ампер).
Реализации этого принципа способствуют конструктивные особенности трансформаторного устройства. Оно состоит из мощного сердечника с размещёнными на нём двумя рабочими обмотками (катушками).
 Имеющиеся на сердечнике катушки электрически изолированы одна от другой, но пронизываются общими силовыми линиями магнитного поля (то есть, связаны за счёт электромагнитного эффекта).
Имеющиеся на сердечнике катушки электрически изолированы одна от другой, но пронизываются общими силовыми линиями магнитного поля (то есть, связаны за счёт электромагнитного эффекта).
При включении трансформатора в сеть в первичной обмотке появляется небольшой по величине ток, формирующий электромагнитное поле, распространяющее своё действие и на вторичную катушку.
Согласно закону сохранения энергии при преобразовании сетевого напряжения мощность тока в катушке с меньшим количеством витков остаётся той же.
По причине того, что во вторичной обмотке сварочного трансформатора действует меньшее по амплитуде переменное напряжение – на выходе удаётся получить больший по величине нагрузочный ток. Следует напомнить, что мощность равна току, умноженному на напряжение.
Способ управления током в нагрузке
Известные виды сварочных трансформаторов классифицируются по мощности преобразовательного устройства, фазности его подключения и способу управления величиной переменного тока в нагрузке. Мощность и фазность относятся к типовым характеристикам электрооборудования и не нуждаются в специальных пояснениях.
Гораздо больший интерес представляет последний показатель, имеющий принципиальное значение для понимания сути происходящих в трансформаторе процессов. Особенностью конструкции трансформатора для сварочного аппарата является возможность изменять величину тока во вторичной цепи, меняя при этом условия проведения сварки.
Различные варианты исполнения вторичных цепей сварочного трансформатора предусматривают возможность регулировки тока в нагрузке следующими способами:
- изменением импеданса (индуктивного сопротивления) нагрузочной цепи;
- переключением цепей вторичной обмотки с изменением задействованного числа витков;
- за счёт использования принципа фазного регулирования, реализуемого с помощью мощных тиристорных переключателей.
Гораздо реже используется подвижная конструкция вторичной обмотки, благодаря которой удаётся управлять величиной магнитного потока.
Вследствие разнообразия вариантов преобразовательных изделий, при выборе в первую очередь ориентируются на тип регулятора тока сварочного трансформатора.
Так, оснащённые тиристорным блоком преобразователи хоть и считаются более совершенными в сравнении с электромеханическими моделями, однако из-за сложности конструкции они могут чаще выходить из строя.
Самостоятельное изготовление
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
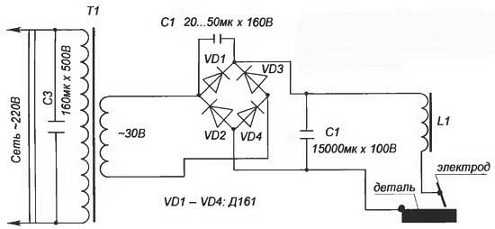
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для сварочного тока, обеспечивающая получение дугового разряда, необходимого для сварки.
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
 В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.
Промышленные образцы
Промышленные образцы трансформаторного оборудования представлены на отечественном рынке изделиями под заводским обозначением ТД и ТДМ. Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.
Данные по потребляемой мощности для этих образцов сварочного оборудования, рассчитанных на работу от сетей 220 и 380 Вольт, колеблются в пределах от 30 до 160 киловатт Ампер.
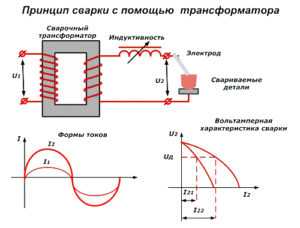
Особого внимания заслуживает и такой показатель эффективности работы трансформаторного устройства как его внешняя характеристика, представляющая собой зависимость действующего на выходе напряжения от нагрузочного тока.
Её крутизной определяется качество и стабильность образующейся при сварке дуги, а также её взаимосвязанность с действующими токовыми показателями.
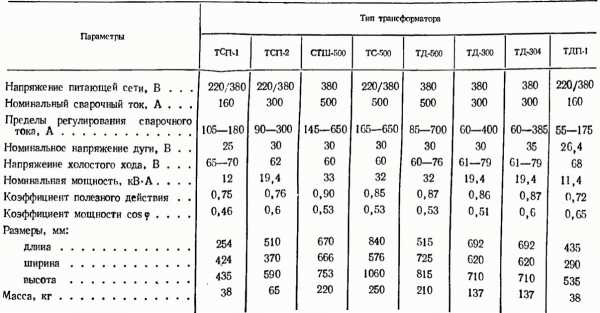
Специалисты по сварке рекомендуют при покупке готового оборудования отдавать предпочтение агрегатам с резко падающей выходной (внешней) характеристикой.
При этом для обеспечения оптимальных условий текущего процесса желательно, чтобы характеристика приобретаемого аппарата имела общие точки с аналогичной зависимостью для сварочной дуги.
Серия промышленных аппаратов ТД относится к исключительно однофазной и многопостовой разновидности агрегатов трансформаторного типа. В большинстве конструкций этого класса предусматривается подвижная вторичная обмотка со специальным регулятором тока.
Современные образцы однофазного оборудования, помимо этого оснащаются специальным электролитическим элементом, предназначенным для компенсации индуктивных потерь в проводах (так называемым «конденсатором мощности»).
Как обслуживать
Трансформатор является самым простым и доступным вариантом преобразовательного оборудования, техническое обслуживание которого в домашних условиях занимает минимум сил и времени.
При работе надо следить, чтобы сварочный ток не превышал предельного значения, а обмотки не перегревались. Обслуживание также заключается в смазке механизма регулировки (это можно делать раз в месяц).
Следует проверять надежность контактов, целостность изоляции, подключение заземления сварочного трансформатора, не допускать его загрязнения. Можно продувать устройство струей сухого воздуха, сметающего пыль.
Если сварочный трансформатор стоит на открытой площадке, то надо защитить его от влаги. Вообще излишняя влажность и механические повреждения могут вывести его из строя. Но это относится к большинству электрического оборудования.
При выполнении основных правил эксплуатации, трансформатор прослужит много лет. С его помощью можно будет выполнить большую часть бытовых работ с достаточно высоким качеством получаемых сварочных соединений.
svaring.com