основные виды, цена и работа с оборудованием
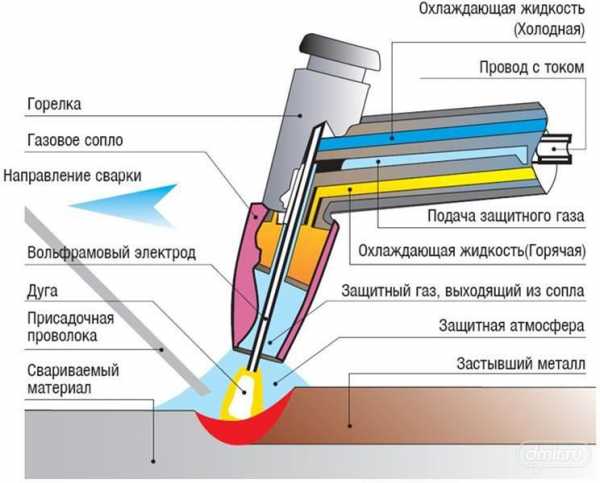
 Дуговая аргоновая сварка подразумевает процесс образования неразъемной связи с помощью дуговой сварки в инертной газовой среде – аргона. Говоря иначе, это комбинация с помощью сварки электричеством и использование газовой сварки. То есть, во время у сварщика есть возможность выбрать или вольфрамовый неплавящийся электрод, или плавящийся.
Дуговая аргоновая сварка подразумевает процесс образования неразъемной связи с помощью дуговой сварки в инертной газовой среде – аргона. Говоря иначе, это комбинация с помощью сварки электричеством и использование газовой сварки. То есть, во время у сварщика есть возможность выбрать или вольфрамовый неплавящийся электрод, или плавящийся.
Оборудование для дуговой аргоновой сварки
Учитывая уровень механизации, эту сварку можно условно разделить на такие виды:
- Автоматизированная. В данном варианте и перемещение горелки, и подачу проволоки делает машина, которая на дистанции управляется оператором. Также бывают роботизированные сварочные устройства, которые не требуют наличия оператора;
- Ручная. Перемещение горелки и подачу сварочной проволоки делает непосредственно в ручном режиме сварщик. Эти работы происходят с использование вольфрамового электрода, который не подвергается плавлению;
Сварочное оборудование можно поделить на специализированное, специальное и универсальное. В последнем случае сварочные устройства аргонодуговой сварки изготавливаются промышленностью серийно и, из-за относительно низкой цены, являются наиболее востребованными. Чаще всего аргонная сварка происходит в условиях промышленности на специально оборудованных рабочих местах, которые также еще называются «сварочными постами». Аппарат аргонодуговой сварки с использованием неплавящегося электрода из вольфрама в среде аргона оборудован такими обязательными элементами:
- Устройство, стабилизирующее дугу переменного тока либо ее активацию;
- Устройство регулировки, которое предназначено для работы с током;
- Источник тока для сварочных работ – переменный или постоянный;
- Устройство для управления циклом сварки и его защитой;
- Горелка или набор горелок, которые используются для сварочных работ с различными напряжениями.
Для того чтобы сделать выше производительность, увеличить диапазон толщины свариваемых деталей, получить неразъемные крепежи соединений, разработчики создали несколько новых способов аргонной сварки, и они уже успешно внедрились за последние пару лет.
Основной из них – это использование пульсирующего тока. Во время того, когда импульс тока попадает на изделие – он плавится, кристаллизуясь при промежутках в паузе. Дуга перемещается или пошагово, или с точной скоростью, синхронизированной с импульсами тока сварочного аппарата. При этом способе обеспечивается качественно проплавление в любых положениях и слабая чувствительность к небольшим погрешностям, которые были допущены во время сборки. Уменьшение поступления напряжения не позволяет изделию перегреться, этим самым понижается вероятность деформации.
Также довольно популярен вариант, когда применяется
Инверторные аппараты для сварки
 Инверторный аппарат для сварочных работ – это самое востребованное оборудование для аргонной сварки, которое используют не только в промышленных целях, но также и в домашних условиях. Он великолепно подойдет для тех, кто пытается узнать, как правильно научиться варить аргоном, выбор этого аппарата для аргоновой сварки будет наиболее оптимальным решением, так как разобраться с принципом его действия сможет даже начинающий в области сварочных работ.
Инверторный аппарат для сварочных работ – это самое востребованное оборудование для аргонной сварки, которое используют не только в промышленных целях, но также и в домашних условиях. Он великолепно подойдет для тех, кто пытается узнать, как правильно научиться варить аргоном, выбор этого аппарата для аргоновой сварки будет наиболее оптимальным решением, так как разобраться с принципом его действия сможет даже начинающий в области сварочных работ.
В цену аппарата для аргонной сварки включена инструкция, которая полностью описывает азы сварки и сможет помочь новичкам познакомиться с основами работ.
Инверторный аппарат для сварки аргоном имеет значительное преимущество. Для начала, это хорошее качество сварного шва, что дает возможность использовать данный аппарат для ремонта автомашин (коробки передач, узлов двигателя, различных деталей кузова). Небольшие габариты позволяют носить этот аппарат с собой. Он прост в работе – вначале процесса необходимо уложить присадочную проволоку и включить сварочное устройство. Подача аргона и проволоки включается в автоматическом режиме. Чаще всего эти современные аппараты оборудованы некоторыми полезными функциями. К примеру, стабилизация дуги, модуляция сварочного тока, ускоренный поджог.
Горелка с вольфрамовым электродом для аргоновой сварки
 Как правило, метод аргонодуговой сварки с помощью неплавящегося электрода применяется для соединений конструкций и изделий, в составе которых есть химически активный металл и его сплавы:
Как правило, метод аргонодуговой сварки с помощью неплавящегося электрода применяется для соединений конструкций и изделий, в составе которых есть химически активный металл и его сплавы:
За счет постоянного тока и прямой полярности тепло эффективно расходится полностью по дуге. А это обеспечивает качественный шов на изделии и продолжительное время работы вольфрамового электрода. Такой режим сварки применяют для большинства сплавов из нержавейки. Если речь идет о сварке алюминиевых изделий, то применяют переменный ток. Во время сварки в момент прямой полярности основное изделие начинает быстро расплавляться, а во время обратной образуется катодное распыление поверхности тугоплавкой пленки оксида. Данная пленка препятствует сварке аппарата. Если в нержавейке находятся в составе алюминиевые примеси, то для нее также используют сварку с переменным током.
Сварка с неплавящимся катодом подразумевает наличие таких источников тока, которые бы удовлетворяли высоким требованиям по стабильной работе агрегата при агрессивных условиях. Также источник тока обязан быть наделен большим диапазоном регулировки. Так как в конце работы ток нужно понизить в несколько раз от изначального режима. Иначе в металле может появиться сварочный «кратер».
Способ с неплавящимся электродом обеспечивает долговечные и качественные швы, поддерживает необходимую глубину проплава металла. Этот нюанс важен при работе с тонким металлом, когда доступ аппарата только односторонний. Данный способ широко используется для неповоротных соединений труб и называется – орбитальным.
Если горелка используется с плавящим электродом, то дуга подается непосредственно между металлом и окончанием проволоки. У этого способа тоже есть свои основные преимущества:
- С помощью регулирования состава газа и проволоки можно изменять характеристики шва;
- Узкая сварочная зона – есть возможность варить мелкие детали;
- Большие возможности для организации автоматического процесса, что значительно повышает производительность сваривания изделий.
Аргонная сварка в домашних условиях
Затем, когда вы купили для работы аргонодуговой трансформаторный инвертор или сварочный аппарат для сварки аргоном, то вам для полного комплекта также нужно иметь: клапан газа, баллон с аргоном, редуктор, горелку, сварочную маску. Существуют обязательные правила, которые обязан выполнять любой человек, который взялся за сварочный процесс с помощью аргона.
Правила при сварке аргоном
Если вы хотите установить неплавящийся электрод, то его необходимо удерживать максимально близко к поверхности свариваемой конструкции или детали. Это даст возможность сделать небольшую дугу. Увеличение размера дуги поспособствует повышению ширины шва и уменьшению глубины провала. Это существенно снижает уровень качества соединения. Во время аргонодуговой сварки нужно делать лишь одно передвижение по оси шва, не создавая перпендикулярных движений по шву. Это создает надежное и эстетичное соединение, что качественно отличает этот способ от соединения изделий покрытыми электродами.
Вам необходимо все время следить, чтобы электроды и присадочная проволока не выходили из зоны защиты газа. Проволоку надо плавно подавать, чтобы не допустить разбрызгивание металла. Во время использования электрода из вольфрама необходимо передвигать проволоку вперед горелки, дабы обеспечилось образование эстетичного и надежного шва. После основного процесса работ, заварка кратера происходит с пониженным напряжением, а процесс сварки не должен быть закончен обрывом дуги. Аргонный газ заканчивают подавать лишь через 15 секунд после завершения сварочного процесса. Прежде чем начать работу с аппаратом, плоскость свариваемых изделий необходимо очистить от грязи с помощью жироочистителей.
TIG-сварка
 Кроме дуговой сварки, есть еще и так называемая TIG. Для этого применяются те же аппараты. TIG – это оборудование для сварки вручную, которым происходит крепление материала неплавящимися электродами из вольфрама защищенной в среде газа – аргона. Способ TIG на постоянном потоке тока применяют для стали.
Кроме дуговой сварки, есть еще и так называемая TIG. Для этого применяются те же аппараты. TIG – это оборудование для сварки вручную, которым происходит крепление материала неплавящимися электродами из вольфрама защищенной в среде газа – аргона. Способ TIG на постоянном потоке тока применяют для стали.
Способ TIG на переменном токе – для алюминиевых сплавов. У TIG технологии существуют свои основные преимущества и недостатки. Например, сварочный способ TIG образует аккуратный шов, характеристики дуги проще управляются, при работе отсутствуют брызги. Из недостатков TIG можно выделить наличие громоздкого и тяжелого баллона и низкую производительность.
Варить аргонодуговой сваркой – это довольно кропотливая работа, которая не допускает суету и халатное отношение во время процесса. Потому и цена на оборудование и работу сварщиков, которые являются мастерами в области аргонно-дуговой сварки, относительно высокая. Но процесс не так уж и сложен, вы сможете научиться аргонной сварке и в домашних условиях, все, что вам необходимо – это грамотный самоучитель и нужное оборудование.
Оцените статью: Поделитесь с друзьями!stanok.guru
Сварочный инвертор с функцией аргонодуговой сварки
Под дуговой аргоновой сваркой предполагается процесс формирования неразъемной связи с применением в газовой инертной среде (аргон) дуговой сварки. То есть это комбинирование электро- и газосварки. У сварщика существует возможность выбора для сварочного инвертора с аргоном плавящихся или неплавящихся вольфрамовых электродов.
Оборудование, применяемое для аргоновой дуговой сварки
Сварка может быть:
- Ручная. В данном случае подача проволоки для сварки, передвижение горелки производится сварщиком вручную.
- Механизированная. Сварщик при работе удерживает и передвигает только горелку, проволока подается механизированным вариантом.
- Автоматизированная. Работы осуществляются автоматически под управлением оператора, то есть подачу проволоки, передвижение горелки производит специальный агрегат. Аппарат аргонодуговой сварки может управляться роботами, что исключает присутствие оператора при выполнении работ.
Аппарат аргонной сварки серийного производства является наиболее популярным. Дуговая аргоновая сварка чаще всего используется на производствах, где для выполнения работ оборудуются специальные участки – сварочные посты.
Составляющие компоненты сварочного агрегата для выполнения аргоновой дуговой сварки с применением вольфрамового электрода.
- Источник электропитания.
- Комплект горелок, каждая из которых предназначена для различных токов.
- Специальный прибор, который отвечает за первоначальное возбуждение дуги.
- Оборудование управления сварочным циклом, одновременно обеспечивающее его защиту.
- Оборудование для компенсации, регулировки тока.
Современные методики аргоновой сварки

- Сварочные работы выполняются пульсирующим током. В период токового импульса расплавляется металл, затем в период паузы происходит его кристаллизация. Перемещение дуги может происходить с постоянной скоростью, пошагово (при этом каждый шаг соответствует импульсному движению тока). При такой работе достаточно эффективно происходит проплавление в любых пространственных положениях. Поступление тока периодически снижается, в результате чего перегрев металла не допускается, снижается деформация.
- Применение подогрева присадочной проволоки для аргонной сварки значительно повышает производительность.
- Применение одновременно нескольких электродов предоставляет возможность получать без подреза сварочные швы.
Преимущества применения дуговой аргоновой сварки
Оборудование для проведения аргонно дуговой сварки бывает нескольких типов. Наиболее востребованными являются универсальные агрегаты, наряду с которыми применяются специализированные установки.
Универсальные инверторы с функцией аргоновой сварки запущены в серийное производство. Аргоновые сварочные работы чаще всего выполняются на производствах в специально обустроенных «сварочных постах». В данном случае специализированные установки включают следующие обязательные компоненты:
- Непосредственного поступление тока.
- Регулировочный прибор, который взаимодействует с током.
- Комплект горелок, каждая из которых используется для работы с разными напряжениями.
- Оборудование защиты, предназначенное для регулирования сварочного цикла.
- Стабилизирующий автоматический агрегат, обеспечивающий возбуждение токовой дуги.
Огромным спросом для выполнения сварочных работ в аргоновой среде пользуется сварочный инвертор с аргоном, который можно использовать не только на производстве, но и в домашних условиях. Агрегат для выполнения аргоновой дуговой сварки достаточно прост в эксплуатации, поэтому идеально подойдет для новичков. К оборудованию прилагается пошаговая инструкция по выполнению работ.
Основные преимущества оборудования инверторного типа
- Небольшие габариты инверторных аппаратов. Это позволяет сварщику самостоятельно перемещать оборудование на необходимый участок работы без особого труда.
- Простота, удобство применения. Перед началом выполнения сварочных работ осуществляется укладка присадочной проволоки, далее производится запуск агрегата, аргон подается автоматически.
- Качество сварных швов, которые получаются аккуратными и довольно тонкими. Это позволяет использовать аргонный сварочный аппарат в автомастерских при выполнении высокоточных работ.
- Экономичность в плане потребления электрической энергии.
- Запал дуги можно производить двумя способами: контактным, бесконтактным.
- Оборудование для дуговой аргоновой сварки можно использовать для тонкостенных изделий.
- Благодаря автоматическим стабилизаторам тока работы выполняются без перебоев.
- Высокая производительность продолжительный период эксплуатации.
- Оборудование аргонодугового типа дополнительно оснащено системой охлаждения и вентиляции, оператор сварочного агрегата защищен от пыли и стружки, образующейся в процессе выполнения работ.
Также аппараты с функцией аргонодуговой сварки оборудованы специальными защитными приборами от перенапряжения, к ним можно дополнительно подсоединять при необходимости передвижную электроустановку.
Правила выполнения сварочных работ
Организация рабочего места
- электрические розетки, предназначенные для подключения оборудования должны быть достаточно надежны, иметь качественные контакты;
- кабель самого сварочного агрегата перед началом работы обязательно должен быть расправлен, не должно быть перегибов, не должен перегораживать подход к оборудованию и источнику электропитания;
- все контакты обязательно проверяются на надежность.
Подготовка свариваемого материала
Выполняется тщательная зачистка поверхности от всевозможных загрязнений, ее обезжиривание и просушка, так как от этого впоследствии будет зависеть качество получаемого сварочного шва.
Обеспечение минимальной дуги
Главный нюанс при использовании неплавящихся вольфрамовых электродов для аргонодуговой сварки – это обеспечение минимальной дуги. Этого можно достичь при максимально близком расположении электрода к поверхности свариваемого изделия, плавном его перемещении вдоль шва только в одном направлении (недопустимы при этом передвижения электрода в поперечных направлениях). Выполнение подобных требований может гарантировать только довольно опытный сварщик.
Контроль за моментами
От сварщика также требуется постоянный контроль в процессе работы за следующими моментами:
- присадочная проволока, электрод должны находиться всегда в зоне аргоновой защиты;
- проволока должна подаваться беспрерывно;
- сварочный процесс не должен прерываться обрывом дуги;
- при завершении сварочного шва необходимо понижать напряжение;
- подача аргона прекращается только после окончания процесса сварки.
Вывод
Выполнение сварочных работ с применением аргоновой дуговой сварки – это очень кропотливая процедура, которая не допускает в работе суеты и халатности. Поэтому и стоимость услуг профессионального сварщика соответствующая. Но подобные работы не являются настолько сложными, чтобы их нельзя было освоить самостоятельно. Для этого просто нужно приобрести сварочный аппарат аргон и толковый самоучитель.
electrod.biz
Обзор линейки сварочных аппаратов «Дуга»
Популярные сварочные выпрямители ДУГА выпускает ЗАО «Электроприбор». Основу выпускаемой этой компанией продукции составляет электросварочная техника, созданная на базе собственных изобретений. Технические решения, воплощенные в изготавливаемой продукции, позволили, с одной стороны, существенно расширить возможности электросварки, с другой — производить аппараты, работающие с минимальными потерями электроэнергии. Благодаря этому обеспечивается значительное сокращение расходов таких дорогих материалов, как медь, алюминий, электротехническая сталь. В итоге, значительно снижается цена аппарата, и повышаются эксплуатационные возможности изделия в целом.
Вся продукция ЗАО «Электроприбор» сертифицирована ГОССТАНДАРТОМ РФ №РОСС RU.АЯ04.В01314. По многочисленным отзывам ведущих специалистов, аппараты ДУГА признаются техникой нового поколения. Это объективно подтверждаются постоянно растущим спросом, как в России, так и за рубежом, расширяющейся сбытовой и сервисной сетью.
Небольшой вес и габариты аппаратов ДУГА, их экономичность при достаточной мощности и высоком качестве сварных швов, неоднократно отмечались профессионалами во время проведения сварочных работ на сложных объектах (необходимость частых и, особенно, вертикальных перемещений аппарата, ограничение электрической мощности сети, стесненность условий работы и т.д.). Сварочные выпрямители ДУГА использовались на восстановлении Останкинской Телебашни, реконструкции Кремля и Дома Правительства, строительстве мемориала Победы на Поклонной Горе и Храма Христа Спасителя, ремонте офисов ЦБ РФ.
Благодаря тому, что эти аппараты во время работы не создают сколько-нибудь заметных помех в электрической сети, ими производятся сварочные работы в одном помещении с работающими компьютерами, не вызывая сбоев в их работе. Это особенно важно при работе в банках и других аналогичных учреждениях с особым режимом функционирования.
На сегодняшний день производится три категории электросварочных выпрямителей ДУГА.
- К первой категории отнесены аппараты, предназначенные для достижения приемлемого качества сварочных соединений даже теми, кто не владеет профессиональными навыками электросварщика. В большинстве случаев, оказывается достаточным элементарное представление о приемах выполнения сварочных работ. Высокое энергосбережение, возможность работы от простой осветительной сети 220В, мобильность, малый вес и габариты, длительная непрерывная работа, а — главное — низкая цена и высокая надежность — отличительные особенности модели ДУГА 318 МА.
| Напряжение питающей сети | 220 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 170 А |
| Пределы регулирования тока | 30-160 А |
| Номинальный режим работы (ПН) | 60% |
| Число ступеней регулировки | 12 |
| Потребляемая мощность из сети | 4,5 кВА |
| Габаритные размеры не более, мм | 400х200х360 |
| Масса, не более | 25 кг |
Сварочный аппарат постоянного тока ДУГА 318 МА предназначен для ручной дуговой сварки различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется главным образом в не больших мастерских и для бытовых целей. По заказу также изготовляется модификация этого аппарата — ДУГА 318 МАЕ используемая для сетей 220-240В.
- Ко второй категории относятся универсальные аппараты ДУГА с индексом 318 М1, которые предназначены для качественной ручной дуговой электросварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности, штучными электродами всех видов, а также, для сварочных работ в среде защитных газов. Их можно использовать в производственных цехах, полевых условиях, передвижных мастерских, для строительно-монтажных работ, коммунальном хозяйстве и т.п. Они удачно сочетают в себе: высокое энергосбережение, мобильность, длительный режим непрерывной работы, надежность. Кроме того, выгодно отличается от аналогов низкой ценой. В этой серии выпускаются следующие модификации аппаратов: ДУГА 318 М1 220В, ДУГА 318 М1 380В, и самая популярная универсальная модель ДУГА 318 М1 220/380В.

| Напряжение питающей сети | 220/380 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 300 А |
| Пределы регулирования тока | 50-300 А |
| Номинальный режим работы (ПН) | 60% |
| Число ступеней регулировки | 12 |
| Потребляемая мощность из сети | 8,3 кВА |
| Габаритные размеры не более, мм | 400х280х360 |
| Масса, не более | 43 кг |
Сварочный выпрямитель ДУГА — 318 М1 предназначен для ручной дуговой сварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется во всех сферах деятельности.
- К третьей категории относятся аппараты, предназначенные для выполнения наиболее ответственных работ в строительстве, машиностроении, на газо- и нефтепроводах, особенно там, где высокое качество швов должно проверяться рентгеном. Отличается практически отсутствием разбрызгивания металла при сварке. Сюда относятся модели ДУГА 338М, ДУГА 318М-ПРОФ и двухпостовой источник ДУГА 408, которая содержит автоматический регулятор крутизны сварочной характеристики, а также источники питания для полуавтоматов (модели с индексами ИП. Поставляются под заказ). Низкая цена, также является их характерной особенностью.

| Напряжение питающей сети | 220/380 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 300 А |
| Пределы регулирования тока | 50-300 А |
| Номинальный режим работы (ПН) | 60% |
| Число ступеней регулировки | 12 |
| Потребляемая мощность из сети | 8,3 кВА |
| Габаритные размеры не более, мм | 470х280х500 |
| Масса, не более | 44 кг |
Сварочный аппарат постоянного тока ДУГА 318М1Проф предназначен для ручной дуговой сварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется для ответственных конструкций.
| Напряжение питающей сети | 380 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 520 А |
| Пределы регулирования тока | 2х(5-260) А |
| Номинальный режим работы (ПН) | 60% |
| Число сварочных постов | 2 |
| Потребляемая мощность из сети | 35 кВА |
| Габаритные размеры не более, мм | 400х300х620 |
| Масса, не более | 80 кг |
Сварочный аппарат постоянного тока ДУГА 408 2х-постовой предназначен для ручной дуговой сварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется для одновременной работы двух сварочных постах.
Сравнение технических характеристик выпрямителя ДУГА 318 М1 с наиболее известными аппаратами других производителей:
| Аппарат | ВД — 306 | ВДУ — 305 | Dallex G-250 | ESAB LHF 250 | Дуга 318М1 |
| (Россия) | (Россия) | (Германия) | (Швеция) | (Россия) | |
| Потребл. мощность, кВт | 21 | 23 | 20 | 14 | 8,3 |
| Сварочный ток, А | 315 | 315 | 250 | 250 | 300 |
| Экономичность* | 15 | 13,7 | 12,5 | 17,86 | 36,14 |
| Габаритные размеры, мм | 785х780х795 | 975х634х760 | 630х430х500 | 1310х765х705 | 400х280х360 |
| Вес, кг | 164 | 230 | 98 | 195 | 42 |
evrotek.spb.ru
Аппарат сварочный электродуговой сварки
Главные принципы электродуговой сварки
Электродуговая сварка — один из самых распространенных в быту, мелкосерийном производстве и промышленности видов сварки. Ее также можно назвать дуговой сваркой плавлением. Каждому начинающему сварщику полезно знать основы дуговой сварки — принцип ее действия, условия, которые необходимы для возникновения высокотемпературной дуги, виды сварочных аппаратов для бытового применения, и некоторые отдельные параметры и особенности процесса.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя. Вот на нем стоит остановиться внимание.

Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2. Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле. В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока. Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Области сварочной дуги
Дуга замыкает цепь между электродом и массой. С точки зрения теории сварного дела, в сварочной дуге выделяют несколько областей:
- катодную;
- анодную;
- приэлектродную.
 Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс». Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс». Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Электродуговые установки постоянного тока имеют фиксированные анод и катод. В аппаратах переменного тока анод с катодом постоянно меняются местами. Это вызывает нестабильность сварочной дуги, сильное разбрызгивание металла и другие неприятные факторы, а кроме того, не позволяет производить сварку определенных металлов, для которых требуется особая техника.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током. Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов. Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Электроды и защитные газы
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления. Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Существует много разновидностей металлических и неметаллических электродов для электродуговой сварки, в том числе угольных и графитовых. Каждый из них подбирается под конкретный металл и способ сварки. Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка. Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
Как научиться
 Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Требования госстандартов
На электродуговую, как и на многие сварки плавлением, существуют свои ГОСТы, которые обязательны к выполнению на любом производстве. Они описывают классификацию сварки металлов, методы оценки качества, специфику применяемых присадок и флюсов, и многое другое. В частности, ГОСТ 11533-75 описывает автоматическую и полуавтоматическую дуговую сварку под флюсом, ГОСТ 14771-76 — дуговую сварку в защитных газах. Сварщики, работающие на предприятии, обязаны знать требования госстандартов минимум в своей конкретной области.
Похожие статьи
svaring.com
Ручная дуговая сварка MMA
Ручная электродуговая сварка штучными электродами различных металлов. Покрытие электрода образует газовую атмосферу, которая препятствует взаимодействию места сварки с воздухом.
Ручная дуговая сварка MMA применяется для обработки, черных и легированных металлов. Предназначенное для этого метода оборудование имеет небольшие размеры, может использоваться для работ на высоте и очень удобно в эксплуатации (справится и профессионал, и новичок).
Ручная электродуговая сварка — принцип работы
Как любая другая, дуговая mma-сварка подразумевает соединение металлических заготовок с помощью тепловой энергии, возникающей в результате горения электродуги. Такой метод получил еще название сварка покрытыми электродами, так как они имеют специальную обмазку. При замыкании электрической цепи аппарат дуговой сварки подает ток на электрод, его покрытие начинает плавиться, образуя вокруг рабочей зоны газовое облако, блокируя попадание воздуха в сварочную ванну.
Различают установки для ручной дуговой сварки переменного тока и постоянного. К первым относят трансформаторы, которые преобразуют сетевой ток в переменный нужного напряжения. Как правило, электродуговая сварка переменного тока используется для углеродистых сталей. Для обработки нержавеющей стали нужна электрическая сварка на постоянном токе, для чего может использоваться различное оборудование MMA-сварки: выпрямитель или инверторный аппарат.
Виды дуговой сварки MMA
Оборудование для электродуговой сварки металлов подразделяется на следующие виды:
- инверторы — такие электродуговые установки обладают высокой мощностью при малом весе;
- трансформаторы — классическое средство дуговой сварки, обладает низкой ценой и высокой эффективностью;
- выпрямители — преобразуют переменный ток в постоянный, позволяющий получить более качественный шов.
Преимущества и недостатки метода
Как известно, электродуговая сварка является наиболее популярным методом. Она находит применение и в профессиональной сфере, и в быту. Строительство, производство, ремонтные и монтажные работы – далеко не все сферы ее использования. Это обусловлено неоспоримыми достоинствами метода.
- Универсальность заключается в том, что работа выполняется во всех пространственных положениях, расширяя сферу применения. Можно выполнять вертикальные, угловые, стыковые швы, работать с тонколистовыми металлами.
- Удобство обеспечивается тем, что дуговая сварка позволяет сваривать материалы даже в стесненных условиях, труднодоступных местах и на высоте. Многие аппараты мобильны, поэтому сварщик может быстро перемещаться по рабочей площадке.
- Работа с любыми металлами открывает широкие возможности для электродуговой сварки. Метод подходит для различных видов сталей, цветных металлов, чугуна. Важно правильно подбирать электроды и выставлять силу тока на аппарате.
- Устойчивость к погодным условиям дает возможность работать на улице в любое время года и практически при любой погоде (за исключением дождя и снега). Влажность влияет на качество сварки, но проблема решается просушкой электродов.
- Простота метода позволяет легко освоить процесс даже новичку. Кроме того, ручная дуговая сварка не требует большого количества приспособлений, как, например, газосварка.
При всех своих преимуществах метод имеет некоторые недостатки. Такая сварка вредна для человека – опасности подвергаются зрение и дыхательные пути. Качество шва во многом зависит от опыта сварщика. К тому же процесс дуговой сварки не удается сделать высокопроизводительным, как, например, это происходит при работе полуавтоматом.
Рекомендации по выбору оборудования
Чем большее значение тока имеет аппарат, тем большего диаметра электроды можно применять, следовательно, тем большие по толщине металлические детали можно сваривать. К примеру, на расплавление 1 мм электрода приходится около 30-40 А. Если ручная дуговая сварка ведется покрытыми электродами диаметром в 4 мм, то подойдет аппарат на 120 — 160А, при диаметре до 8 мм требуется установка для дуговой сварки с максимальным значением тока в 320 — 400 А.
Подробнее ознакомиться с характеристиками, видами и ценами на электро-дуговую сварку можно на нашем сайте в карточках товаров. Если вы не знаете какой лучше выбрать аппарат для сварки тех или иных металлов — обратитесь за помощью к специалистам по бесплатному телефону 8-800-333-83-28.
www.vseinstrumenti.ru
Как правильно варить сваркой, если вы – не профи
Современный рынок бытовой сварочной аппаратуры чрезвычайно разнообразен. Еще двадцать-двадцать пять лет назад пределом мечтаний домашнего умельца был стокилограммовый ТСК-500 либо «самопальный» трансформатор, при подключении которых мигал свет во всем подъезде многоэтажки.
Особых знаний, как правильно варить сваркой, от предприимчивых «сварных», как в обиходе называют приглашенных со стороны мастеров-сварщиков, не требовали. Все решал накопленный практический опыт и подсказки наставника.
Благодаря появлению новых разработок сварочной аппаратуры домашнему Самоделкину стали доступны различные модели бытовых сварочных аппаратов, которые помогают ему собственноручно проводить сварочные работы для собственных нужд, не нанимая аттестованных профи.
Физический принцип ручной дуговой электросварки
Наиболее популярным способом получения неразъемных соединений металлов является дуговая сварка, относящаяся к высокотемпературным процессам. Максимально высокая температура, достигающая свыше 5 тысяч градусов в зоне дугового разряда, расплавляет большинство металлов, что является условием создания неразъемного сварного соединения.
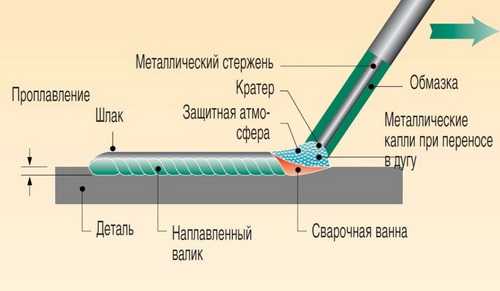
Покажем (см. рисунок) условную схему дуговой сварки электродом, представляющим собой металлический стержень с покрытием, называемом обмазкой. Дуга зажигается между основным металлом и стержнем электрода при прохождении по электроду электрического тока. Под температурным воздействием дуги одновременно плавятся и металл, и электрод. Образуется своеобразная сварочная ванна, в которой перемешаны основной металл и металл электрода. Размеры сварочной ванны зависят от следующих факторов:
- Выбранный режим сварки;
- Пространственное положение металлов;
- Форма и размеры подготовленной кромки;
- Скорость перемещения электрода.
Усредненные размеры сварочной ванны составляют:
- Длина – от 10 до 30 мм;
- Ширина – от 8 до 15 мм;
- Глубина – в пределах 6 мм.
При постепенном удалении дуги начинается кристаллизация металлического расплавленного содержимого сварочной ванны (металл шва на рисунке). В результате образуется сварной шов, который объединяет свариваемые металлические изделия. В процессе дуговой сварки активно участвует обмазка электрода. При ее расплавлении образуется особая газовая зона над сварочной ванной, создающая защитную атмосферу за счет вытеснения воздуха и препятствия окисления расплавленного металла кислородом.
При этом на поверхности шва откладываются шлаковые образования, также препятствующие окислению металла шва. При чистовой подготовке сварного изделия к сдаче заказчику шлаки удаляются ударным способом или зачисткой.
Все технологические операции, к которым относятся:
- Зажигание дуги;
- Поддержание ее длины;
- Перемещение вдоль линии сварного шва, выполняются вручную без использования механизмов. Поэтому такой вид сварки называют ручной дуговой сваркой.
Новичкам, приступившим к самостоятельному изучению, как научиться варить сваркой, приходится много практиковаться, чтобы горение дуги было стабильным. Для этого необходимо научиться контролировать и соблюдать оптимальный дуговой промежуток, поскольку в процессе сварки электрод укорачивается из-за расхода при расплавлении. Правильный качественный электросварной шов будет создан только при стабильном дуговом промежутке, а этого удается достичь при постоянном опускании электрода, не допуская его залипания.
Техническое обеспечение дуговой электросварки
 Для технической реализации дуговой электросварки необходимы:
Для технической реализации дуговой электросварки необходимы:
- сварочный аппарат, обеспечивающий регулируемым током электроды для создания и поддержания электродуги требуемых параметров;
- электроды, которые необходимы расплавления основного металла, создания сварочной ванны и защиты ее путем образования газовой зоны, препятствующей окислению сварочной ванны;
- Электрододержатели, удерживающие раскаленный электрод в зоне дуги;
- Комплекты проводов, служащие для коммутации сварочного аппарата с сетевым питанием, электрододержателем и для заземления;
- Щиток электросварщика, оснащенный светофильтрами для защиты глаз от ожога и позволяющий визуально контролировать процесс дугового расплавления.
Сварочные аппараты для дуговой сварки
В зависимости от вида сварочного аппарата электрод обеспечивается регулируемым переменным или постоянным током.
Функционирование сварочных аппаратов происходит путем чередования трех режимов:
- Холостого хода;
- Работы под нагрузкой;
- Короткого замыкания.
Поэтому независимо от видов сварочных аппаратов для ручной дуговой сварки и их технических характеристик, к ним предъявляется несколько основополагающих требований:
- На вторичной обмотке трансформатора напряжение холостого хода должно быть достаточным для повторного периодического возбуждения дуги и последующего поддержания ее устойчивого горения при сварке на тех параметрах сварочного тока, которые выдает трансформатор;
- Напряжение холостого хода не должно превышать 80-90 В в целях безопасной эксплуатации;
- Способность выдерживать без перегрева и повреждений возбуждающей обмотки короткие замыкания;
- Обеспечивать плавную регулировку в широком диапазоне силу сварочного тока.
Для бытового применения считается достаточным сварочный аппарат, имеющий максимальную силу тока 160 Ампер.
Так как научится правильно варить сваркой можно только, понимая основы работы сварочных аппаратов, приведем краткие сведения об основных модификациях, предлагаемых на рынке бытовой сварочной аппаратуры.
Сварочные аппараты для сварки металлов методов электродуговой сварки подразделяют на три вида:
- Сварочные трансформаторы;
- Сварочные выпрямители;
- Сварочные аппараты-инверторы.
Сварочные трансформаторы
Принцип работы сварочного трансформатора – понижение сетевого напряжения до оптимального с использованием регулировки выдаваемого переменного тока.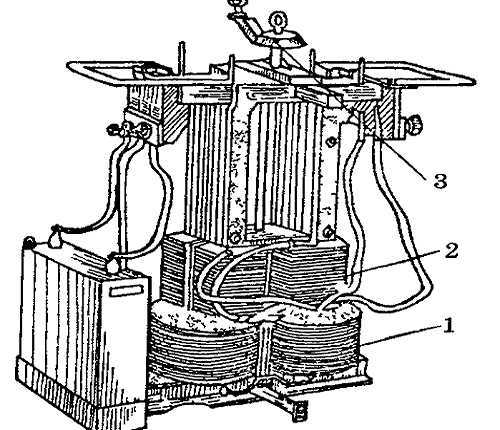
Для трансформатора ТСК-500 с подвижными катушками (см. рисунок) регулировка осуществляется путем изменения расстояния между первичной неподвижной обмоткой (поз.1) и вторичной подвижной (поз. 2) обмоткой. Рабочий ход подвижной обмотке сообщается вращением рукоятки (поз. 3) через ходовой винт. Сила тока возрастает при сближении трансформаторных обмоток и аналогично снижается при их раздвижении.
Эргономические требования нашего времени видоизменили классические очертания современных сварочных трансформаторов в пользу компактности и удобства пользования.
Сварочные выпрямители
Выпрямители преобразуют переменный ток в постоянный путем выпрямления сетевого напряжения.
В структуру сварочных выпрямителей входят:
- понижающий трансформатор;
- диодный выпрямитель;
- система регулировки защиты;
- система пуска.
На практике, если сравнивать, как варить сваркой с применением трансформатора или выпрямителя, отмечается более высокое качество швов при работе с выпрямителем. На качестве благоприятно сказываются стабильные характеристики тока и дуги.
Для работы выпрямителя требуется высокое напряжение, что ухудшает показатели сетевого напряжения при его функционировании (так называемая «просадка» напряжения).
Сварочные аппараты-инверторы
Эти компактные «сварочники» работают по принципу преобразования переменного напряжения на высоких частотах свыше 500 Гц. Работа их максимально стабильная, у сварщика есть возможность работать в достаточно широком диапазоне сварочного тока. Инверторы набирают популярность благодаря возможности работать в частном секторе от сети 220 В, не понижая ее параметры.
Заключение
Не следует бояться самостоятельной сварки, ведь каждый мастер тоже когда-то был новичком. Гарантия хорошего шва – качественное проплавление кромок свариваемых деталей, а этого можно добиться только постепенным практическим упражнением по системе «от простого – к сложному».
Электродуговая ручная сварка, как никакой другой технологический процесс, изобилует многочисленными требованиями по технике безопасности, игнорировать которые недопустимо.
stroitel5.ru
Электродуговая сварка, как правильно выбрать сварочный аппарат, виды аппаратов электродуговой сварки

В арсенале любого рачительного хозяина, найдется множество устройств и инструментов, предназначенных для самостоятельного выполнения работ различного вида. Среди них имеются и бензопила, и электролобзик и, конечно же, сварочный аппарат, без которого чрезвычайно трудно обойтись для соединении деталей при монтаже металлических частей какой-либо конструкции. Выбирают аппарат для сварки, исходя из мощности, удобства использования и конкретной цели назначения (профессиональные сварочные работы или использование в домашнихусловиях).
Содержание
- Виды сварочных аппаратов видео
- Сварочный выпрямитель
- Сварочный трансформатор
- Инвертор
- Технология электродуговой сварки видео
- Как выбрать электроды для электродуговой сварки
Виды сварочных аппаратов
Прежде всего, следует отметить, что абсолютно все устройства для сварки, имеют практически одинаковый принцип работы — они сваривают/плавят металл с помощью переменного либо постоянного тока. Различают лишь источники питания и преобразования сварочного тока для агрегата и расходные материалы, которые используются в процессе сварки. Классифицировать аппараты по источнику тока можно на:
- Выпрямители сварочные
- Трансформаторы сварочные
- Инверторы
Сварочный выпрямитель
Аппарат, который преобразует переменный ток в постоянный, называется выпрямителем. Это довольно сложное и громоздкое устройство, которое, тем не менее, позволяет накладывать очень качественный, практически ювелирный шов. Качества удается добиться из-за того, что выпрямитель обеспечивает стабильность сварочного тока, что позволяет без проблем держать электрическую дугу.

Основным недостатком этого агрегата, является его большой вес, который не позволяет перемещать аппарат в нужное место и непомерное потребление электроэнергии. К тому же работа на этом устройстве требует специальных знаний и навыков.
Сварочный трансформатор
До недавнего времени считался одним из самых долговечных и традиционных видов сварочныхагрегатов. Это устройство наоборот преобразует постоянный ток в переменный, понижая сетевое напряжение, до необходимого — сварочного. Происходит это за счет наличия трансформаторного узла. Электродуговая сварка на этом аппарате, требует наличия специальных электродов для переменного тока и необходимых навыков. Без знания принципа работы этого устройства, умения накладывать сварочные швы и держать электрическую дугу, вряд ли удастся сварить хоть что-нибудь качественно.

Основной плюс трансформатора – необыкновенная долговечность и довольно невысокая стоимость.
Минус — неподъемный вес и потребность в специальных электродах, которых зачастую не бывает в продаже.
Инвертор
Инверторные сварочные аппараты, можно без преувеличения назвать самыми популярными. Тому есть сразу несколько объяснений.
- Во-первых, компактность и малый вес агрегата.
- Во-вторых, возможность без особых проблем подключиться к потребительской электросети.
- В-третьих, возможность качественного наложения сварочных швов.
Ручная электродуговая сварка, выполненная с помощью инвертора, отличается минимальной зашлакованностью шва, что позволяет выполнить работу максимально качественно, без лишних «соплей» и воздушных каверн. К тому же в каждом аппарате инверторного типа, встроена функция «горячий старт» (Hot start), которая позволяет поджечь электрод в одно касание, избежав при этом обычного залипания при соприкосновении с металлической деталью.

Принцип работы инвертора, построен на технологии, позволяющей использовать в качестве источника тока, обыкновенную домашнюю розетку. Ток поступает на выпрямитель и сглаживается специальным фильтром. Получившийся постоянный ток, преобразовывается транзисторами в переменный, высокочастотный ток.
Технология электродуговой сварки
Освоить технологию электродуговой сварки, при желании несложно. Для этого нужен лишь источник тока, расходные материалы (электроды) и горячее желание научиться сварке самому.
Эта технология представляет собой процесс сваривания различных кусков металла между собой, посредством тепла, выделяемого электрической дугой.
Первый и чрезвычайно важный этап работы – это подготовка рабочего места. Для этого необходимо заземлить оборудование и детали, которые предстоит сваривать. Чаще всего для этого используют трехжильный кабель, с изолированными друг от друга проводами.
Первые две жилы служат для подключения к источнику тока, а третья для устройства заземления, путем ее присоединения к заземляющей шине и заземляющему болту.
Второй этап, заключается в выборе диаметра электрода и настройке интенсивности сварочного тока. Эти параметры, напрямую зависят от толщины металла. Отрегулировать настройки можно после наложения пробного шва.

Третий этап, который предстоит освоить начинающему сварщику, это непосредственно сам процесс сварки.
Для того чтобы просто начать сварочный процесс, нужно запомнить, что электрод нужно держать под углом в 15 градусов, причем он непременно должен быть наклонен в сторону сварочного шва. Это положение нужно отработать до автоматизма.
Далее нужно освоить простейшие способы наложения швов.
Простейшим способом наложения сварочного шва, является рисование концом электрода, так называемой восьмерки по линии соединения. Этот способ часто называют сваркой для чайников,потому что его чрезвычайно легко освоить. Дальнейшие, более сложные варианты соединения металла, можно выучить после того, как наберется достаточный опыт работы со сварочным оборудованием, и рука начнет сама чувствовать высоту электрической дуги.
Как выбрать электроды для электродуговой сварки
Качество сварного шва, напрямую зависит от того, какие именно электроды были использованы в работе.
Электроды для сварки делятся на несколько категорий:
Неметаллические, изготавливаются из угля или графита. В процессе сварки не плавятся. Используются для тонких сварочных работ даже на тонколистовом металле.

Металлические, делятся на плавящиеся/неплавящиеся и выбирают их исходя из марки металлов, подлежащих свариванию.

Существуют электроды для легированных, высоколегированных и низколегированных сталей, атакже для наплавки сварочного шва.
Для сварочных аппаратов, генерирующих постоянный ток, подойдут практически любые электроды, которые можно подбирать просто по диаметру, исходя из толщины свариваемых деталей.
Агрегаты, генерирующие переменный ток, нуждаются в более тщательном подборе расходных материалов. Для них лучше всего приобретать универсальные электроды, которые подходят как для постоянного, так и для переменного тока.
Электроды данного типа имеют множество преимуществ, среди которых не последнее место занимает:
- Отличная производительность
- Экономичность и низкий уровень разбрызгивания металла
- Возможность наложения качественного шва даже на ржавые и влажные детали, приготовленные для сварки.
- Возможность использования практически на любом сварочном оборудовании.
- Хорошее удержание электрической дуги.
Приобретая универсальные электроды, не стоит искать дешевые изделия. Они, как правило, не соответствуют заявленным техническим характеристикам. Лучше отдать предпочтение более дорогим маркам, которые будут гораздо более качественными и наложенный с их помощью шов, будет радовать своей надежностью и аккуратностью.
kamin-prof.ru
www.samsvar.ru
Сварочный инвертор аргонно дуговой сварки
Если раньше для сваривания цветных металлов или нержавеющей стали нужно было искать мастера с соответствующим оборудованием, то сегодня сварочный инвертор аргонно-дуговой сварки стал доступным более широкому кругу населения.
Давайте рассмотрим, какие существуют виды этих приборов, их ценовую политику и основные правила в использовании.
Зачем нужна аргонно-дуговая сварка
Для сварочного соединения деталей из стали можно использовать любой из доступных аппаратов трансформаторного или инверторного типа. Но для варки цветных металлов и нержавейки применяется другая технология.
Алюминий, медь, бронза или нержавеющая сталь при сварке их плавящимся электродом не образуют качественное соединение вследствие контакта с атмосферным кислородом. Швы окисляются и быстро приходят в негодность.
Для этого используют защитный газ аргон (гелий и пр.), который не допускает попадание кислорода в сварочную ванну. А для этого нужно использовать другое оборудование, например, инвертор аргонно-дуговой сварки.
Виды инверторов
Инверторные сварочные аппараты для сварки аргоном могут быть трех основных видов по принципу работы.
- Ручные. Наиболее распространенный вид. Весь сварочный процесс осуществляется вручную работником, который контролирует дугу и подачу присадочных материалов. Чаще всего для этого вида сварки используют горелку с подачей газа и неплавящийся вольфрамовый электрод.
- Полуавтоматы. Сваривание происходит за счет расплавления деталей и проволоки, которая подается механизмом в аппарате. Однако и здесь обязателен контроль сварщика над всем процессом.
- Автоматы. Сварка также обеспечивается подачей проволоки, но все технологические манипуляции контролируются самим оборудованием.
В домашних мастерских наиболее распространены первые два вида, которые, в свою очередь, имеют разновидности в зависимости от дополнительных функций.
- Ручные ММА аппараты. Это инверторы для электродуговой сварки, которые можно использовать для сварки разных металлов. Для работы с ними нужно использовать специальную горелку с вольфрамом и подачей газа.
- Ручные TIG аппараты. Это именно инвертор с функцией аргонодуговой сварки. С помощью такого оборудования можно осуществлять сварку разных типов материалов: стали, нержавейки и цветных металлов и их сплавов.
- Полуавтоматы MIG/MAG. Это инверторный аргонный сварочный аппарат, который осуществляет сваривание за счет плавления проволоки. Такая сварка чаще всего используется для соединения тонкостенных деталей, при этом можно подключать оборудование подачи аргона, что позволит варить цветные металлы и нержавейку.
- Универсальные инверторы. Аппараты, которые включают в себя все функции ручной и полуавтоматической сварки, в том числе и в аргоновой среде.
TIG аппараты
Это наиболее распространенный инвертор сварочный с аргоном. В расшифровке и переводе аббревиатура обозначает возможность использования неплавящегося вольфрамового электрода с оборудованием по подаче защитного инертного газа.
Для сварки различных металлов такой прибор может переключаться с переменного тока на постоянный.
Чаще всего инверторы с такой функцией используют, чтобы варить алюминий и нержавейку. Но также можно сваривать детали и стали как углеродистой, так и низколегированной. При этом швы получаются качественней даже, чем при обычной электродуговой сварке.
Преимущество такого аппарата в том, что он позволяет работать в любом положении (горизонтальные, вертикальные и даже потолочные швы), а само соединение выходит ровным и без брызг металла и шлака.
Полуавтоматы MIG/MAG
Такие приборы обеспечивают соединение металлов за счет плавящейся проволоки, подающейся в полуавтоматическом режиме (нажатием клавиши на держателе).
Что значит маркировка MIG/MAG? Разница — используется ли защитный газ или нет. Если подключается подача аргона, этот процесс называют MIG пайкой, без защиты (активный режим) — MAG.
Полуавтоматический инверторный аппарат не требует использования дополнительной присадки в виде прутка. Проволока, которая используется для сваривания, уже имеет в своем составе все необходимые добавки.
При использовании полуавтомата с подачей аргона возрастает качество сварного шва за счет защитной среды и отсутствия разбрызгивания расплава из ванны.
Очень удобен такой аппарат при сварке тонкостенных деталей, а в совокупности с газовым оборудованием можно сваривать нержавеющую сталь и различные цветные металлы.
ММА аппараты
Инверторы ручной дуговой сварки также часто используют для соединения различных видов металла. Для того, чтобы использовать такой прибор при сваривании, например, алюминия, потребуется дополнительно оборудование в виде горелки с вольфрамовым электродом и подачей аргона. Также инвертор должен переключатся на постоянный ток.
Если вы планируете работать с различными видами металлов (сталей, нержавейки или цветных), то можно приобрести многофункциональный прибор со всеми вышеперечисленными возможностями. Но такие инверторы стоят дороже и насколько целесообразным будет его приобретение зависит от личных предпочтений.
Ведущие производители оборудования
Как выбрать инверторные сварочные аппараты из множества производителей, представленных на выбор?
Конечно, можно приобрести прибор для сварки аргоном китайского производства, но лучше тогда покупать инвертор, выпускаемый под известной маркой.
Многие западноевропейские производители сегодня выносят свои заводы именно в Китай. И по относительно невысокой цене можно купить довольно качественный образец для аргонной сварки.
Распространенные производители сварочного оборудования такие.
- ESAB.
- TESLA.
- KAISER.
- RESANTA.
- Сварог
Оборудование для сварки от шведской компании ESAB,  наверное, одно из самых известных. Можно приобрести различные модели инверторов с функцией аргонно-дугового сваривания. Такие аппараты тиг имеют встроенный осциллятор, что обеспечивает бесконтактный поджог дуги в аргоновой среде. Стоит обратить внимание на следующие модели: ESAB BuddyTig 160 HF, ESAB BuddyArc 200 или полуавтомат ESAB CaddyMig C200i.
наверное, одно из самых известных. Можно приобрести различные модели инверторов с функцией аргонно-дугового сваривания. Такие аппараты тиг имеют встроенный осциллятор, что обеспечивает бесконтактный поджог дуги в аргоновой среде. Стоит обратить внимание на следующие модели: ESAB BuddyTig 160 HF, ESAB BuddyArc 200 или полуавтомат ESAB CaddyMig C200i.
Ценовая политика таких моделей инверторов начинается от 300 долларов.
Широкое разнообразие моделей инверторов с функцией Tig сварки предлагает и чешская компания TESLA. Из конкретных аппаратов можно рассмотреть: TESLA TIG 250 Z MOSFET, TIG 200 Z MOSFET, TESLA TIG/MMA 250 IGBT. Их цена от 200 долларов и более за универсальные приборы.
Также довольно известны на рынке инверторы от компании KAISER. Для домашней мастерской вполне подойдут такие модели аргонодуговой сварки, как Kaiser TIG-200 с функцией 2 в 1 (то есть сварка в аргоновой среде и электродуговая покрытыми электродами). Цена 200-300 долларов.
Компания RESANTA (Рига) производит свое оборудование в Китае. Можно обратить свой выбор на такой вариант как Ресанта САИ 230 АД. Инвертор может работать при перепадах напряжения, а также в режимах электросварки и с использованием аргона.
Не стоит обходить своим вниманием такие аппараты, как Сварог. Модели Сварог TIG 250, Сварог PRO ARC 160, Сварог TECH ARC 205B имеют функцию сваривания в аргоне. Цена за такие аппараты начинается от 150 долларов.
Также можно выбрать различные модели сварочных инверторов таких марок, как Intertool, GYS, ТехАС, Jasic и прочие.
Выбирая инвертор с возможностью варки металлов в аргоновой среде обращайте внимание на переключение переменного тока на постоянный. Такие приборы более универсальны и позволят варит различные виды металла.
Рекомендации по эксплуатации
Перед началом эксплуатации лучше всего прочесть инструкцию по использованию прибора.
Во-первых, нужно соблюдать технику безопасности. Сварочный инвертор с тиг функционалом стоит использовать в помещениях с хорошей вентиляцией. В тесных пространствах аргон может заместить воздух, что приведет к удушью и гибели.
Во-вторых, нужно правильно подключить все оборудование.
- Электропитание должно соответствовать конкретной модели инвертора.
- Разъемы горелки и массы вставляются в соответствующие гнезда (соблюдайте правила полярности при сварке разных типов металла).
- Газовый шланг подключается к штуцеру, находящемуся на панели аппарата.
В третьих, если есть защита от перегрева, то прибор выключится при достижении определенного показателя, а когда температура спадет снова — включиться.
Также возможны случаи, когда при сварке аппарат быстро перегревается, разбрызгивает металл из ванны или выдает недостаточную мощность. Такие проблемы могут возникать при неправильном подключении инвертора, отсутствия подачи аргона или слишком толстого вольфрамового электрода. При слишком коротком цикле работы нужно убедиться в исправности вентилятора охлаждения и нормального доступа воздуха к аппарату.
Обязательно нужно хранить такие инверторы в отапливаемых и не сырых помещениях. Перепады температуры могут образовывать конденсат внутри аппарата, что приведет к быстрой порче деталей.
Перед покупкой аргонно-дугового сварочного инвертора подумайте, насколько целесообразно его приобретение для вашей мастерской. Ведь, кроме самого прибора, понадобиться покупка расходных материалов газа и вольфрам, а это также стоит денег. Возможно, Вам будет достаточно обычного инвертора с ММА функцией.
Если Вы можете посоветовать конкретные модели инверторов с возможностью аргонно-дуговой сварки, то поделитесь опытом в блоке комментариев к этой статье. Какими моделями вы пользуетесь и какой сварочный инвертор с функцией аргонной сварки лучше для домашнего использования.
wikimetall.ru
Сварочное оборудование — что это такое, виды оборудования для сварки, где применяется, различные вопросы использования
Главная страница » Сварочное оборудование
Если вас интересуют различные модели сварочных аппаратов, то переходите в раздел «Сварочные аппараты».
Здесь же узнавайте, какое бывает сварочное оборудование, а также найдите некоторые технические характеристики, по которым оно подбирается.
Сварочное оборудование — что это такое, виды, особенности
Без сварочного процесса невозможно представить себе ни одну строительную площадку, промышленное производство или решение каких либо бытовых вопросов, и поэтому нет ничего удивительного в том, что сварочное оборудование обладает постоянным спросом. Сегодня в арсенале сварщиков находится множество способов и методов сварки: с использованием электродных или графитовых стержней с отличными проводящими свойствами, с применением специальных сварочных проволок, а также на основе газовых, плазменных, лазерных и других технологий.

Виды сварочного оборудования
- Электродуговая сварка. Один из способов соединения деталей электрической дугой при помощи сварочного трансформатора или инвертора. Температура дуги достигает значений более 5000 градусов – это выше температуры плавления любого известного металла. (Есть даже инверторные сварочные аппараты с пускозарядным устройством.)
- Полуавтоматическая сварка. Процесс сваривания, при котором электрод в виде сварочной проволоки подается непрерывно в место сварки с выбранной скоростью, куда также поступает активный или инертный газ для защиты расплава металла от негативного воздействия воздушной среды. Подробнее про полуавтоматы здесь.
- Ручная дуговая сварка (mma). Осуществление сварочного процесса при помощи покрытого металлического электрода. Ручное дуговое сваривание относится к наиболее старому и универсальному методу дуговой сварки. Узнать больше об аппаратах mma сварки.
- Сваривание под флюсом. Оборудование по данной технологии работает по методу сваривания электрической дугой. Образующаяся между деталью и бесконечным электродом дуга, не видна, так как она вместе с ванной расплавленного металла находится под слоем зернистого флюса. Шлак из расплавленного флюса осуществляет защиту зоны сваривания от влияния атмосферы.
 Полуавтоматическая сварка. Процесс сваривания, при котором электрод в виде сварочной проволоки подается непрерывно в место сварки с выбранной скоростью, куда также поступает активный или инертный газ для защиты расплава металла от негативного воздействия воздушной среды. Подробнее про полуавтоматы здесь.
Полуавтоматическая сварка. Процесс сваривания, при котором электрод в виде сварочной проволоки подается непрерывно в место сварки с выбранной скоростью, куда также поступает активный или инертный газ для защиты расплава металла от негативного воздействия воздушной среды. Подробнее про полуавтоматы здесь.- Газопламенная сварка. Оборудование газопламенной сварки обеспечивает плавление основного металла и присадочного материала в открытом пламени горелки. Постоянная работа такой горелки обеспечивается подачей одного или смеси горючих газов (жидкости) в смеси с кислородом.
- Электрошлаковая сварка. В основе работы оборудования электрошлаковой сварки лежит принцип проводимости расплавленного шлака, в объеме которого выделяется теплота при прохождении сварочного тока. Электрод с основным металлом связан через расплавленный шлак электрически. Благодаря выделяющейся в шлаковой ванне теплоты, температура поднимается выше плавления металлов. В результате кромки основного металла с электродом оплавляются и стекают на дно расплава с образованием ванны расплавленного металла.
- Термитная сварка. Технология термитной сварки обеспечивается порошкообразной смесью магния или алюминия при соединении с окалиной железа. В процессе реакции алюминий восстанавливает железо с окалины с выделением огромного количества тепла.
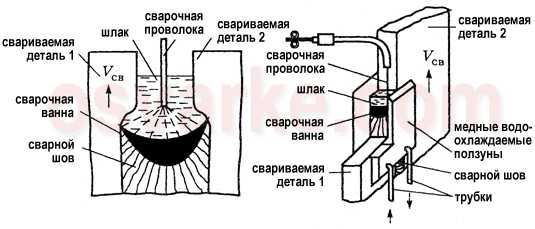 Электрошлаковая сварка. В основе работы оборудования электрошлаковой сварки лежит принцип проводимости расплавленного шлака, в объеме которого выделяется теплота при прохождении сварочного тока. Электрод с основным металлом связан через расплавленный шлак электрически. Благодаря выделяющейся в шлаковой ванне теплоты, температура поднимается выше плавления металлов. В результате кромки основного металла с электродом оплавляются и стекают на дно расплава с образованием ванны расплавленного металла.
Электрошлаковая сварка. В основе работы оборудования электрошлаковой сварки лежит принцип проводимости расплавленного шлака, в объеме которого выделяется теплота при прохождении сварочного тока. Электрод с основным металлом связан через расплавленный шлак электрически. Благодаря выделяющейся в шлаковой ванне теплоты, температура поднимается выше плавления металлов. В результате кромки основного металла с электродом оплавляются и стекают на дно расплава с образованием ванны расплавленного металла.
- Аргонодуговая сварка (TIG). Осуществляется в среде аргона – инертного газа. Может проводиться посредством плавящегося или неплавящегося электрода (применяется обычно вольфрамовый электрод).
- Плазменная сварка. В таком оборудовании для расплавления металла и присадки используется поток высокотемпературной плазменной дуги. Технология плазменной сварки во многом напоминает аргонодуговую сварку. (Узнать больше)
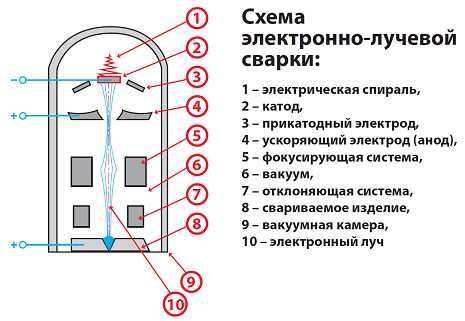
- Электронно-лучевая сварка. Для осуществления данного вида сварки применяется оборудование, преобразующее кинетическую энергию направленного в зону обработки пучка электронов в тепловую.
- Лазерная сварка. Сущность работы лазерного оборудования заключается в использовании энергии лазерного луча, который можно сконцентрировать и сфокусировать при помощи оптических линз на небольшом участке.
- Контактная сварка (стыковая сварка сопротивлением). Оборудование, которое обеспечивает образование неразъемных соединений металлических изделий методом нагрева их проходящим электрическим током при пластической деформации усилием сжатия зоны соединения. При контактной сварке решающая роль принадлежит электрическому сопротивлению зоны соединения, что является основанием для второго названия — электрическая стыковая сварка сопротивлением.
- Точечная сварка. Является разновидностью контактной сварки, методом соединения деталей по отдельным участкам соприкосновения, ограниченным площадью рабочих торцов электродов, которые передают усилие сжатия и подводят электрический ток. (Узнать больше)
- Стыковая сварка. Специальное оборудование стыковой сварки используется для соединения деталей из ПВХ, полиэтилена, полибутена по плоскости касания. Детали (фитинги, трубы) между собой при нагревании легко свариваются.
- Стыковая сварка непрерывным оплавлением. Оборудование контактной стыковой сварки обеспечивает эффективную технологию соединения стержней в результате подключения к ним электрического напряжения и при последующем соприкосновении образуют электрическую замкнутую цепь.
- Диффузионная сварка. Оборудование диффузионной сварки обеспечивает соединение деталей за счет сдавливания и нагрева соединяемых деталей без расплавления основного металла. Сваривание происходит в результате пластического деформирования имеющихся микронеровностей на поверхности свариваемых изделий при температурах ниже значений температуры плавления.
- Сварка высокочастотными токами. Особенность оборудования сварки высокочастотными токами заключается в обеспечении значительного концентриривания электромагнитной энергии в поверхностных слоях нагреваемого изделия и выделении тепловой энергии в массе обрабатываемого металла вследствие эффекта близости и поверхностного эффекта.
- Сварка трением. Процесс сварки трением является разновидностью сварки давлением, нагрев при которой осуществляется трением при перемещении (вращении) какой либо части свариваемого изделия.
 аргонодуговую сварку. (Узнать больше)
аргонодуговую сварку. (Узнать больше)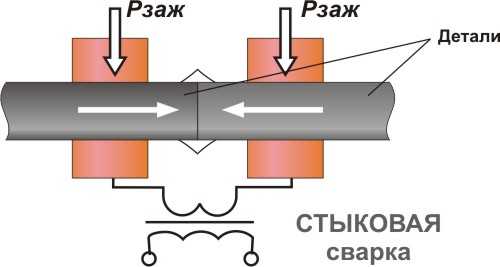 нагрева их проходящим электрическим током при пластической деформации усилием сжатия зоны соединения. При контактной сварке решающая роль принадлежит электрическому сопротивлению зоны соединения, что является основанием для второго названия — электрическая стыковая сварка сопротивлением.
нагрева их проходящим электрическим током при пластической деформации усилием сжатия зоны соединения. При контактной сварке решающая роль принадлежит электрическому сопротивлению зоны соединения, что является основанием для второго названия — электрическая стыковая сварка сопротивлением. Диффузионная сварка. Оборудование диффузионной сварки обеспечивает соединение деталей за счет сдавливания и нагрева соединяемых деталей без расплавления основного металла. Сваривание происходит в результате пластического деформирования имеющихся микронеровностей на поверхности свариваемых изделий при температурах ниже значений температуры плавления.
Диффузионная сварка. Оборудование диффузионной сварки обеспечивает соединение деталей за счет сдавливания и нагрева соединяемых деталей без расплавления основного металла. Сваривание происходит в результате пластического деформирования имеющихся микронеровностей на поверхности свариваемых изделий при температурах ниже значений температуры плавления. Сварка трением. Процесс сварки трением является разновидностью сварки давлением, нагрев при которой осуществляется трением при перемещении (вращении) какой либо части свариваемого изделия.
Сварка трением. Процесс сварки трением является разновидностью сварки давлением, нагрев при которой осуществляется трением при перемещении (вращении) какой либо части свариваемого изделия.Однако для выполнения качественного сварочного процесса основного оборудования будет недостаточно, поэтому очень важно правильно подобрать для этого дополнительное оборудование, оснастку и расходные материалы. К ним относятся электроды, щетки для съема шлака, сварочные маски, клеммы заземления, держатели электродов, электрические кабели, проволока, протяжные ролики и горелки и прочие необходимые элементы. От правильно выбранного оборудования, как основного, так и дополнительного, зависит качество сварного соединения и шва.
Страница 1 из 6123456»kovka-svarka.net
Ручная дуговая сварка — видео и принцип работы сварочного аппарата
Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается мобильностью и простотой в использовании, а также не требует никакого дополнительного оборудования. Чтобы познакомиться с техникой сварки и узнать все о методе “ручная дуговая сварка”, видео смотрите на нашем сайте.
Сущность процесса РДС
Сущность ручной дуговой сварки заключается в том, что свариваемый металл плавится теплом дуги, а зажигание, поддержание и перемещение дуги осуществляется ручным способом. Одним из элементов является металлический стержень, а другим – свариваемое изделие.
С помощью источника тока (переменного или постоянного) на кончике электрода образуется сварочная дуга, которая плавит сам электрод и изделие, образуя при этом жидкую сварочную ванну, из которой потом, по мере остывания, формируется будущий шов. Шов, при этом, покрывается шлаковой коркой, которую по окончании сварки отбивают молотком. Иногда сварочные швы требуют дополнительной обработки или зачистки. После просмотра различных видео-инструкций для начинающих, дуговая сварка станет понятным процессом.
Этот метод подходит для сварки углеродистых, низколегированных, конструкционных, высоколегированных, теплоустойчивых сталей. С его помощью, возможно, также резать и наплавлять металл. С использованием специальных электродов, возможно, производить сварку цветных металлов.
Как можно увидеть на видео, электродуговая сварка чугуна или нержавейки осуществляется на постоянном токе, а алюминия – на переменном токе.

Виды и методы РДС
Существуют следующие методы и виды ручной дуговой сварки: сварка «с опиранием обмазки» (дает большую глубину проплавления), сварка «пучком» (увеличивает производительность), сварка «ванным» способом (позволяет экономить электроэнергию и снижает расходы, используется для сварки стержней арматуры), сварка «трехфазной» дугой (обеспечивается стабильность горения дуги), а также сварка «наклонным» или «лежачим» электродом (служит для механизации процесса).
Сварочные аппараты, виды и принцип работы
Полезной будет информация для начинающих: дуговая сварка может осуществляться с применением совершенно разного оборудования: трансформаторных источников, выпрямителей, инверторов.
Любой сварочный аппарат – это, в первую очередь, источник сварочного тока, который необходим для получения и поддержания сварочной дуги. Принцип работы сварочного аппарата заключается в следующем.

В его корпус заключен силовой трансформатор, преобразующий ток из розетки (переменный) с высоким напряжением в сварочный ток (переменный или постоянный) с пониженным безопасным напряжением. С помощью трансформатора также происходит регулировка тока и формирование необходимой вольт-амперной характеристики.
Сварочный аппарат подключается в розетку (первичный ток), и в зависимости от напряжения (220/380 В), к вторичному току в разъемы на передней панели аппарата с помощью токовых наконечников подключается сварочный кабель. От типа применяемого источника будет зависеть, какой сварочный ток будет на выходе из аппарата. Он может быть переменным или постоянным.
Принцип работы сварочного аппарата постоянного тока основан на преобразовании переменного тока из сети, но, благодаря выпрямительному блоку в конструкции таких аппаратов, ток выпрямляется и становится постоянным.
Далее к кабелю присоединяются электрододержатель и клемма заземления (или массовый зажим на изделие). При сварке постоянным током количество тепла на электродах различное, поэтому в сварке введено понятие полярности. Как показано на видео, электродуговая сварка может производиться на прямой или обратной полярности.
Электрододержатель может быть присоединен как к «плюсовому» разъему (обратная полярность), так и к «минусовому» (прямая полярность). Какую полярность выбрать при сварке, зависит от толщины изделия и марки используемых электродов. Классический метод подключения – «плюс» на держатель. Массовый зажим надежно крепится на изделии или заготовках.

Достаточно распространен и способ крепления массового зажима к сварочному столу. Сварочный ток выставляется перед началом сварки с помощью специального регулятора, а его значение зависит от того, какую толщину металла придется сваривать и от выбранного диаметра электрода. Мощность держателя, клеммы заземления, как и толщина сварочного кабеля, подбираются в зависимости от величины сварочного тока.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru